
一种鼓式制动器总成外圆的磨削工艺.pdf

盼易****君a

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种鼓式制动器总成外圆的磨削工艺.pdf
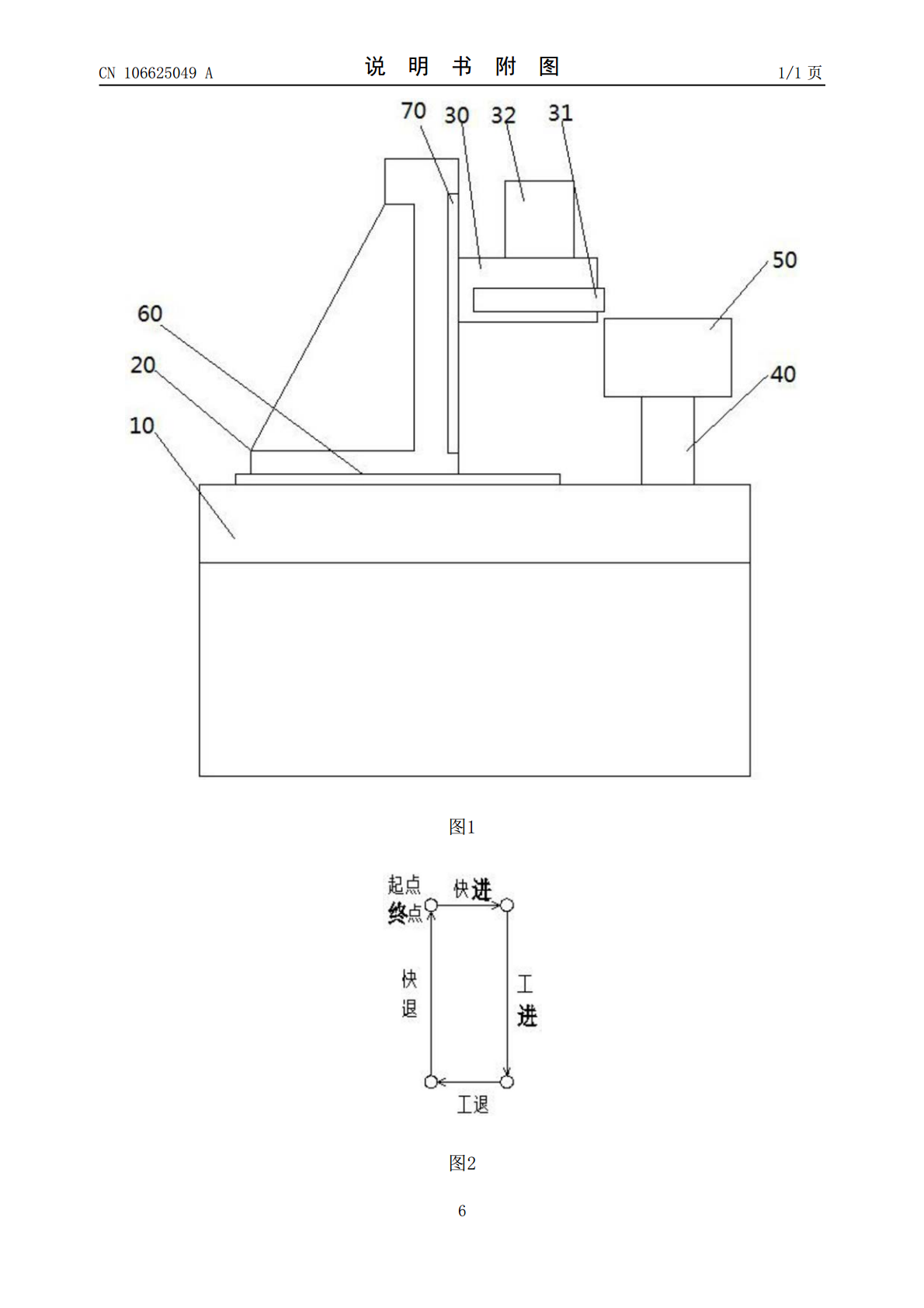
本发明公开了一种鼓式制动器总成外圆的磨削工艺,步骤如下:(1)首先将待加工制动器总成通过专用工装及键安装固定在电机的输出轴上,并启动砂轮电机带动砂轮工作;(2)然后将固定支架沿第一V型导轨横向快速移动至待加工尺寸位置,砂轮随固定支架一同横向移动;(3)启动电机,电机的输出轴带动待加工制动器总成顺时针转动;(4)磨盘上的砂轮随磨盘一同沿第二V型导轨工进至待加