
一种铝活塞高精度浇注机器人.pdf

邻家****mk


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝活塞高精度浇注机器人.pdf
本发明属于铝活塞毛坯浇注技术领域,特别涉及一种铝活塞高精度浇注机器人,包括ABB六轴工业机器人和浇注第七轴,浇注第七轴通过机器人连接法兰与ABB六轴工业机器人的连接端固定连接,其特征在于:浇注第七轴包括第七轴电机、第七轴减速机、传动杆、直角齿轮箱和浇勺,第七轴电机下方连接第七轴减速机,第七轴减速机通过轴承、减速机联轴器与传动杆连接,传动杆的下端与直角齿轮箱通过轴承、齿轮箱联轴器连接,直角齿轮箱输出轴通过浇勺连接板与浇勺连接;所述的传动杆外侧还设置有保护和连接上下机构作用的传动杆外壳。本发明的有益效果是,多
一种铝活塞自动浇注用三工位旋转炉装置.pdf
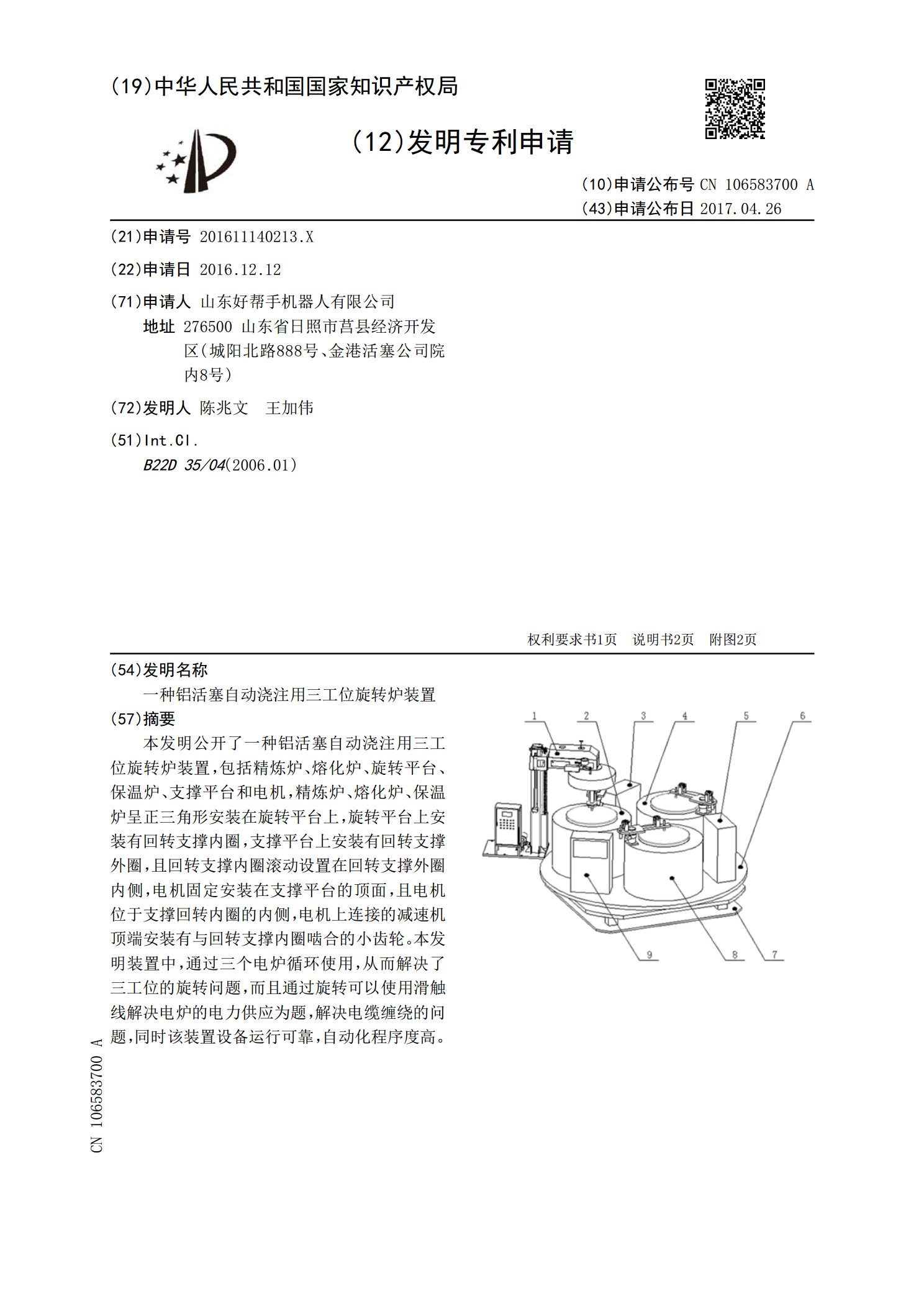
本发明公开了一种铝活塞自动浇注用三工位旋转炉装置,包括精炼炉、熔化炉、旋转平台、保温炉、支撑平台和电机,精炼炉、熔化炉、保温炉呈正三角形安装在旋转平台上,旋转平台上安装有回转支撑内圈,支撑