
一种异型复合界面的制造方法.pdf

猫巷****永安

1/8
2/8
3/8
4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异型复合界面的制造方法.pdf
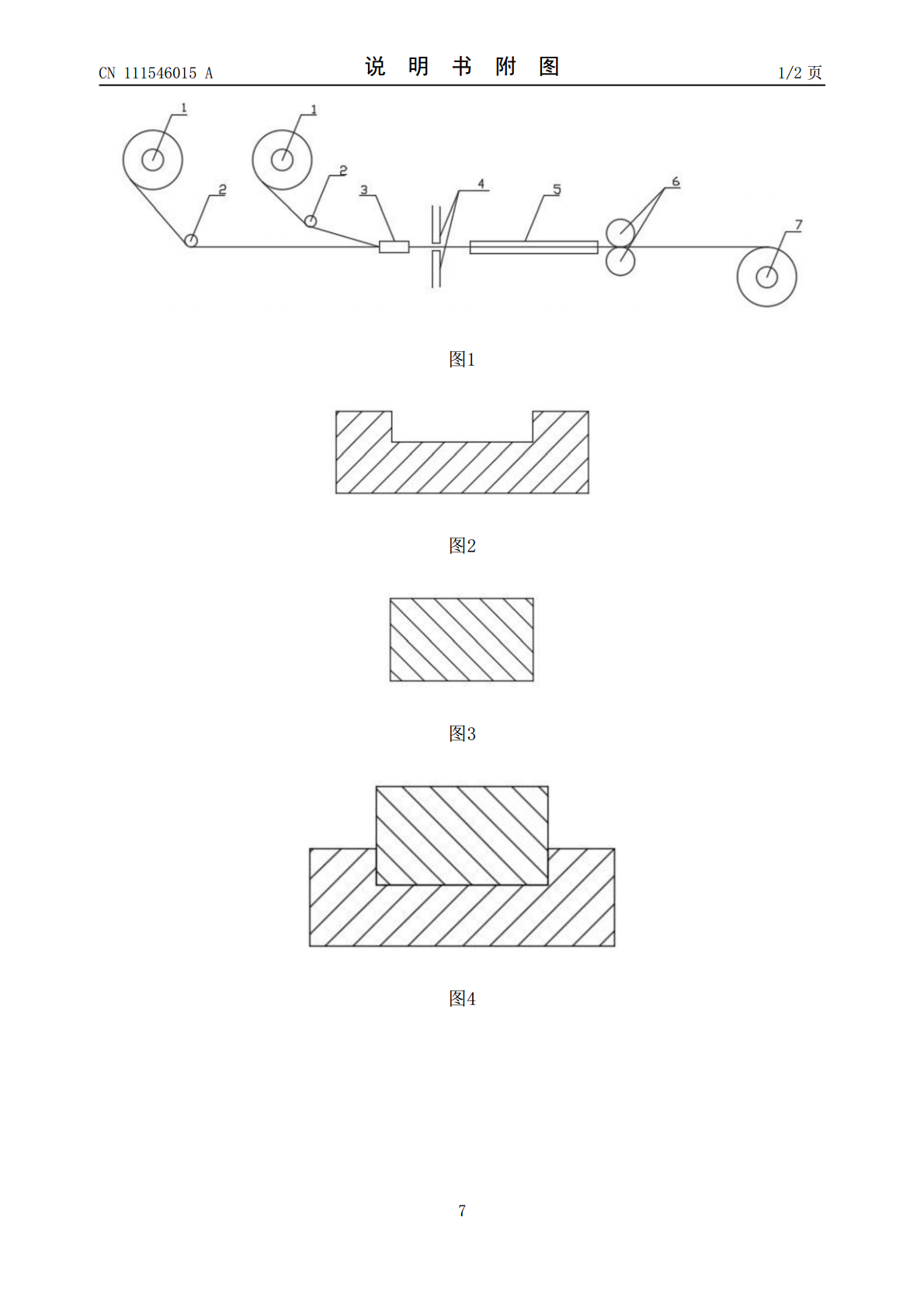
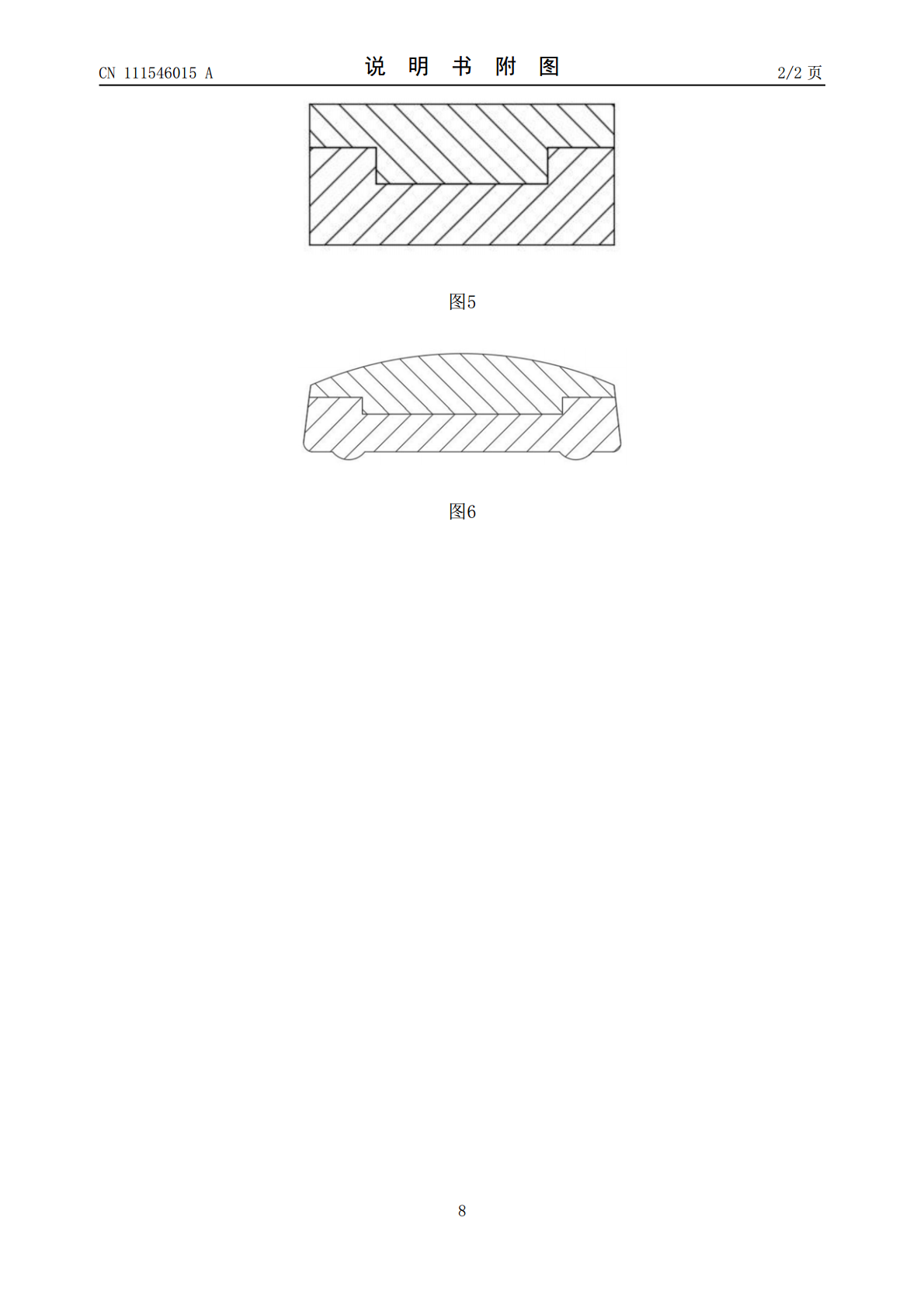
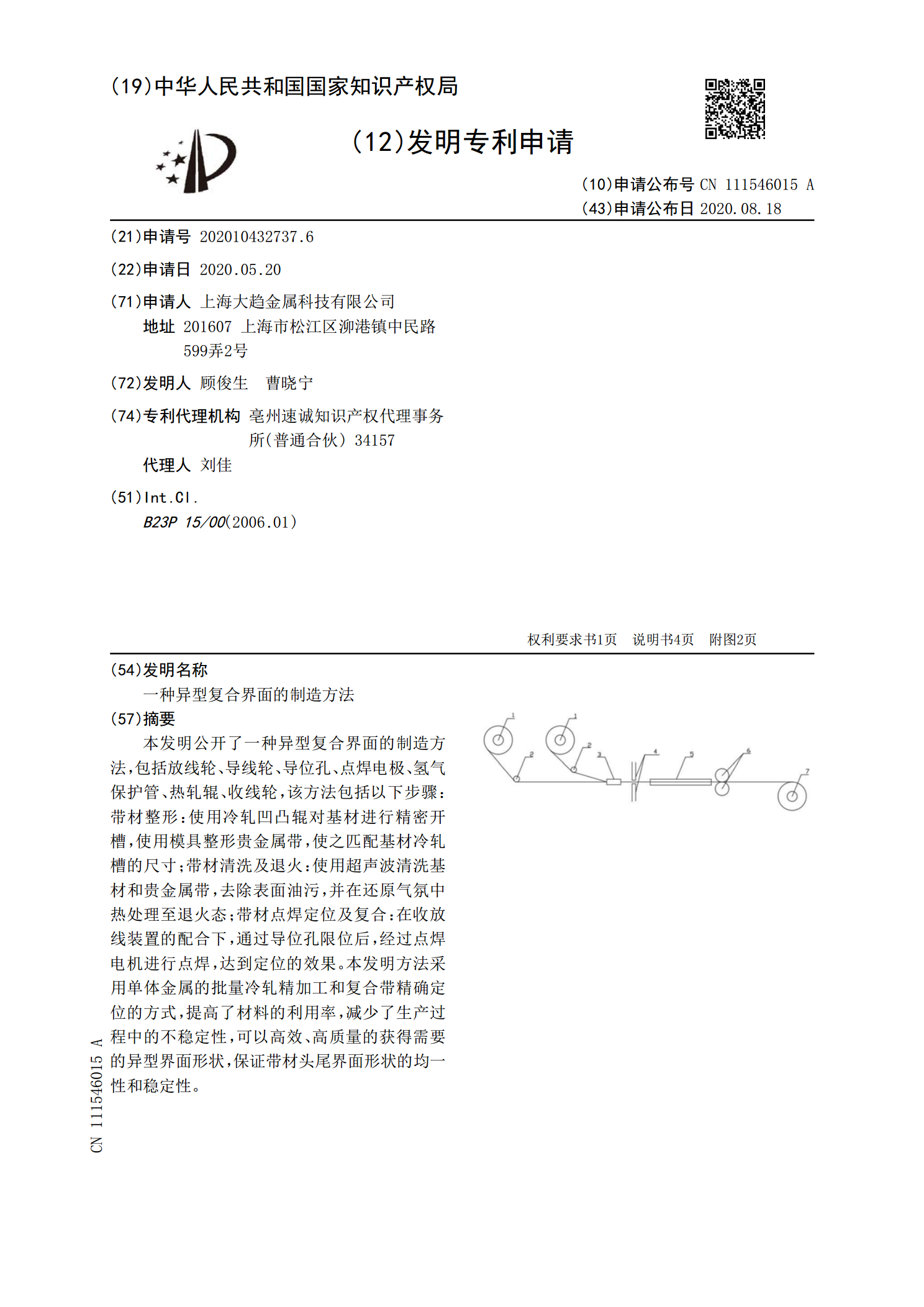
