
极片的热压成型方法和热压成型装置.pdf

长春****主a


1/10
2/10

3/10
4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
极片的热压成型方法和热压成型装置.pdf
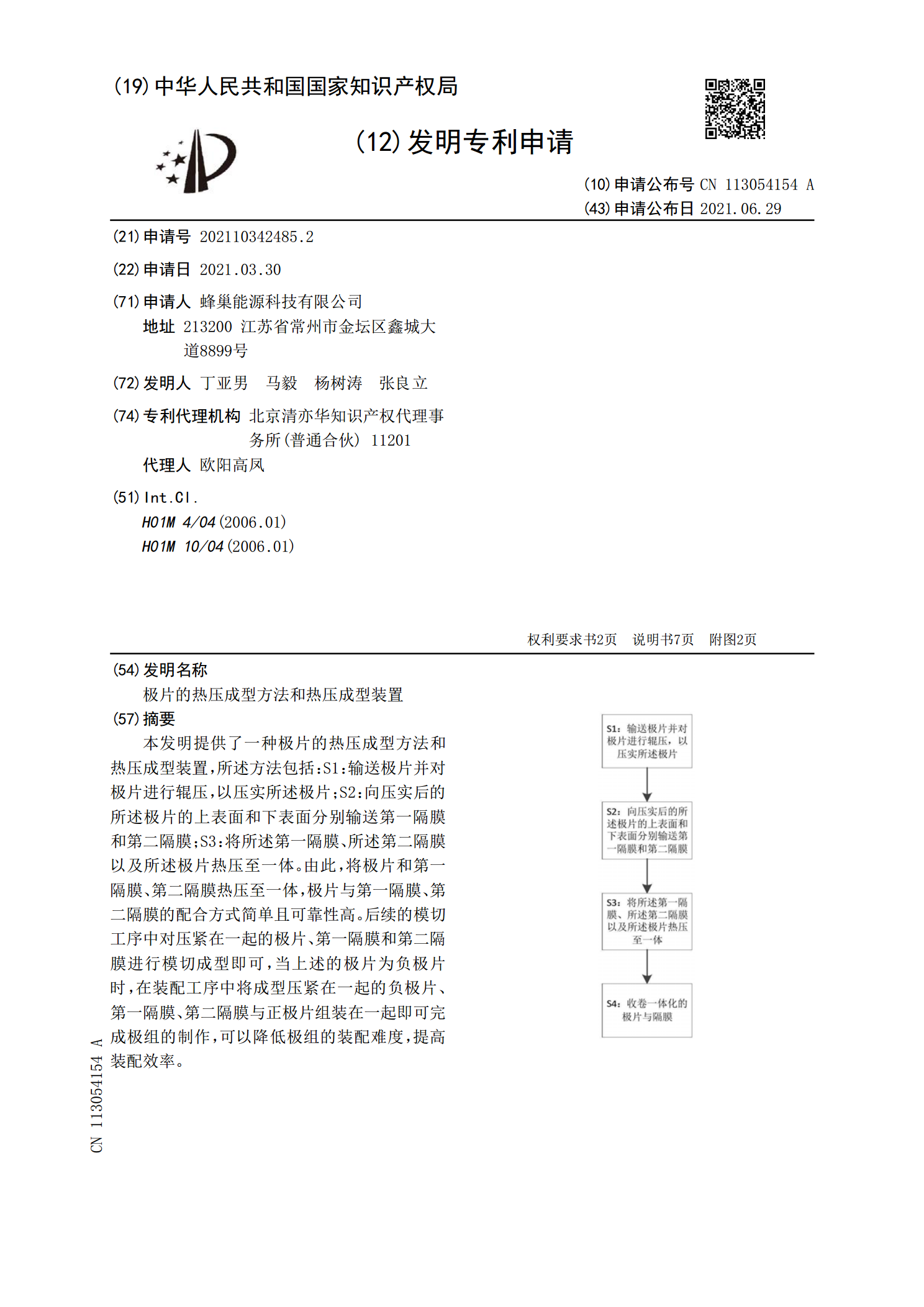
本发明提供了一种极片的热压成型方法和热压成型装置,所述方法包括:S1:输送极片并对极片进行辊压,以压实所述极片;S2:向压实后的所述极片的上表面和下表面分别输送第一隔膜和第二隔膜;S3:将所述第一隔膜、所述第二隔膜以及所述极片热压至一体。由此,将极片和第一隔膜、第二隔膜热压至一体,极片与第一隔膜、第二隔膜的配合方式简单且可靠性高。后续的模切工序中对压紧在一起的极片、第一隔膜和第二隔膜进行模切成型即可,当上述的极片为负极片时,在装配工序中将成型压紧在一起的负极片、第一隔膜、第二隔膜与正极片组装在一起即可完成
