
锌铝复合线材的生产设备及其生产方法.pdf

哲妍****彩妍

1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锌铝复合线材的生产设备及其生产方法.pdf
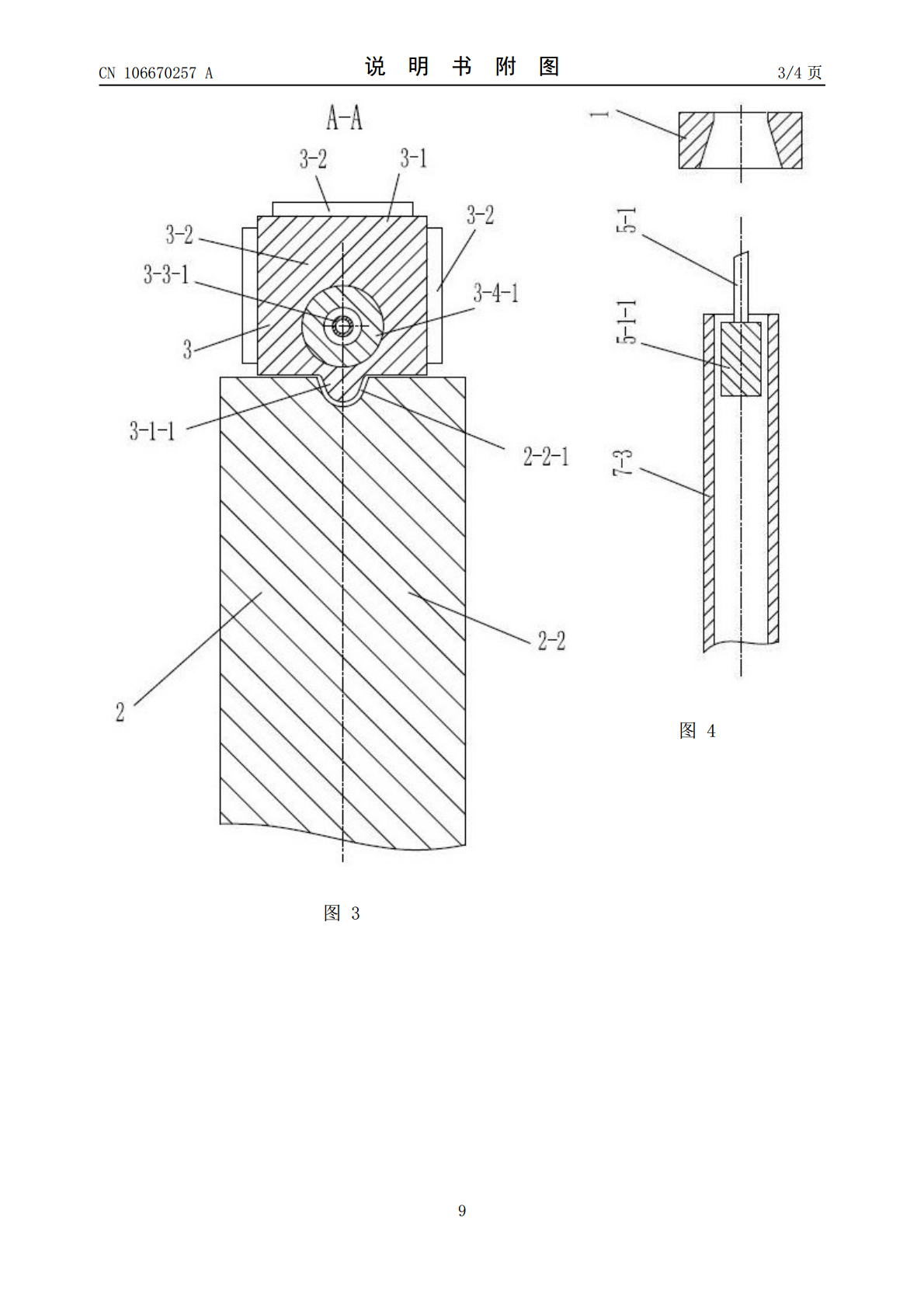
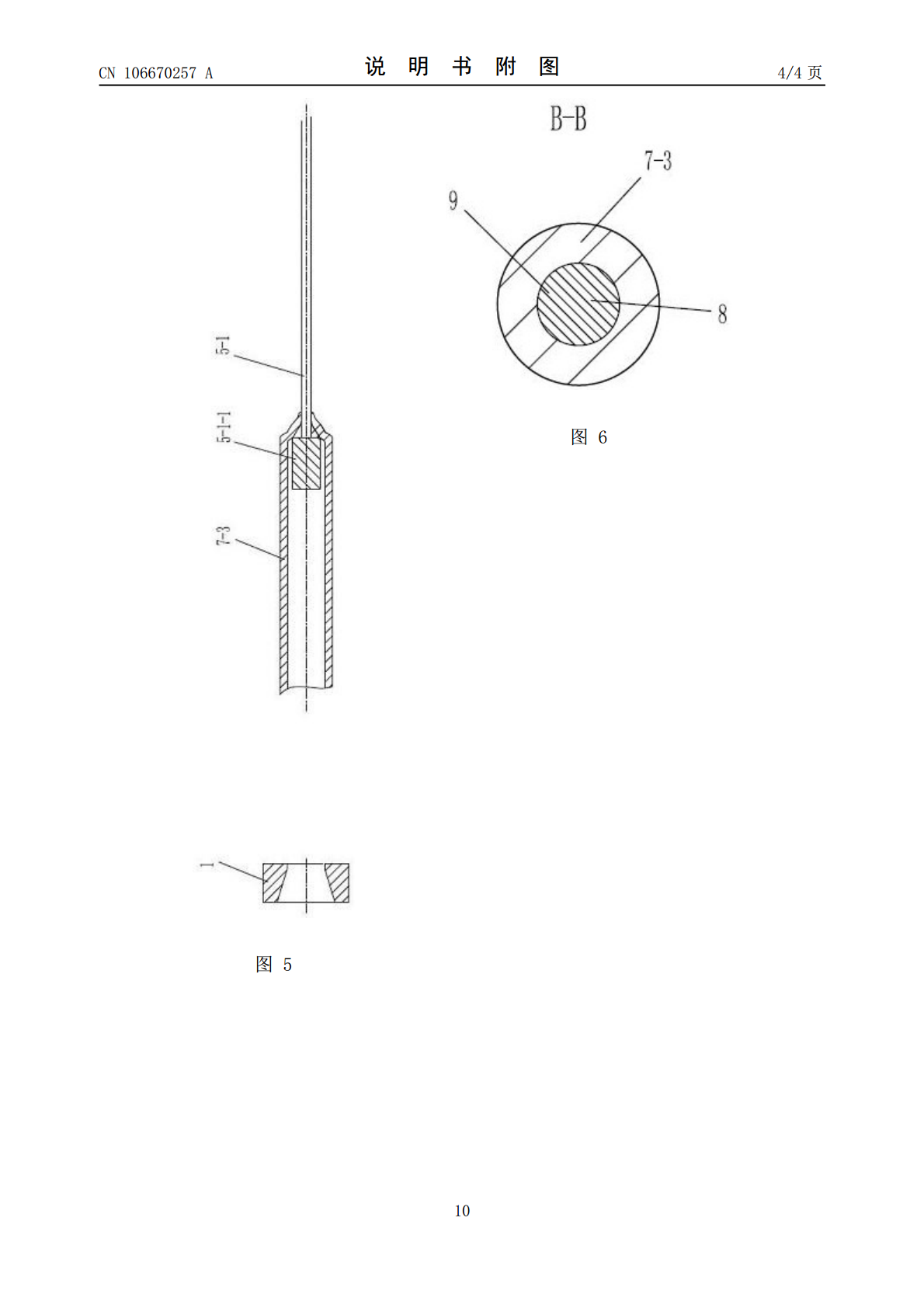
一种锌铝复合线材的生产设备及其生产方法,所述设备具有安装在机架上的缩径模、铝料处理机构、模具机构、冷却机构和多楔带式牵引机,铝料处理机构包括压紧轮和挤压轮,模具机构包括模体、加热板、模芯、模套和模具固定螺栓,加热板装配连接在模体上;所述方法先用加热板预热模体,再将原料铝杆置于挤压轮的料槽中,电机驱动挤压轮转动从而推送原料铝杆至模体的内腔中,原料铝杆变为半流体状态的铝液,铝液流经模芯与模套之间的间隙后形成铝管,然后将原料锌线插入到铝管的内孔中,在多楔带式牵引机的作用下使原料锌线与铝管经过缩径模挤压而压紧成一
一种锌镁或锌铝镁镀层钢板生产方法及其锌铝镁镀层钢板.pdf
