
一种高精度异型砂轮的复合镀制造方法.pdf

St****12

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高精度异型砂轮的复合镀制造方法.pdf
本发明公开了一种高精度异型砂轮的复合镀制造方法,包括以下步骤:基体及磨料的准备、磨料的镀前处理、电镀液的配制、基体镀前处理和预镀、模腔植砂、化学镀的加厚、镀后的钝化处理、检验和包装。本发明的优点:复合镀砂轮具有高度仿形的特性,磨料成型面一致性可达95%以上;电镀固结磨料后等高性强,能够使磨料最大限度的同时参与磨削,提高了加工效率;保形性好,在连续的磨削状态下砂轮曲面形状几乎不发生变化,从而保证了砂轮的磨削效率与加工精度,极大的延长了砂轮的使用寿命。

一种高精度异型砂轮的加工方法.pdf
本发明公开了一种高精度异型砂轮的加工方法,所述异型砂轮包括基体,在基体上设有磨削部,在磨削部上均匀固结磨料;所述异型砂轮的加工方法包括以下步骤:步骤一、加工异型砂轮的基体;步骤二、根据基体磨削部的形状制作仿形模具,在仿形模具内设有与所述基体的磨削部对应配合的封闭的型腔,在型腔上设有通孔和上砂孔;步骤三、在仿形模具内放置基体并接电;步骤四、从上砂孔内导入磨料,磨料把仿形模具型腔完全填满并封闭。