平台上安装有回转支撑外圈,且回转支撑内圈滚动设置在回转支撑外圈内侧,电机固定安装在支撑平台的顶面,且电机位于支撑回转内圈的内侧,电机上连接的减速机顶端安装有与回转支撑内圈啮合的小齿轮。本发明装置中,通过三个电炉循环使用,从而解决了三工位的旋转问题,而且通过旋转可以使用滑触线解决电炉的电力供应为题,解决电缆缠绕的问题,同时
铝活塞用盐芯熔盐浇注设备及方法.pdf
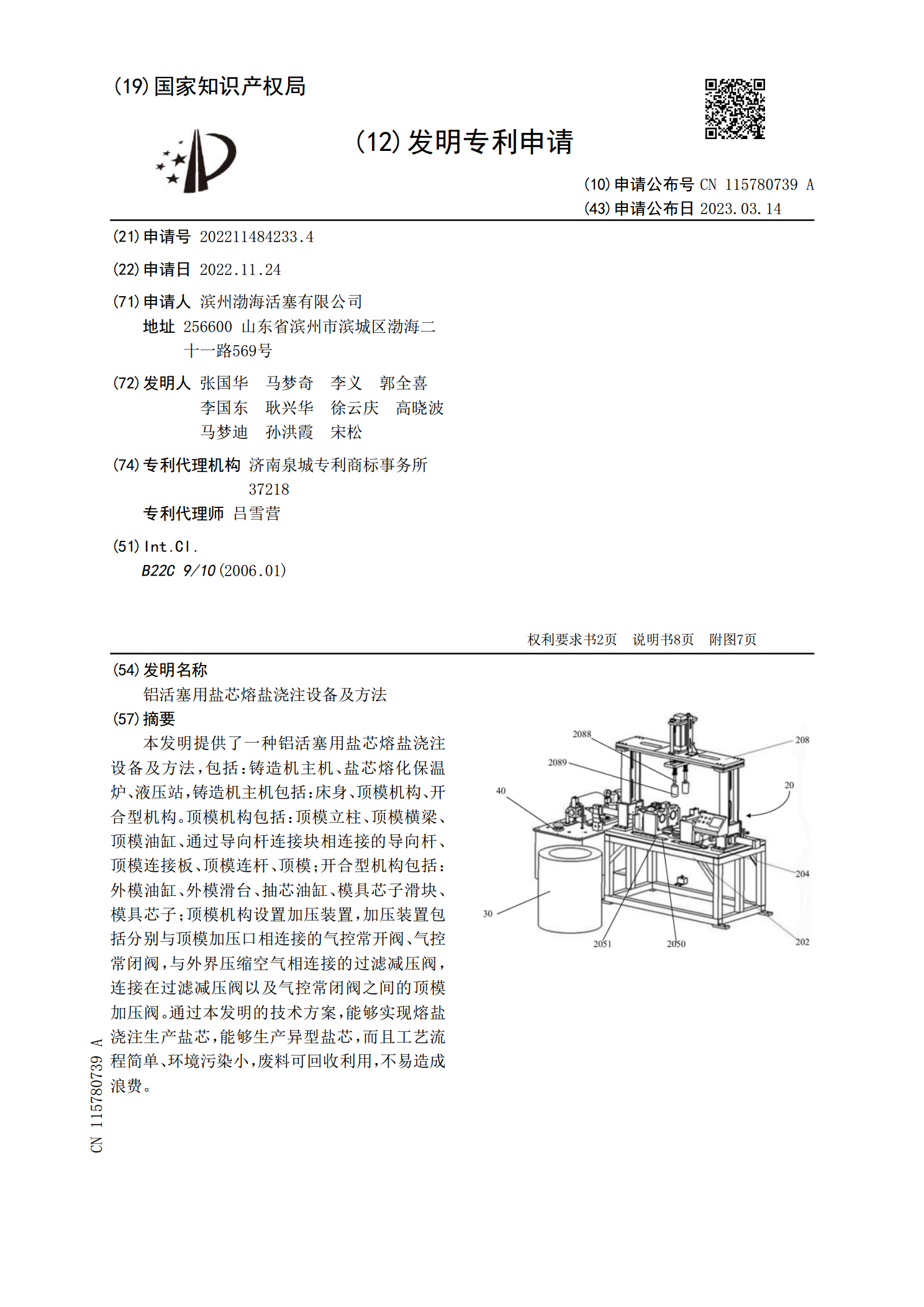
本发明提供了一种铝活塞用盐芯熔盐浇注设备及方法,包括:铸造机主机、盐芯熔化保温炉、液压站,铸造机主机包括:床身、顶模机构、开合型机构。顶模机构包括:顶模立柱、顶模横梁、顶模油缸、通过导向杆连接块相连接的导向杆、顶模连接板、顶模连杆、顶模;开合型机构包括:外模油缸、外模滑台、抽芯油缸、模具芯子滑块、模具芯子;顶模机构设置加压装置,加压装置包括分别与顶模加压口相连接的气控常开阀、气控常闭阀,与外界压缩空气相连接的过滤减压阀,连接在过滤减压阀以及气控常闭阀之间的顶模加压阀。通过本发明的技术方案,能够实现熔盐浇注

一种双冒口活塞浇注工艺.docx