本发明公开了一种锌镁或锌铝镁镀层钢板生产方法及其锌铝镁镀层钢板,其特征在于:在室温下冷喷涂处理设备对镀锌钢板进行冷喷涂镁或镁合金粉末,接着在连续退火炉中还原性保护气氛下对钢板进行热处理,加热温度为200-500℃,加热后立即对镀层进行冷却至室温。冷喷涂处理设备是超音速冷气动力喷涂设备,气体压力要求为1-10MPa。该方法获得的锌铝镁镀层钢板在镀层表面含有铝和镁,在镀层内部铝镁含量逐渐降低,与钢板结合部位以纯锌为主,耐蚀性好,生成的合金层较薄,加工性能较好,表面质量优良。

铝—石墨复合材料及其生产方法.docx
铝—石墨复合材料及其生产方法铝-石墨复合材料是一种具有优异性能的新型复合材料,它以铝为基体材料,石墨为增强材料。由于铝和石墨具有互补的物理和化学性质,铝-石墨复合材料在许多领域具有广泛的应用潜力,例如航空航天、汽车制造、电子仪器等。本论文将首先介绍铝-石墨复合材料的特点和优势,然后探讨其生产方法以及未来的发展方向。铝-石墨复合材料的特点和优势主要有以下几个方面。首先,铝和石墨均具有良好的导热和导电性能,因此铝-石墨复合材料具有良好的散热和导电性能。这使得该复合材料特别适用于需要高热传导和导电性能的应用领域

铜包钢复合屏蔽线用钢线材及其生产方法.pdf