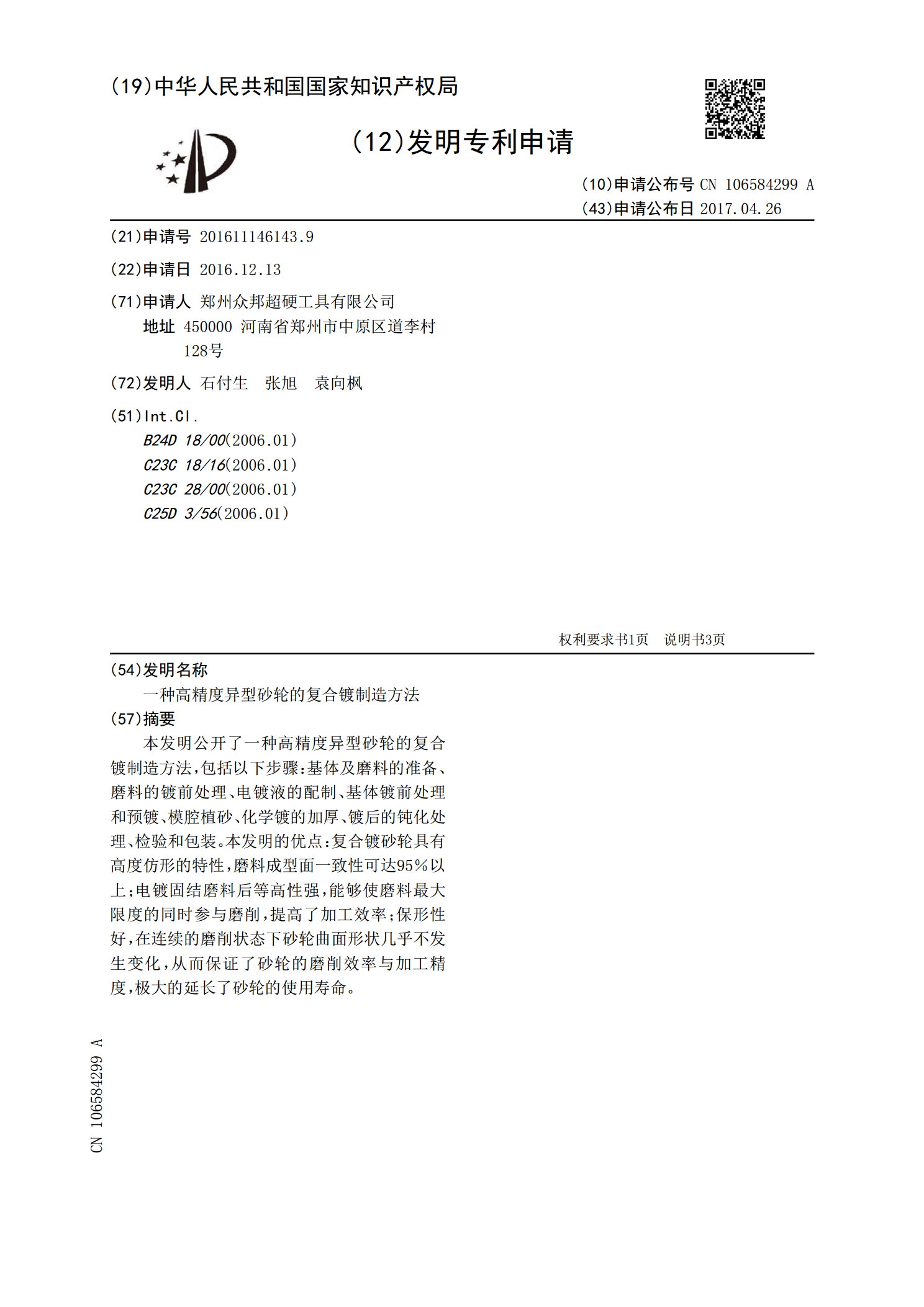
本发明公开了一种异型复合界面的制造方法,包括放线轮、导线轮、导位孔、点焊电极、氢气保护管、热轧辊、收线轮,该方法包括以下步骤:带材整形:使用冷轧凹凸辊对基材进行精密开槽,使用模具整形贵金属带,使之匹配基材冷轧槽的尺寸;带材清洗及退火:使用超声波清洗基材和贵金属带,去除表面油污,并在还原气氛中热处理至退火态;带材点焊定位及复合:在收放线装置的配合下,通过导位孔限位后,经过点焊电机进行点焊,达到定位的效果。