一种双冒口活塞浇注工艺双冒口活塞浇注工艺是一种高效、高质量、低成本的铸造技术。它的出现解决了传统活塞浇注工艺中存在的问题,并改善了活塞的质量与性能。下面将详细介绍双冒口活塞浇注工艺的工艺流程、特点与优势。一、双冒口活塞浇注工艺的工艺流程双冒口活塞浇注工艺主要由铸型设计、制备、浇注、晾放、去渣、清洗等环节组成。下面分步介绍:1、铸型设计双冒口活塞浇注工艺的铸型设计与传统的活塞浇注工艺存在区别。在双冒口活塞浇注工艺中,铸型的设计要求必须严格符合活塞轮廓,保证铸件密实,减少疏松缺陷的产生。同时,由于双冒口浇口的

一种聚氨酯活塞浇注上料设备.pdf
本发明公开了一种聚氨酯活塞浇注上料设备,包括箱体,箱体的顶部中间位置安装有沿竖直方向设置的电动机,电动机的输出端连接又沿竖直方向设置的转轴,转轴的下方设有与箱体内壁焊接的固定槽,固定槽的上方设有位于转轴上的搅拌杆,搅拌杆的上方设有转轴固定套接的离心板,离心板两端的上方设有与转轴固定套接的锥齿轮,锥齿轮的两侧设有与箱体顶部固定套接的加料管,两个加料管相互靠近的一侧设有与箱体顶部内壁焊接的固定块,本发明,在各部件的配合下,能够使原料在离心板与搅拌杆的作用下,是原料混合更加均匀,混合效率更高,同时能够对原料进行