
一种涡轮叶片气膜孔精密成形方法.pdf

努力****冰心


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种涡轮叶片气膜孔精密成形方法.pdf
本发明公开了一种涡轮叶片气膜孔精密成形方法,属于基于光固化成型技术快速铸造领域。包括:1)用光固化快速成型技术制造涡轮叶片树脂模具;2)通过凝胶注模法向涡轮叶片的树脂模具原型中浇注陶瓷浆料得到铸型坯体,实现气膜孔陶瓷芯的成型;3)真空冷冻干燥和高温烧结对气膜孔陶瓷芯进一步强化,实现不同陶瓷基气膜孔陶瓷芯的成型;4)针对不同类型陶瓷基的气膜孔陶瓷芯,结合定向凝固技术,可实现多种高温合金的气膜孔铸造成型,最后通过脱芯工艺去除残留在金属叶片及气膜孔内的陶瓷芯,实现铸造气膜孔高质量成型。本发明设计合理,操作简便,
一种涡轮导向叶片锥形气膜孔的精密加工方法.pdf
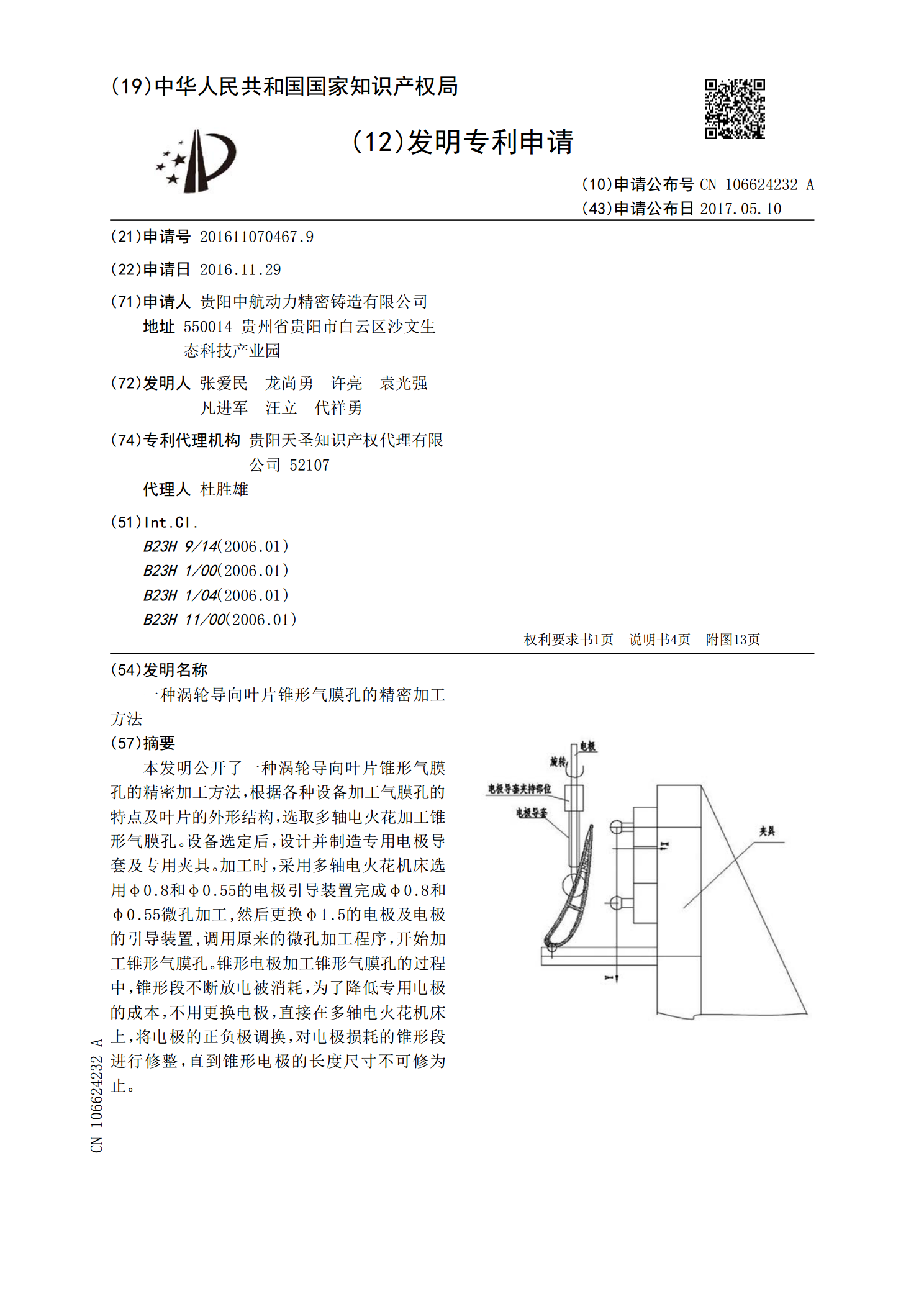
