
一种涡轮导向叶片锥形气膜孔的精密加工方法.pdf

曾琪****是我

1/10
2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种涡轮导向叶片锥形气膜孔的精密加工方法.pdf
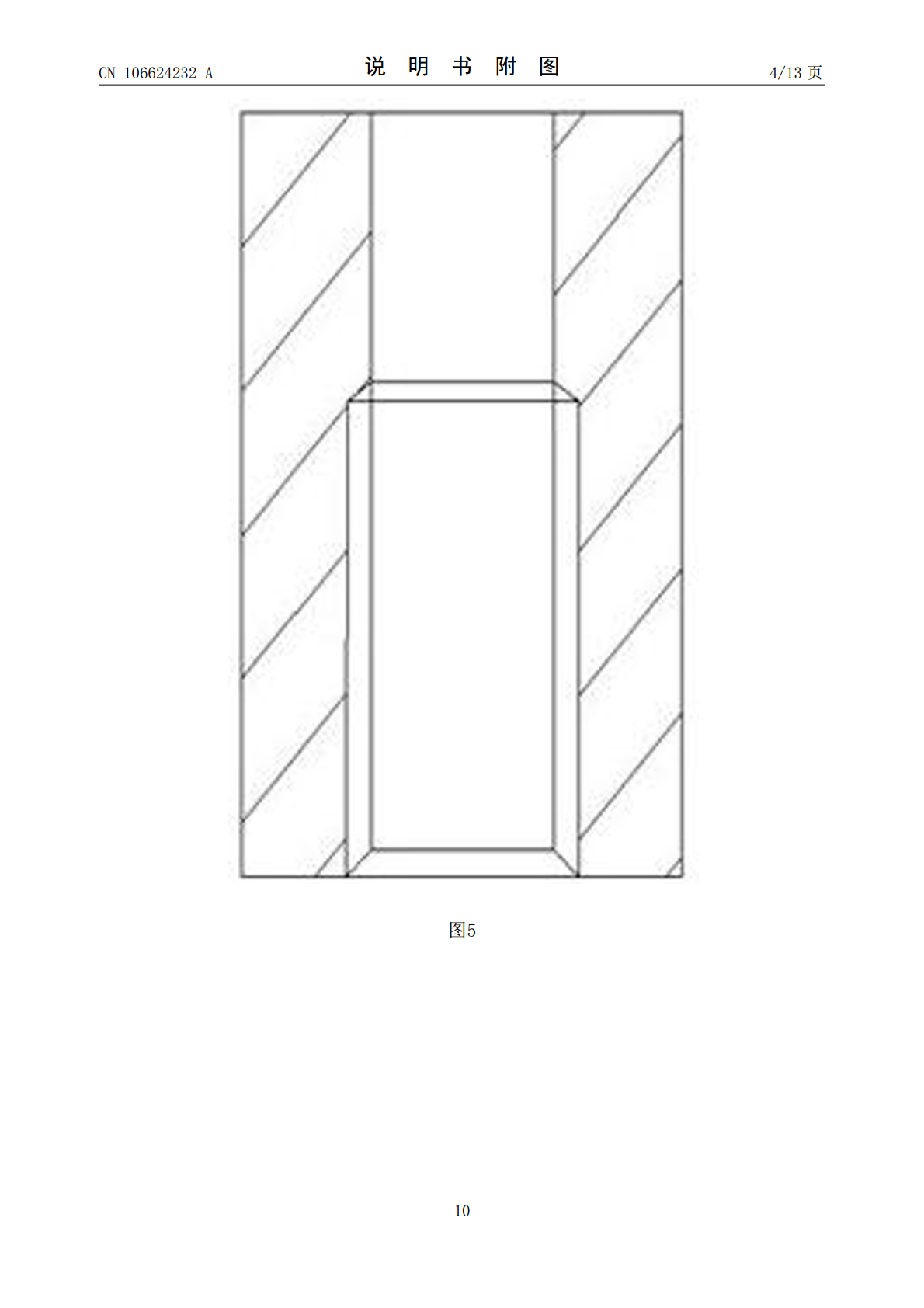
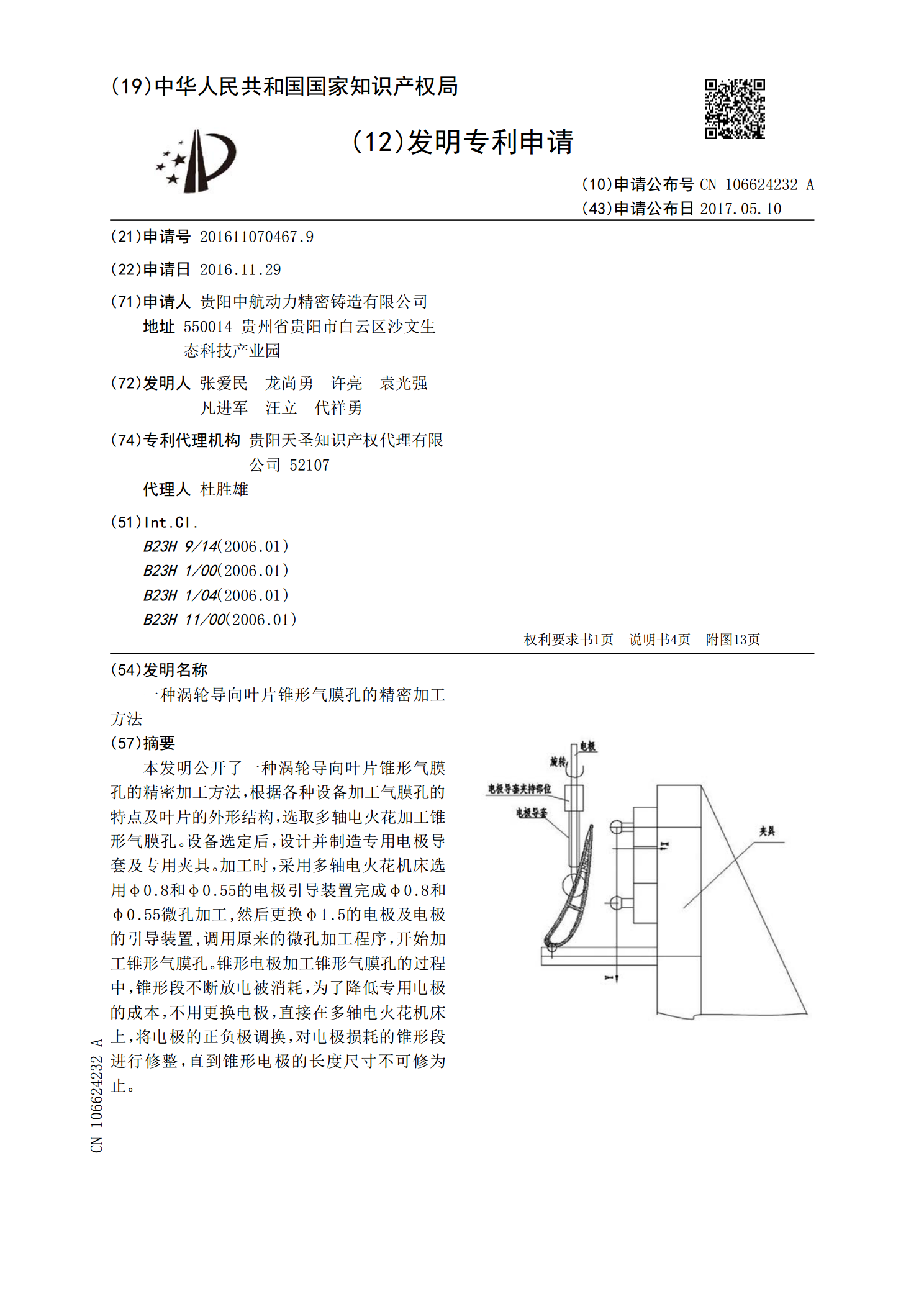
本发明公开了一种涡轮导向叶片锥形气膜孔的精密加工方法,根据各种设备加工气膜孔的特点及叶片的外形结构,选取多轴电火花加工锥形气膜孔。设备选定后,设计并制造专用电极导套及专用夹具。加工时,采用多轴电火花机床选用φ0.8和φ0.55的电极引导装置完成φ0.8和φ0.55微孔加工,然后更换φ1.5的电极及电极的引导装置,调用原来的微孔加工程序,开始加工锥形气膜孔。锥形电极加工锥形气膜孔的过程中,锥形段不断放电被消耗,为了降低专用电极的成本,不用更换电极,直接在多轴电火花机床上,将电极的正负极调换,对电极损耗的锥形