床垫热压成型装置.pdf
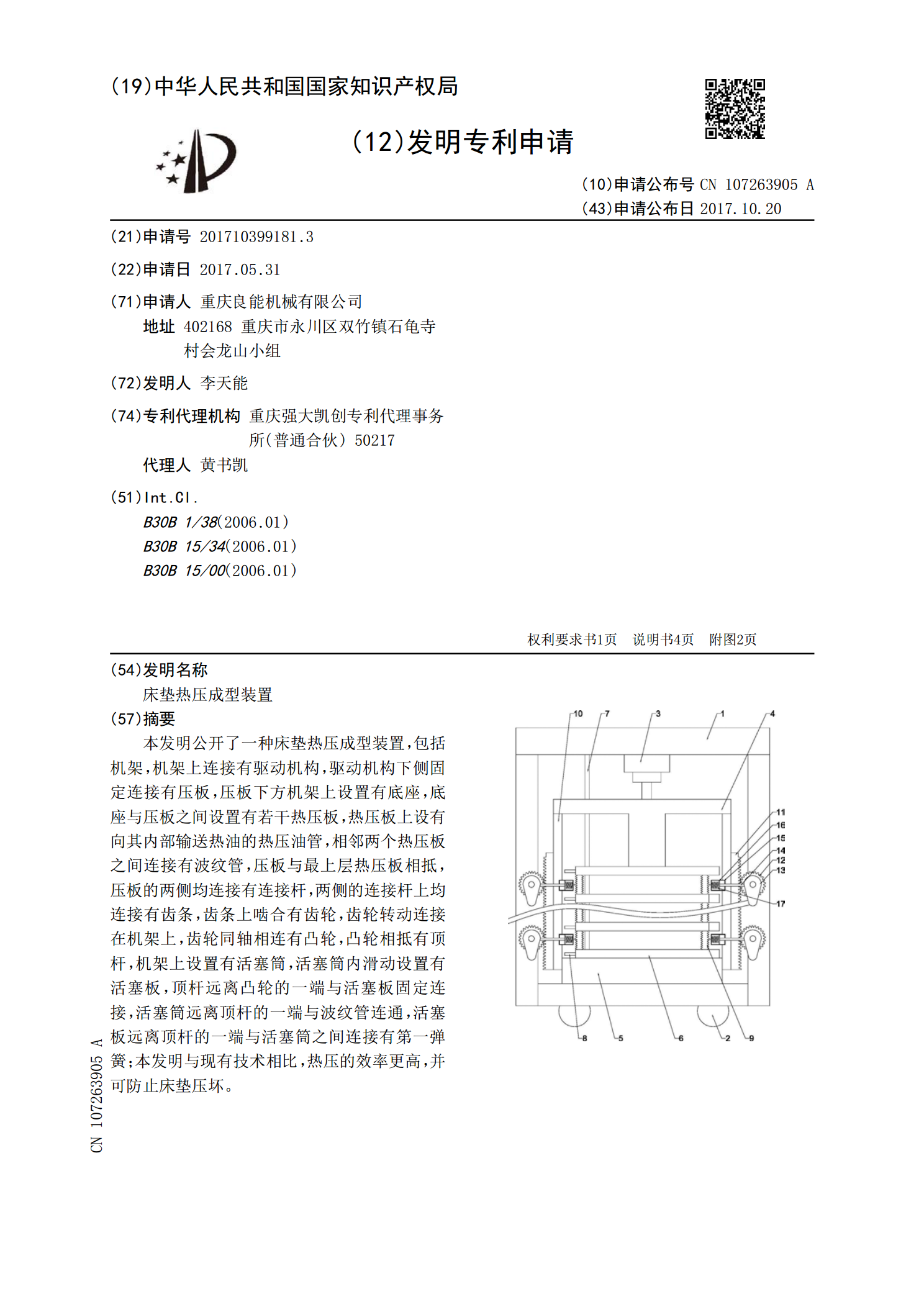
本发明公开了一种床垫热压成型装置,包括机架,机架上连接有驱动机构,驱动机构下侧固定连接有压板,压板下方机架上设置有底座,底座与压板之间设置有若干热压板,热压板上设有向其内部输送热油的热压油管,相邻两个热压板之间连接有波纹管,压板与最上层热压板相抵,压板的两侧均连接有连接杆,两侧的连接杆上均连接有齿条,齿条上啮合有齿轮,齿轮转动连接在机架上,齿轮同轴相连有凸轮,凸轮相抵有顶杆,机架上设置有活塞筒,活塞筒内滑动设置有活塞板,顶杆远离凸轮的一端与活塞板固定连接,活塞筒远离顶杆的一端与波纹管连通,活塞板远离顶杆的

亚克力凸镜热压成型装置.pdf