本发明的优点:本发明通过仿形模具对异型砂轮进行包裹上砂,磨料分布均匀,通过调节仿形模具上的通孔的不同尺寸和排列方式,
一种异型复合界面的制造方法.pdf
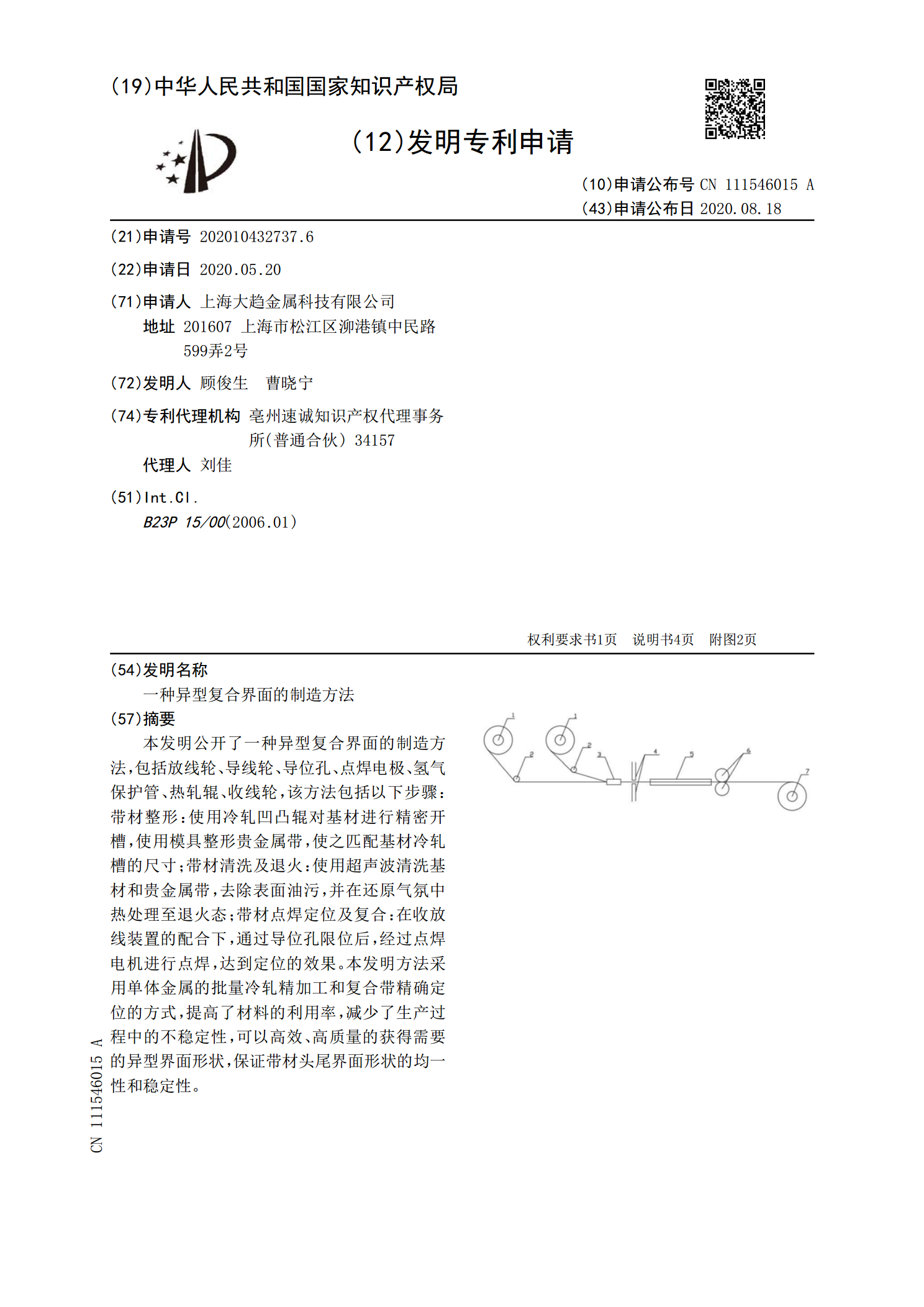
本发明公开了一种异型复合界面的制造方法,包括放线轮、导线轮、导位孔、点焊电极、氢气保护管、热轧辊、收线轮,该方法包括以下步骤:带材整形:使用冷轧凹凸辊对基材进行精密开槽,使用模具整形贵金属带,使之匹配基材冷轧槽的尺寸;带材清洗及退火:使用超声波清洗基材和贵金属带,去除表面油污,并在还原气氛中热处理至退火态;带材点焊定位及复合:在收放线装置的配合下,通过导位孔限位后,经过点焊电机进行点焊,达到定位的效果。本发明方法采用单体金属的批量冷轧精加工和复合带精确定位的方式,提高了材料的利用率,减少了生产过程中的不稳
一种高精度耐磨异型剪刃及其制造方法.pdf
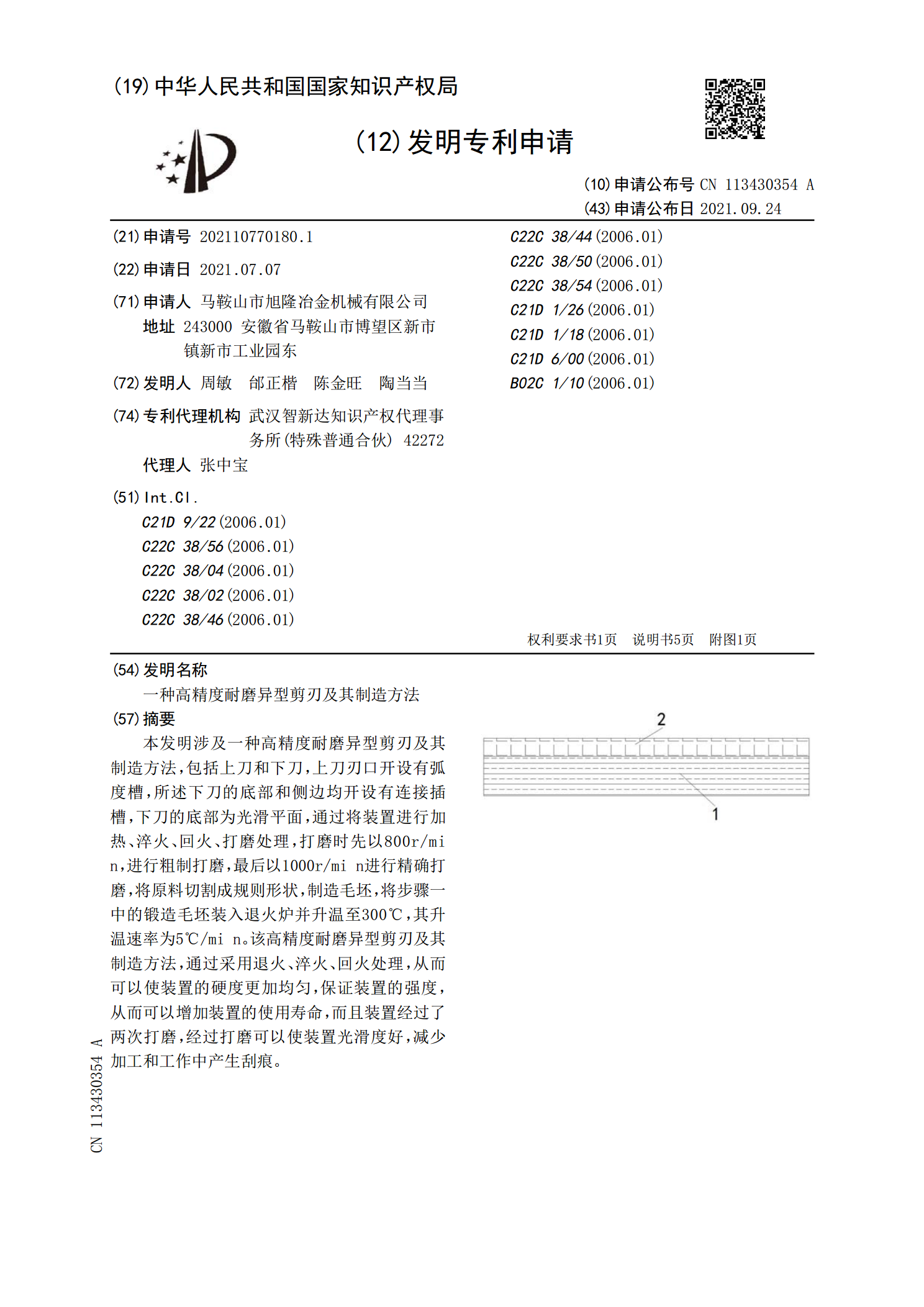