本发明方法采用单体金属的批量冷轧精加工和复合带精确定位的方式,提高了材料的利用率,减少了生产过程中的不稳

一种复杂异型复合砂芯的制造方法.pdf
本发明公开了一种复杂异型复合砂芯的制造方法,属于铸造用砂芯的制造方法技术领域。该方法首先采用呋喃和/或派普树脂填充模具型腔的厚大及容易填充部位,而对于砂芯结构中薄弱部位及难于成型部位暂时预留,装配好金属模后,从入砂口采用覆膜砂充填预留区域;再对金属模具加热,使砂芯硬化成型;开模后取出复合砂芯。采用本发明方法充分利用了不同种类混合砂的流动性、发气性、退让性及强度等性能特点,可生产出形状复杂、薄厚交接的异性砂芯,具有砂芯厚大部位发气量小、退让性好、溃散清理容易且强度适中,而砂芯薄壁部位充填完整、强度较高可满足
一种高精度异型砂轮的复合镀制造方法.pdf
本发明公开了一种高精度异型砂轮的复合镀制造方法,包括以下步骤:基体及磨料的准备、磨料的镀前处理、电镀液的配制、基体镀前处理和预镀、模腔植砂、化学镀的加厚、镀后的钝化处理、检验和包装。本发明的优点:复合镀砂轮具有高度仿形的特性,磨料成型面一致性可达95%以上;电镀固结磨料