本发明公开了一种涡轮导向叶片锥形气膜孔的精密加工方法,根据各种设备加工气膜孔的特点及叶片的外形结构,选取多轴电火花加工锥形气膜孔。设备选定后,设计并制造专用电极导套及专用夹具。加工时,采用多轴电火花机床选用φ0.8和φ0.55的电极引导装置完成φ0.8和φ0.55微孔加工,然后更换φ1.5的电极及电极的引导装置,调用原来的微孔加工程序,开始加工锥形气膜孔。锥形电极加工锥形气膜孔的过程中,锥形段不断放电被消耗,为了降低专用电极的成本,不用更换电极,直接在多轴电火花机床上,将电极的正负极调换,对电极损耗的锥形
用于涡轮叶片气膜孔的检测方法.pdf
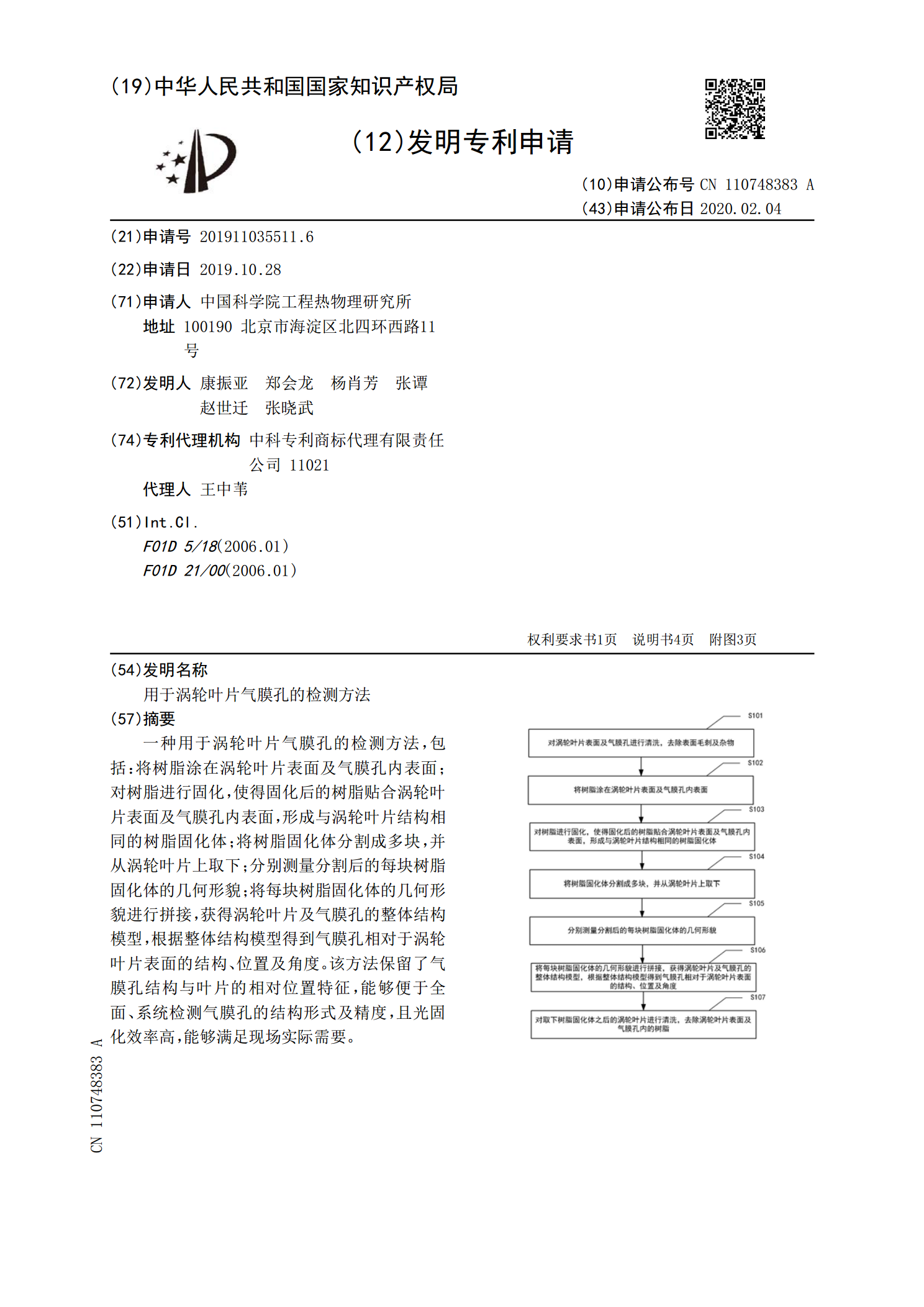
一种用于涡轮叶片气膜孔的检测方法,包括:将树脂涂在涡轮叶片表面及气膜孔内表面;对树脂进行固化,使得固化后的树脂贴合涡轮叶片表面及气膜孔内表面,形成与涡轮叶片结构相同的树脂固化体;将树脂固化体分割成多块,并从涡轮叶片上取下;分别测量分割后的每块树脂固化体的几何形貌;将每块树脂固化体的几何形貌进行拼接,获得涡轮叶片及气膜孔的整体结构模型,根据整体结构模型得到气膜孔相对于涡轮叶片表面的结构、位置及角度。