工制动器总成加工完;砂轮上的磨头可以在第一V型导轨上做横向手动微调,以保证待加工制动器总成的尺寸;(5)当固定支架和磨盘移动到极限位置后横向让刀5~10
一种鼓式制动器总成外圆磨削装置.pdf
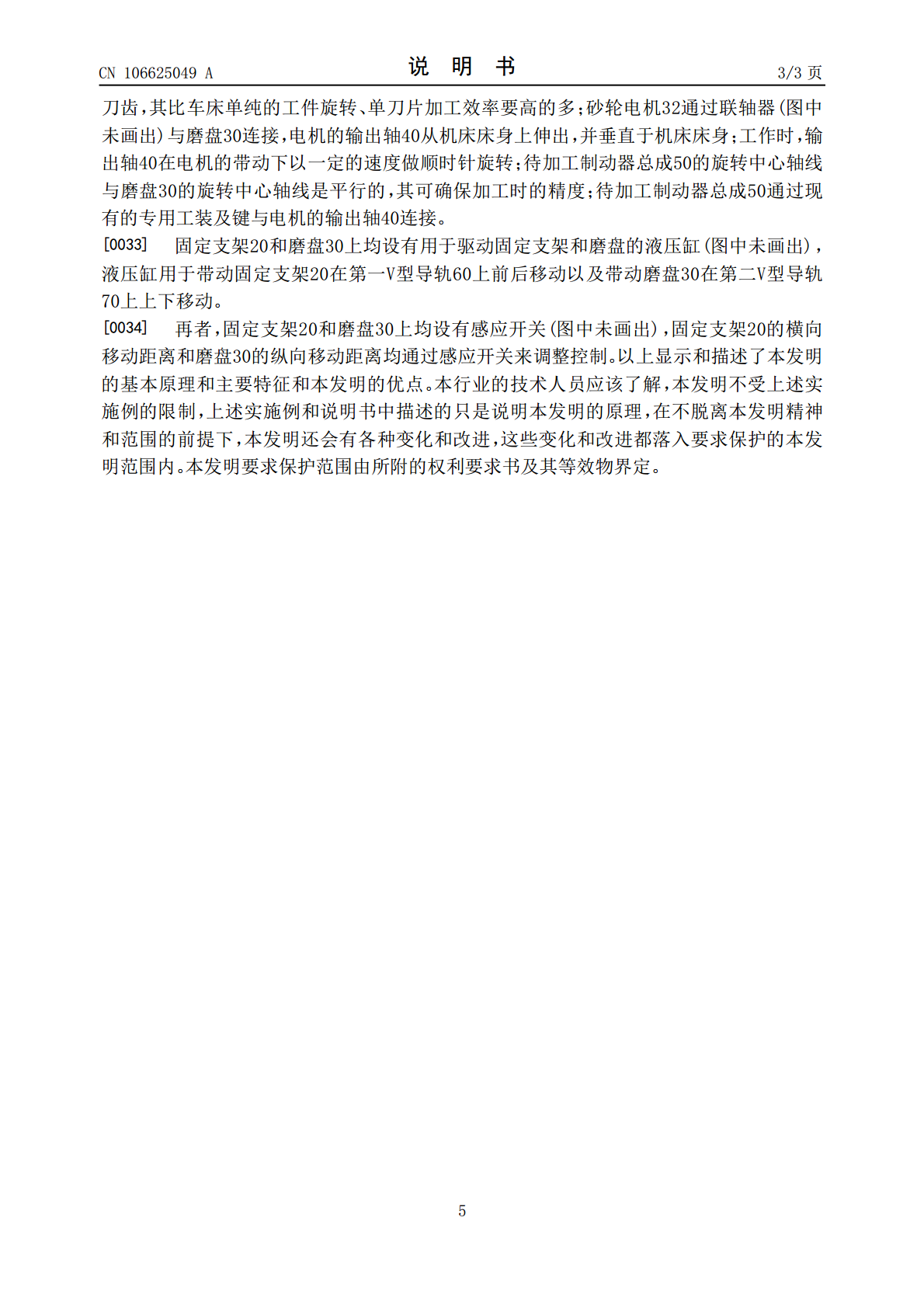
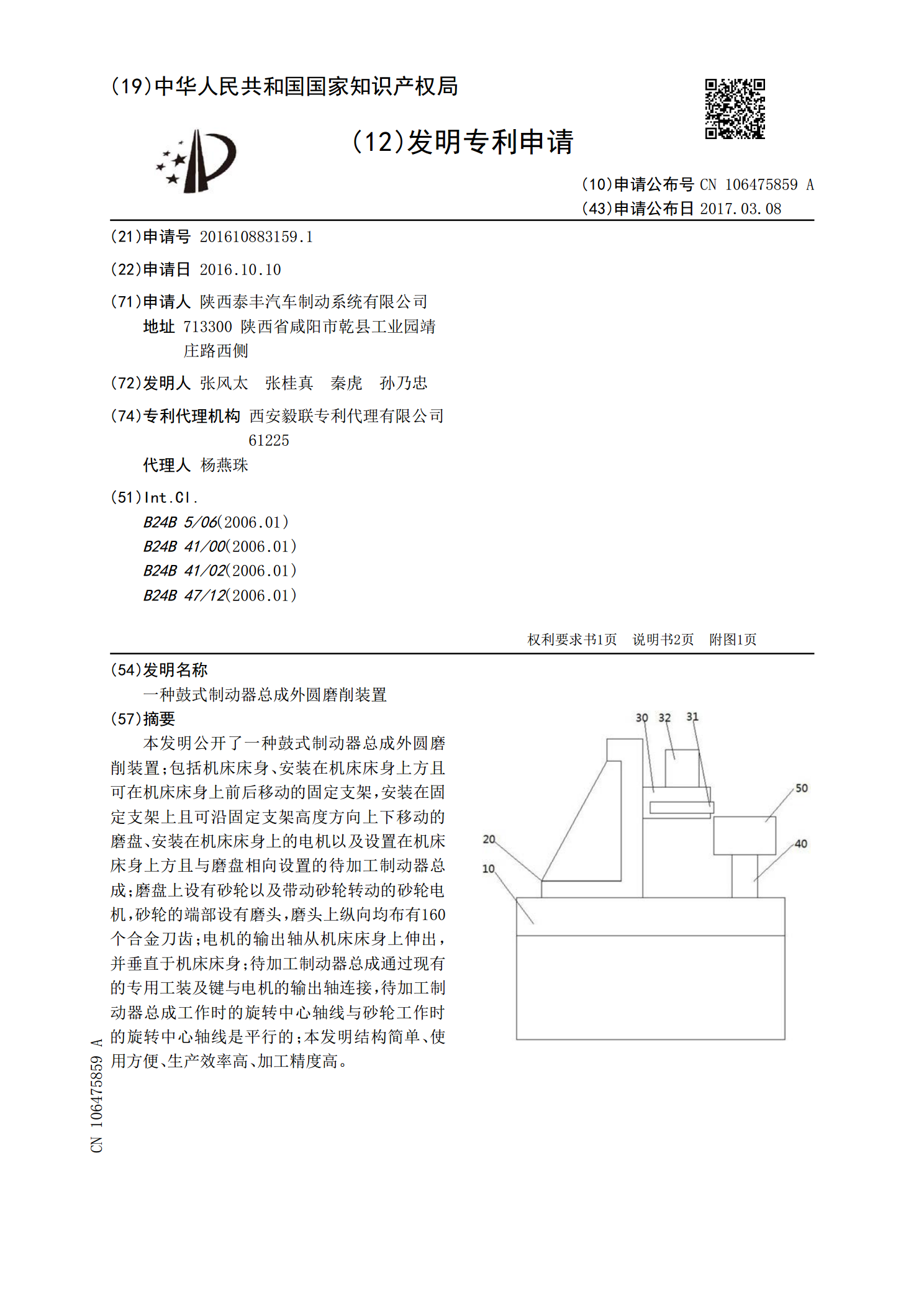
本发明公开了一种鼓式制动器总成外圆磨削装置;包括机床床身、安装在机床床身上方且可在机床床身上前后移动的固定支架,安装在固定支架上且可沿固定支架高度方向上下移动的磨盘、安装在机床床身上的电机以及设置在机床床身上方且与磨盘相向设置的待加工制动器总成;磨盘上设有砂轮以及带动砂轮转动的砂轮电机,砂轮