本发明适用于亚克力凸镜成型技术领域,提供了亚克力凸镜热压成型装置,包括:升降机构;底板,与升降机构连接;固定架,固定于底板上;热冲压机构,安装于固定架上;安装座,固定于底板上;模芯,嵌套于安装座内,设置有凹槽;第一空腔,设置于安装座两侧;第二固定板,固定于第一空腔内;第二空腔,设置于安装座内,与第一空腔连通;固定杆,转动设置于第二空腔内,一端为卡勾状且与第二固定板抵接;以及驱动机构,设置于第二空腔内,用于驱动固定杆翻转;本发明具有便于更换模芯,能够对成型不同规格的亚克力凸镜。
一种复合材料热压成型机及热压成型方法.pdf
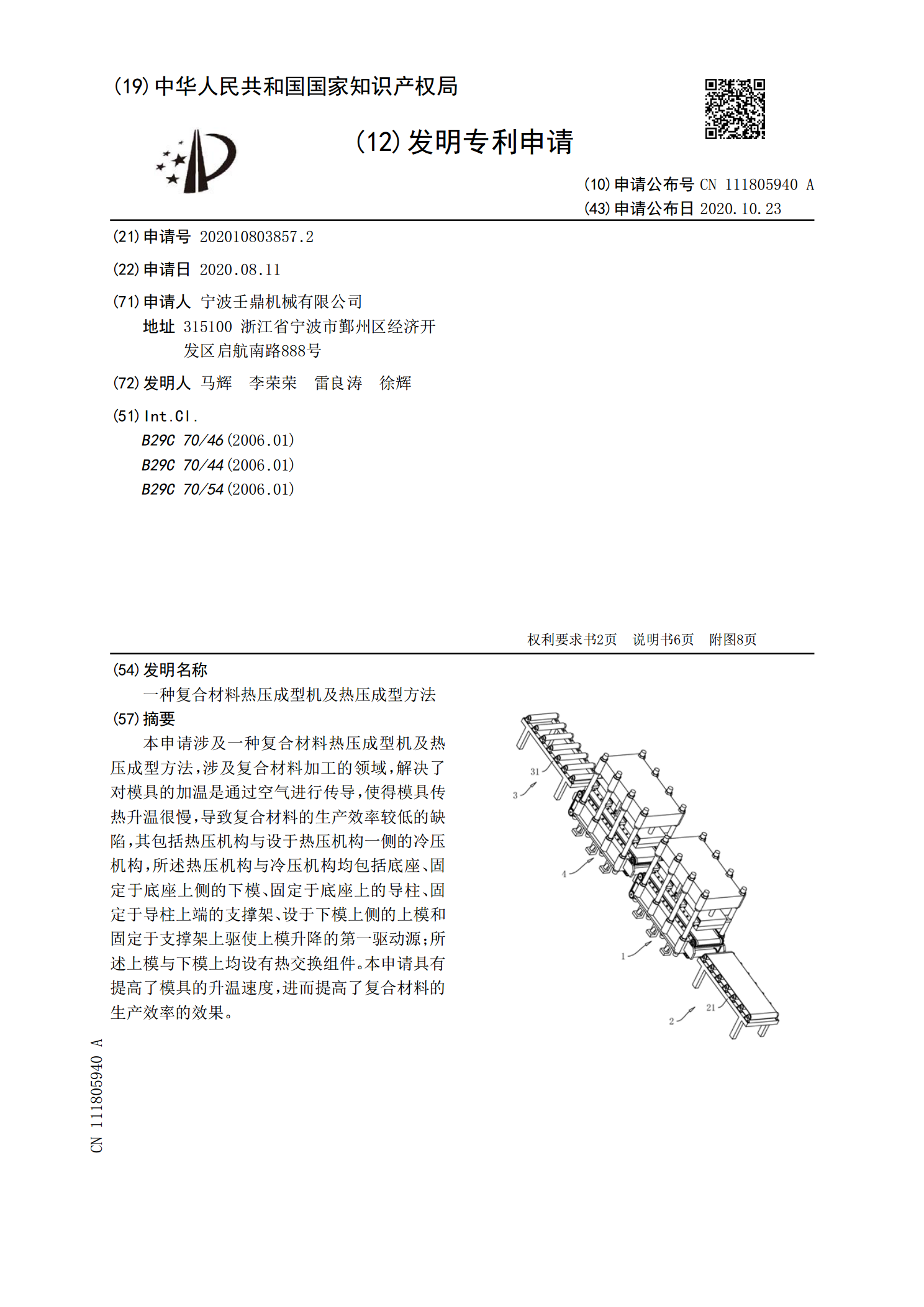
本申请涉及一种复合材料热压成型机及热压成型方法,涉及复合材料加工的领域,解决了对模具的加温是通过空气进行传导,使得模具传热升温很慢,导致复合材料的生产效率较低的缺陷,其包括热压机构与设于热压机构一侧的冷压机构,所述热压机构与冷压机构均包括底座、固定于底座上侧的下模、固定于底座上的导柱、固定于导柱上端的支撑架、设于下模上侧的上模和固定于支撑架上驱使上模升降的第一驱动源;所述上模与下模上均设有热交换组件。本申请具有提高了模具的升温速度,进而提高了复合材料的生产效率的效果。

汽车地毯热压成型方法.pdf
本发明公开了一种汽车地毯热压成型方法,涉及汽车内饰件技术领域,包括对片状的胚毯进行加热烘烤,将软化的胚毯放入成型模具内压制成型,所述成型模具的上模和下模合模后形成与汽车地板形状相匹配的模腔,冷却定型后,开模裁边得到具有轮廓凹入部位的汽车地毯,在一张所述胚毯上一次性压制成型至少两件所述汽车地毯,压制方式为使一件所述汽车地毯的轮廓凹入部位的边线和该边线两端连线围合形成的废料区域与另一件所述汽车地毯的成型部位部分重合。本发明相比较于现有技术,其提升了设备利用率和产能,降低了能耗,生产效率高;并提高了原材料的利用