该方法保留了气膜孔结构与叶片的相对位置特征,能够便于全面、系统检测气膜孔的结构形式及精度,且光固化效率高,能够

一种精准加工涡轮叶片气膜孔的方法.pdf
本发明涉及一种精准加工涡轮叶片气膜孔的方法,属于激光应用领域。本发明的目的是为了解决传统飞秒激光在涡轮叶片制孔过程中孔口圆度低、孔内壁粗糙度高、孔内壁不均匀等一些列技术问题。本发明首次采用垂直偏振的飞秒激光双脉冲序列加工微孔,并应用于涡轮叶片气膜孔的制备,制备出高质量高精度微孔,有效地提高气膜冷却孔的孔口圆度以及孔壁的均匀性。
涡轮叶片的气膜孔结构.pdf
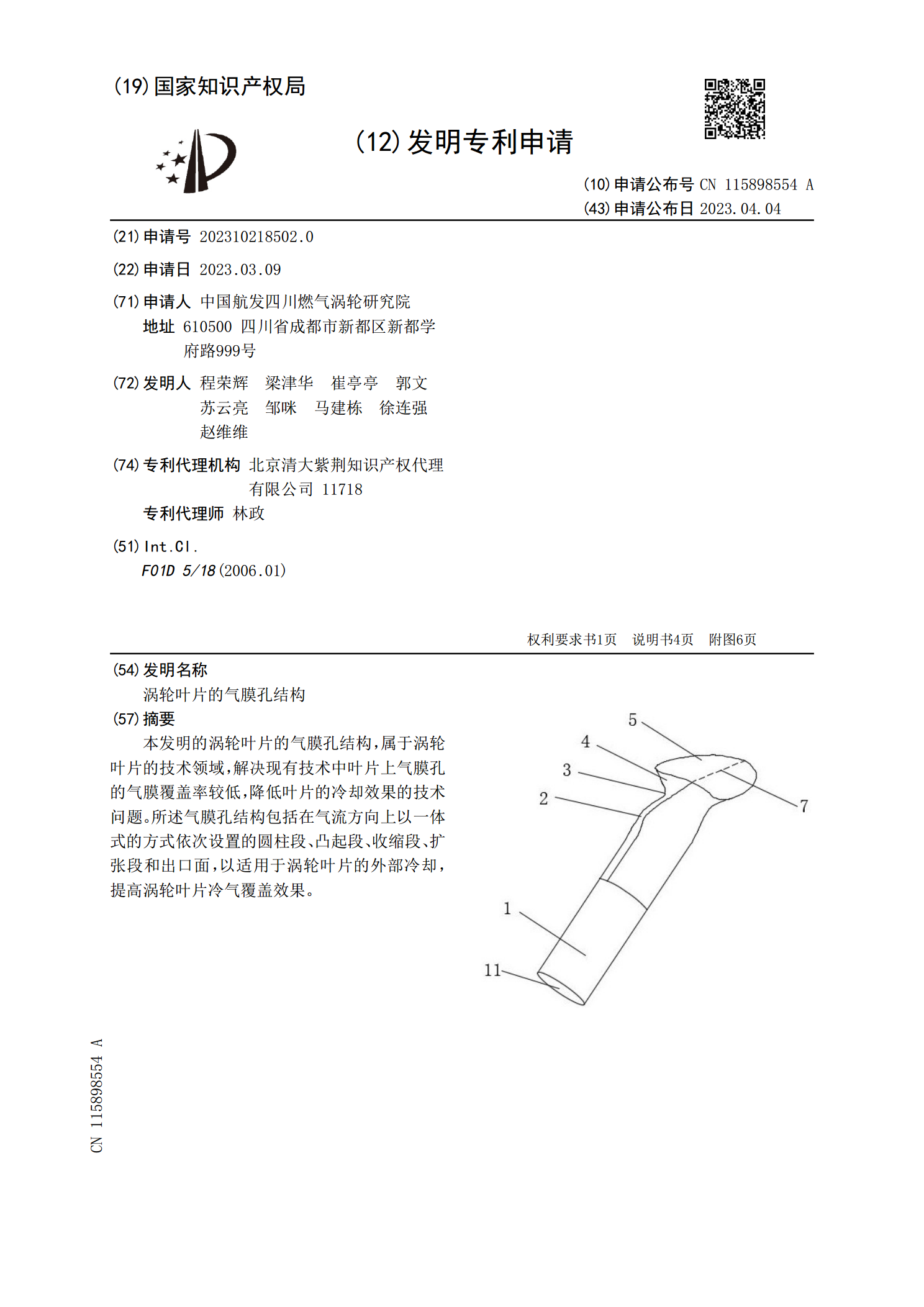
本发明的涡轮叶片的气膜孔结构,属于涡轮叶片的技术领域,解决现有技术中叶片上气膜孔的气膜覆盖率较低,降低叶片的冷却效果的技术问题。所述气膜孔结构包括在气流方向上以一体式的方式依次设置的圆柱段、凸起段、收缩段、扩张段和出口面,以适用于涡轮叶片的外部冷却,提高涡轮叶片冷气覆盖效果。