本发明涉及一种高精度耐磨异型剪刃及其制造方法,包括上刀和下刀,上刀刃口开设有弧度槽,所述下刀的底部和侧边均开设有连接插槽,下刀的底部为光滑平面,通过将装置进行加热、淬火、回火、打磨处理,打磨时先以800r/min,进行粗制打磨,最后以1000r/min进行精确打磨,将原料切割成规则形状,制造毛坯,将步骤一中的锻造毛坯装入退火炉并升温至300℃,其升温速率为5℃/min。该高精度耐磨异型剪刃及其制造方法,通过采用退火、淬火、回火处理,从而可以使装置的硬度更加均匀,保证装置的强度,从而可以增加装置的使用

一种复杂异型复合砂芯的制造方法.pdf
本发明公开了一种复杂异型复合砂芯的制造方法,属于铸造用砂芯的制造方法技术领域。该方法首先采用呋喃和/或派普树脂填充模具型腔的厚大及容易填充部位,而对于砂芯结构中薄弱部位及难于成型部位暂时预留,装配好金属模后,从入砂口采用覆膜砂充填预留区域;再对金属模具加热,使砂芯硬化成型;开模后取出复合砂芯。采用本发明方法充分利用了不同种类混合砂的流动性、发气性、退让性及强度等性能特点,可生产出形状复杂、薄厚交接的异性砂芯,具有砂芯厚大部位发气量小、退让性好、溃散清理容易且强度适中,而砂芯薄壁部位充填完整、强度较高可满足