本发明涉及一种铜包钢复合屏蔽线用钢线材及其生产方法,属于通讯电缆用钢技术领域。所述钢线材化学成分及质量百分含量为C≤0.010%,Si≤0.010%,Mn≤0.07%,P≤0.010%,S≤0.010%,Al≤0.004%,Ti≤0.003%,B:0.0060~0.0120%,余量为Fe和不可避免的杂质。所述生产方法包括钢坯冶炼、钢坯加热、线材轧制和线材冷却工序;加热工序采用连铸坯加热和热轧坯二次加热方式,加热炉温度为1150±10℃;线材冷却工序采用缓冷工艺。本发明屏蔽线用钢线材拉拔性能和导电性能优良,
复合型低铝格子砖及其生产方法.pdf
本发明公开了一种复合型低铝格子砖,包括带有多条气流通道的粘土质砖基体,在气流通道的内壁上复合有高硅质涂料层。本发明砖基体选择焦宝石、硅质粘土熟料、叶腊石生料、熔融石英、硅质粘土生料为主料,并添加少量的结合黏土和结合剂;气流通道内壁上复合的高硅质涂料层选择硅质叶蜡石、硅石、熔融石英、硅微粉为主料,并添加少量的结合黏土细粉、分散剂、结合剂、防沉剂,将高硅质涂料层原料配成浆料喷涂或注浆在气体通道表面进行烧制,使其与基体层形成整体。通过这种工艺,使格子砖一方面具备良好的抗热震性能,同时具备非常好的抗碱侵蚀、渗透性