一种涡轮导向叶片锥形气膜孔加工工艺.pdf
本发明提供了一种涡轮导向叶片锥形气膜孔加工工艺,主要包括如下方法步骤:(1)选择加工方式;(2)设计制造加工电极;(3)设计制造夹具;(4)圆柱形微孔加工;(5)零件装夹:(6)装夹电极及找正;(7)锥形气膜孔加工;(8)修整锥形电极。采用本发明所述的加工工艺,降低了锥形气膜孔的加工难度,从而解决了高压涡轮导向叶片叶身、安装版锥形气膜孔的加工技术难题,有效保证叶片加工生产的进行,大大提高了生产效率,保证产品按期交付,同时提高成品合格率;填补了我国航空涡轮叶片微孔加工行业该项技术的空白。

一种高压涡轮导向叶片气膜孔激光加工方法.pdf
本发明公开了一种高压涡轮导向叶片气膜孔激光加工方法,属于航空发动机制造领域,通过自动编程结合手工点动示教编程方法,用理论坐标值在零件表面打点,然后通过手工点动完成加工程序的示教返录,减小了涡轮叶片铸造型面差异和机床旋转轴运动误差对气膜孔位置的影响,保证了高压涡轮空心叶片气膜孔位置度。

一种涡轮叶片气膜孔精密成形方法.pdf
本发明公开了一种涡轮叶片气膜孔精密成形方法,属于基于光固化成型技术快速铸造领域。包括:1)用光固化快速成型技术制造涡轮叶片树脂模具;2)通过凝胶注模法向涡轮叶片的树脂模具原型中浇注陶瓷浆料得到铸型坯体,实现气膜孔陶瓷芯的成型;3)真空冷冻干燥和高温烧结对气膜孔陶瓷芯进一步强化,实现不同陶瓷基气膜孔陶瓷芯的成型;4)针对不同类型陶瓷基的气膜孔陶瓷芯,结合定向凝固技术,可实现多种高温合金的气膜孔铸造成型,最后通过脱芯工艺去除残留在金属叶片及气膜孔内的陶瓷芯,实现铸造气膜孔高质量成型。本发明设计合理,操作简便,

一种精准加工涡轮叶片气膜孔的方法.pdf
本发明涉及一种精准加工涡轮叶片气膜孔的方法,属于激光应用领域。本发明的目的是为了解决传统飞秒激光在涡轮叶片制孔过程中孔口圆度低、孔内壁粗糙度高、孔内壁不均匀等一些列技术问题。本发明首次采用垂直偏振的飞秒激光双脉冲序列加工微孔,并应用于涡轮叶片气膜孔的制备,制备出高质量高精度微孔,有效地提高气膜冷却孔的孔口圆度以及孔壁的均匀性。