的端部设有磨头,磨头上纵向均布有160个合金刀齿;电机的输出轴从机床床身上伸出,并垂直于机床床身;待加工制动器总成通过现有的专用工装及键与电机的输出轴连接,待加工制动器总成工作时的旋转中心轴线与砂轮工作时的旋转中心轴线
一种鼓式制动器总成外圆加工用磨削装置.pdf
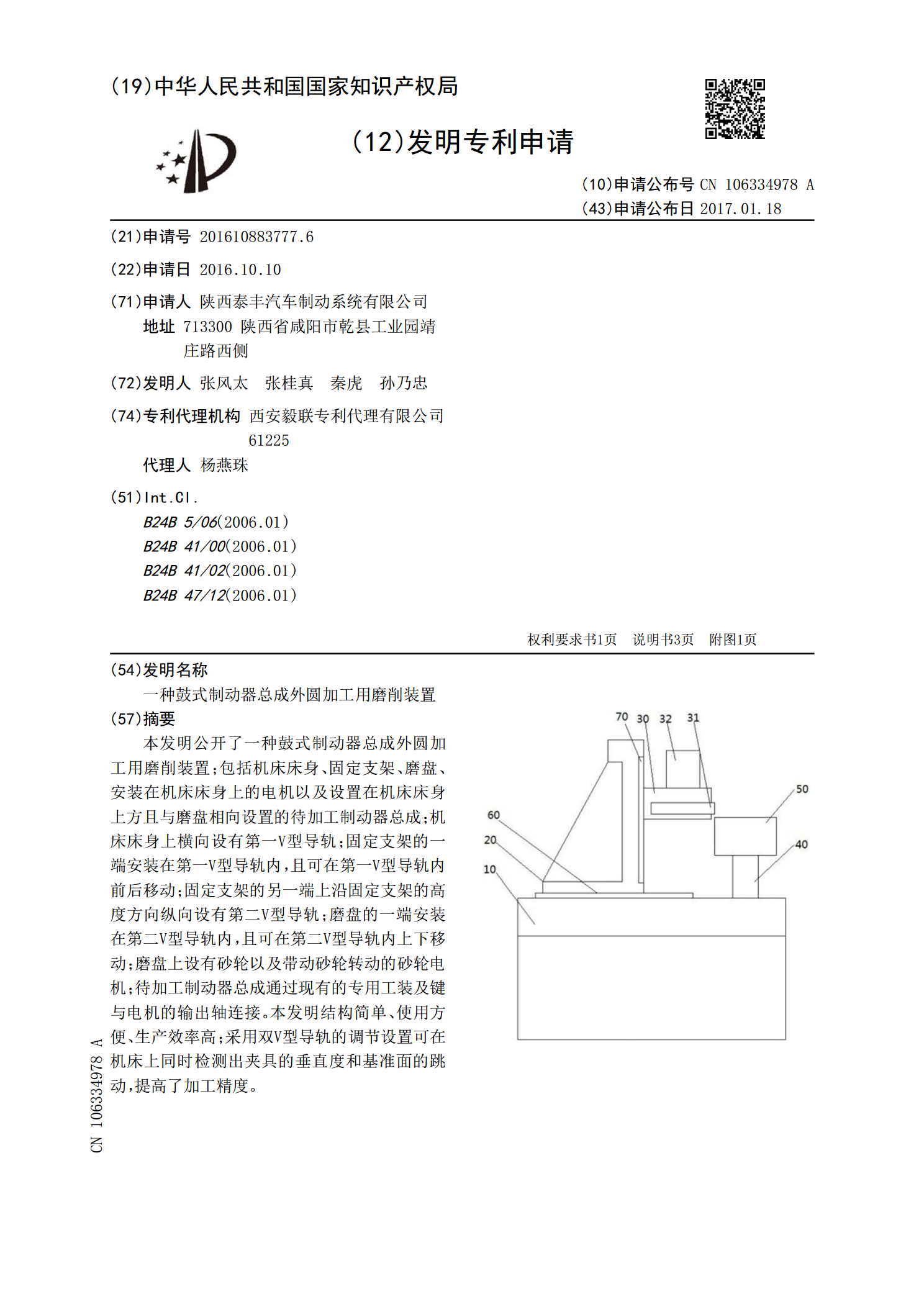
本发明公开了一种鼓式制动器总成外圆加工用磨削装置;包括机床床身、固定支架、磨盘、安装在机床床身上的电机以及设置在机床床身上方且与磨盘相向设置的待加工制动器总成;机床床身上横向设有第一V型导轨;固定支架的一端安装在第一V型导轨内,且可在第一V型导轨内前后移动;固定支架的另一端上沿固定支架的高度方向纵向设有