后等高性强,能够使磨料最大限度的同时参与磨削,提高了加工效率;保形性好,在连续的磨削状态下砂轮曲面形状几乎不发生变化,从而保证了砂轮的磨削效率与加工精度,极大的延长了砂轮的使用寿命。
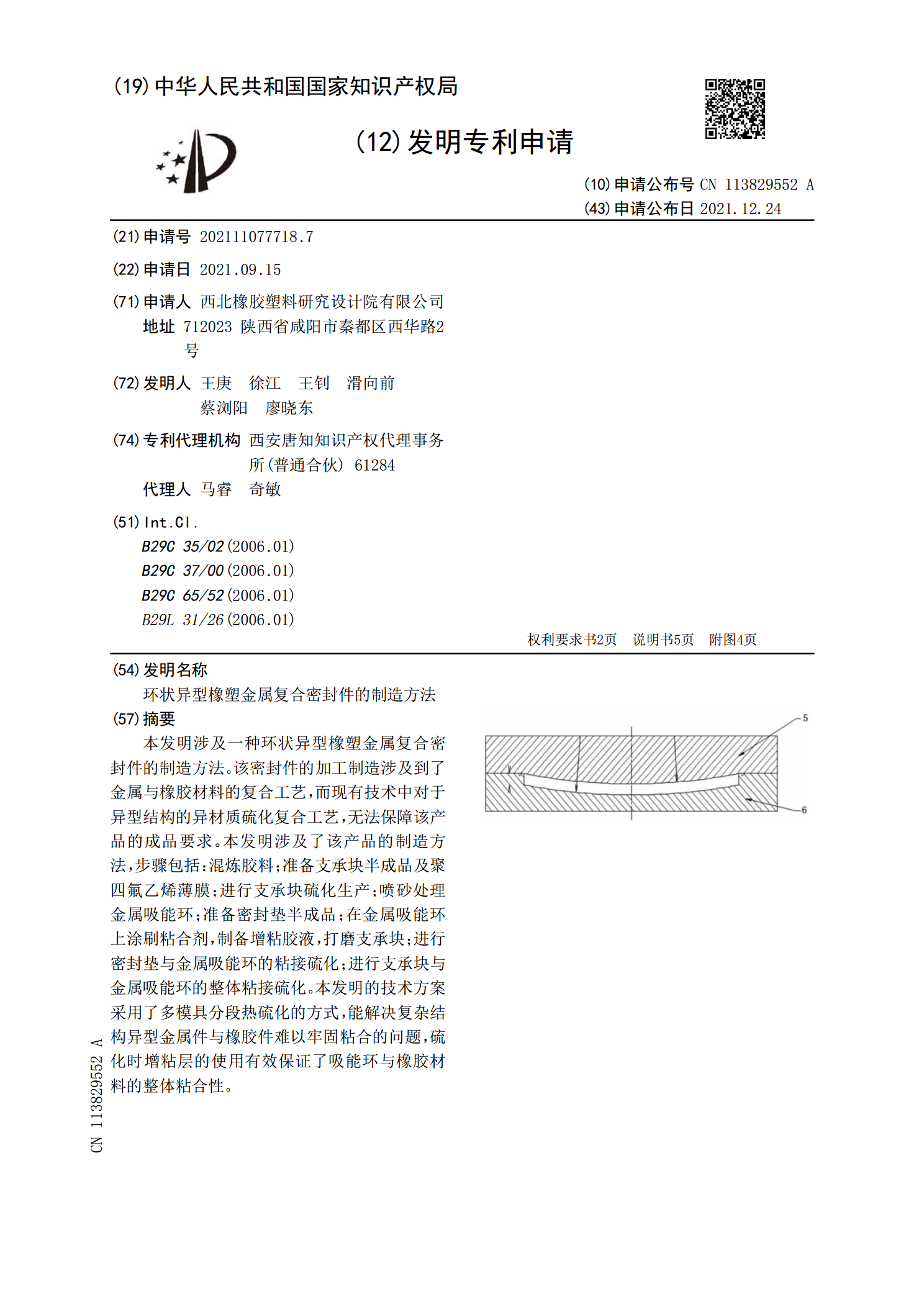
环状异型橡塑金属复合密封件的制造方法.pdf
本发明涉及一种环状异型橡塑金属复合密封件的制造方法。该密封件的加工制造涉及到了金属与橡胶材料的复合工艺,而现有技术中对于异型结构的异材质硫化复合工艺,无法保障该产品的成品要求。