第二V型导轨;磨盘的一端安装在第二V型导轨内,且可在第二V型导轨内上下移动;磨盘上设有砂轮以及带动砂轮转动的砂轮电机;待加工制动器总成通过现有的专用工装及键与电机的输出轴连接。本发明结构简单、使用方便、生产

一种鼓式制动器总成磨削设备.pdf
本发明公开了一种鼓式制动器总成磨削设备,包括底架总成,所述底架总成上设有电动机底座和电动机;所述电动机的轴套通过平键与主动皮带轮连接;主动皮带轮通过V形带与从动皮带轮连接;从动皮带轮通过平键与主轴连接;主轴通过平键与定位套连接;定位套通过销与砂轮连接。本发明主要由电动机、砂轮、皮带轮、主轴及底架总成组成。通过电动机带动皮带轮转动,皮带轮再通过主轴带动砂轮转动,与工作台上的制动器总成反向旋转,实现对制动器总成的磨削;由原磨刀盘切磨改为砂轮磨削工艺,提高了产品的质量,保证了制动器总成的外圆跳动和直线度。

一种联动外涨式鼓式制动器总成.pdf
本发明涉及制动器技术领域,尤其涉及一种联动外涨式鼓式制动器总成,解决制动器控制较为不便的缺点,包括制动轮,所述制动轮内接触有安装板,所述安装板内卡接有卡杆,所述连杆上铰接有滑环,所述制动轮上安装有螺筒,所述螺筒和滑环滑动连接,所述螺筒上通过螺纹连接有螺环,所述螺环和滑环接触,所述安装板上安装有气缸。本发明通过设置气缸、气缸杆、制动蹄、凸块、支撑板、支撑杆、挡块、弹簧、钢珠等结构,通过气缸驱动制动蹄移动,使得制动蹄和制动轮接触,对制动轮进行制动,使得钢珠在导槽内滑动,进而使得弹簧被压缩,在气缸杆回缩后,通过