本发明涉及了该产品的制造方法,步骤包括:混炼胶料;准备支承块半成品及聚四氟乙烯薄膜;进行支承块硫化生产;喷砂处理金属吸能环;准备密封垫半成品;在金属吸能环上涂刷粘合剂,制备增粘胶液,打磨支承块;进行密封垫与金属吸能环的粘接硫化;进行支承块与金属吸能环的整体粘接硫化。本发明的技术方案采用了多模具分段热硫化的方式,能解决复杂结构异型金属
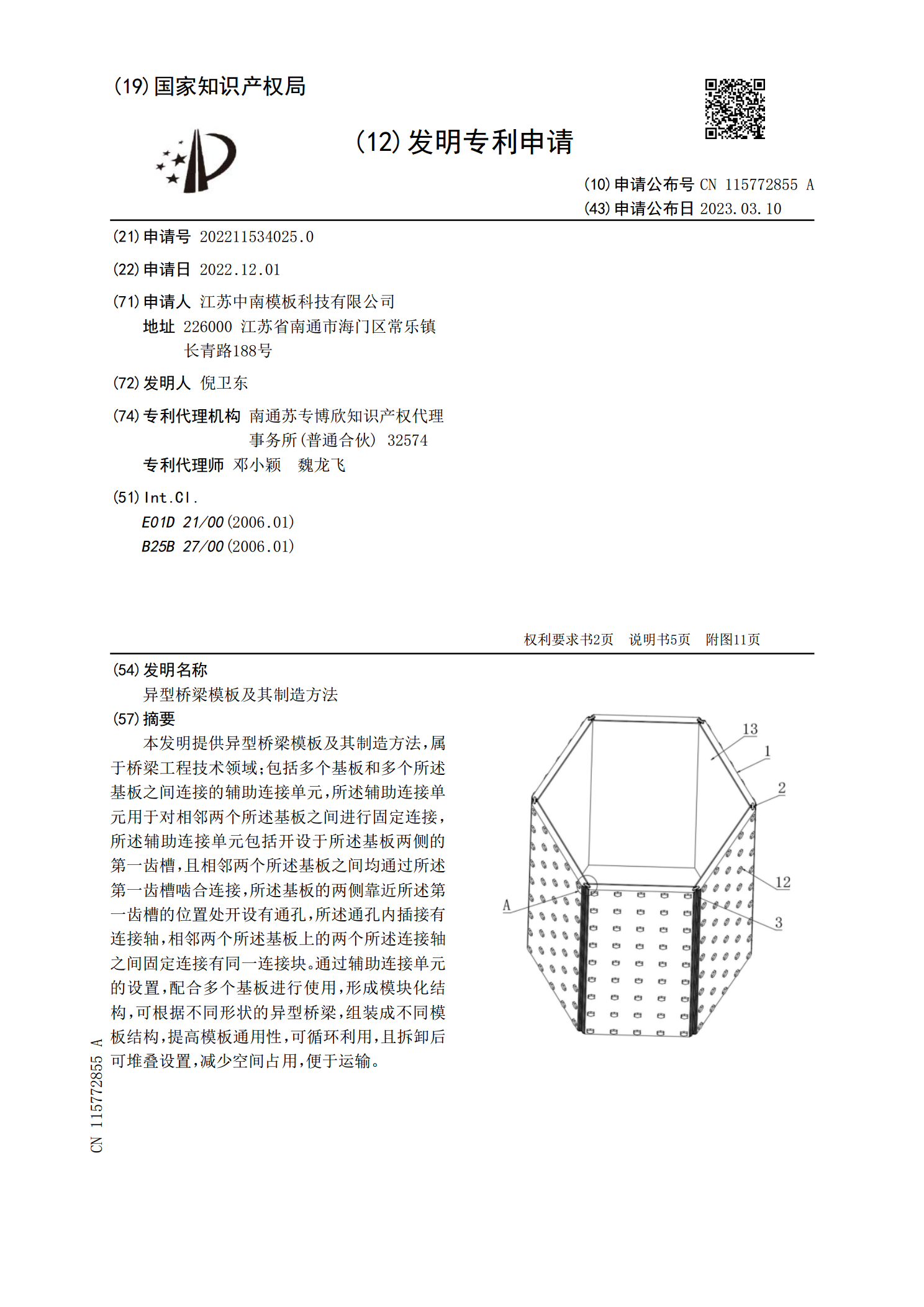
异型桥梁模板及其制造方法.pdf
本发明提供异型桥梁模板及其制造方法,属于桥梁工程技术领域;包括多个基板和多个所述基板之间连接的辅助连接单元,所述辅助连接单元用于对相邻两个所述基板之间进行固定连接,所述辅助连接单元包括开设于所述基板两侧的第一齿槽,且相邻两个所述基板之间均通过所述第一齿槽啮合连接,所述基板的两侧靠近所述第一齿槽的位置处开设有通孔,所述通孔内插接有连接轴,相邻两个所述基板上的两个所述连接轴之间固定连接有同一连接块。通过辅助连接单元的设置,配合多个基板进行使用,形成模块化结构,可根据不同形状的异型桥梁,组装成不同模板结构,提高