
一种轻型铝钢液力变矩器的焊接方法.pdf

Th****s3

1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轻型铝钢液力变矩器的焊接方法.pdf
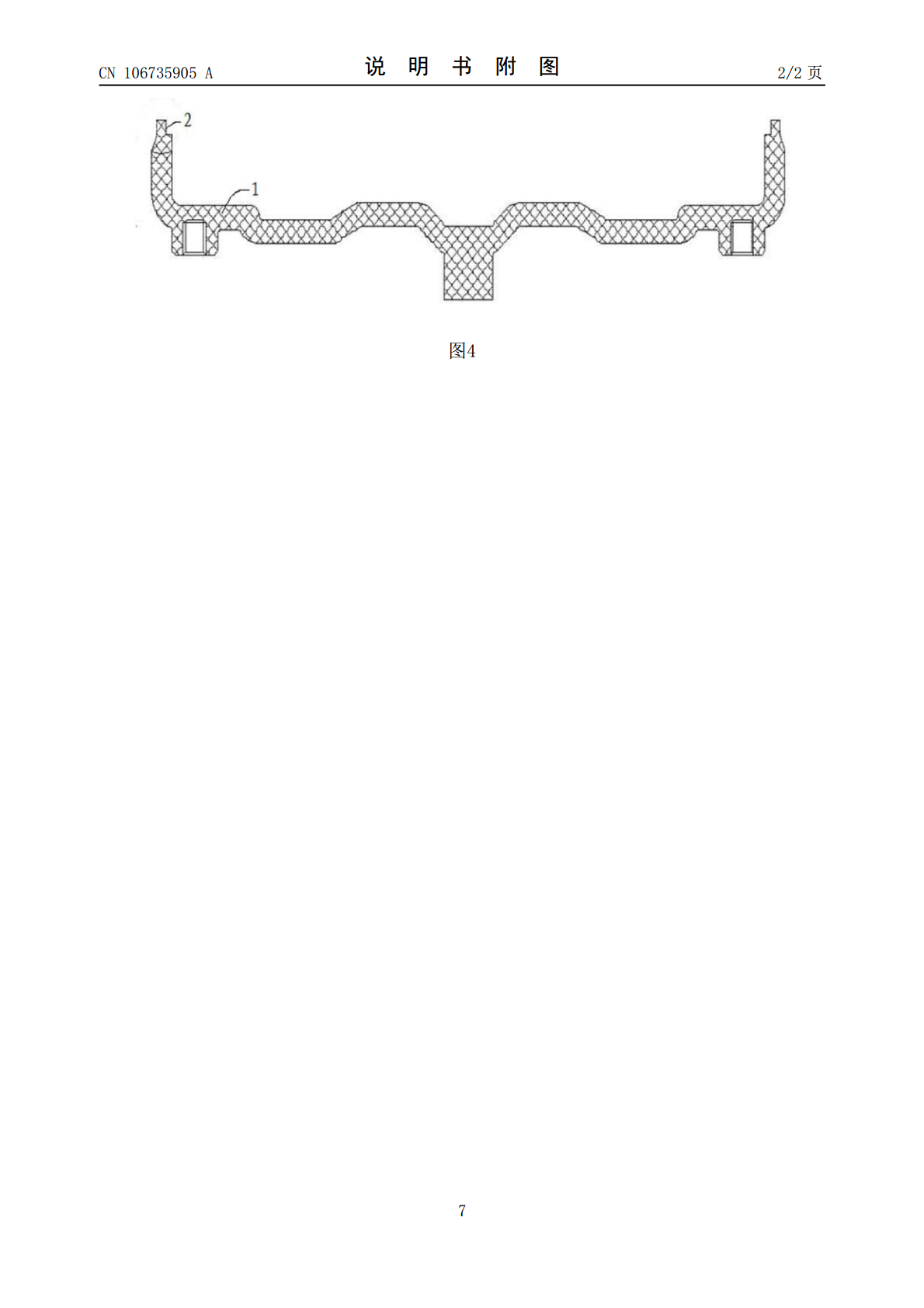
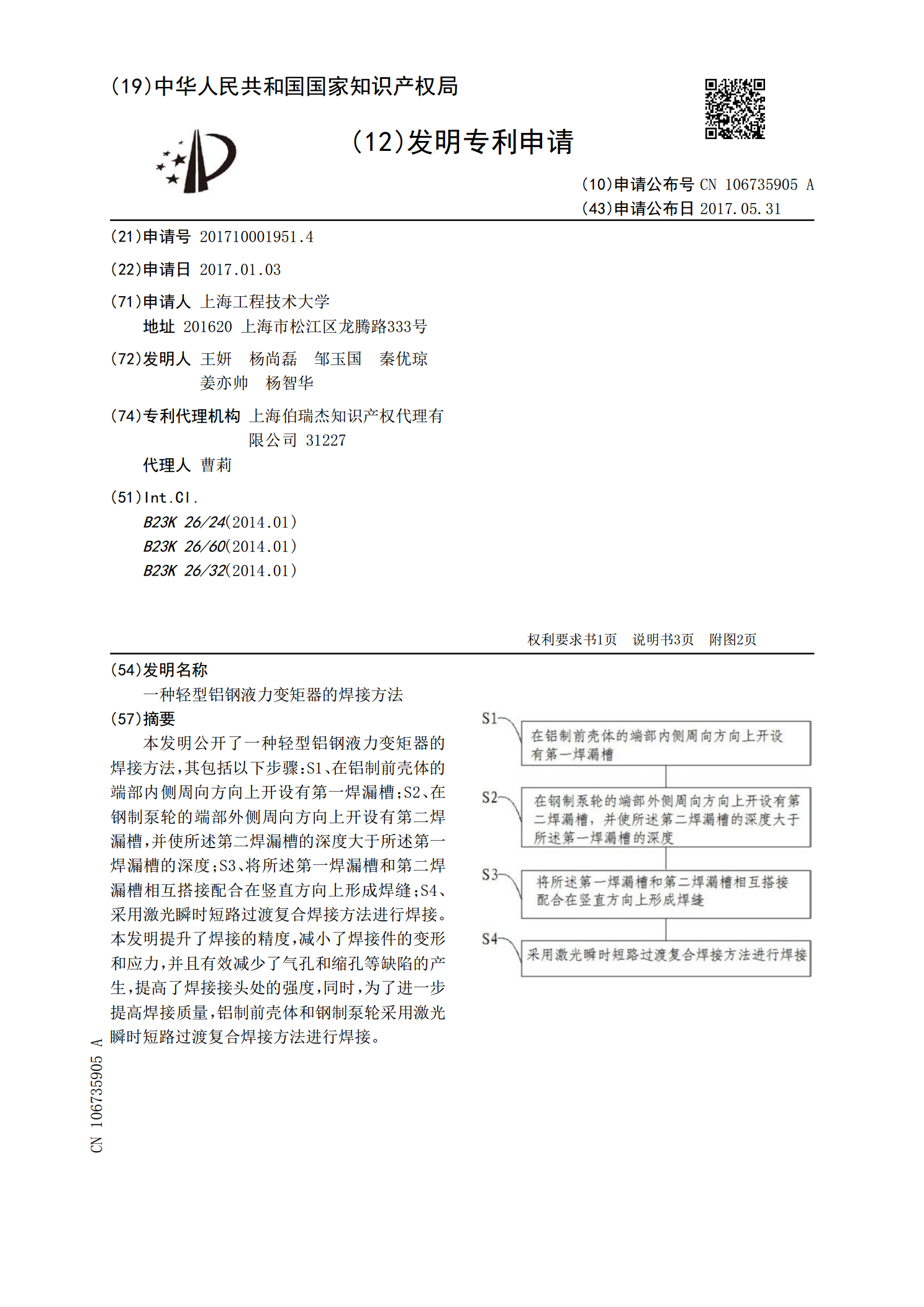
本发明公开了一种轻型铝钢液力变矩器的焊接方法,其包括以下步骤:S1、在铝制前壳体的端部内侧周向方向上开设有第一焊漏槽;S2、在钢制泵轮的端部外侧周向方向上开设有第二焊漏槽,并使所述第二焊漏槽的深度大于所述第一焊漏槽的深度;S3、将所述第一焊漏槽和第二焊漏槽相互搭接配合在竖直方向上形成焊缝;S4、采用激光瞬时短路过渡复合焊接方法进行焊接。本发明提升了焊接的精度,减小了焊接件的变形和应力,并且有效减少了气孔和缩孔等缺陷的产生,提高了焊接接头处的强度,同时,为了进一步提高焊接质量,铝制前壳体和钢制泵轮采用激光瞬
液力变矩器壳体焊接作业定位工装.pdf
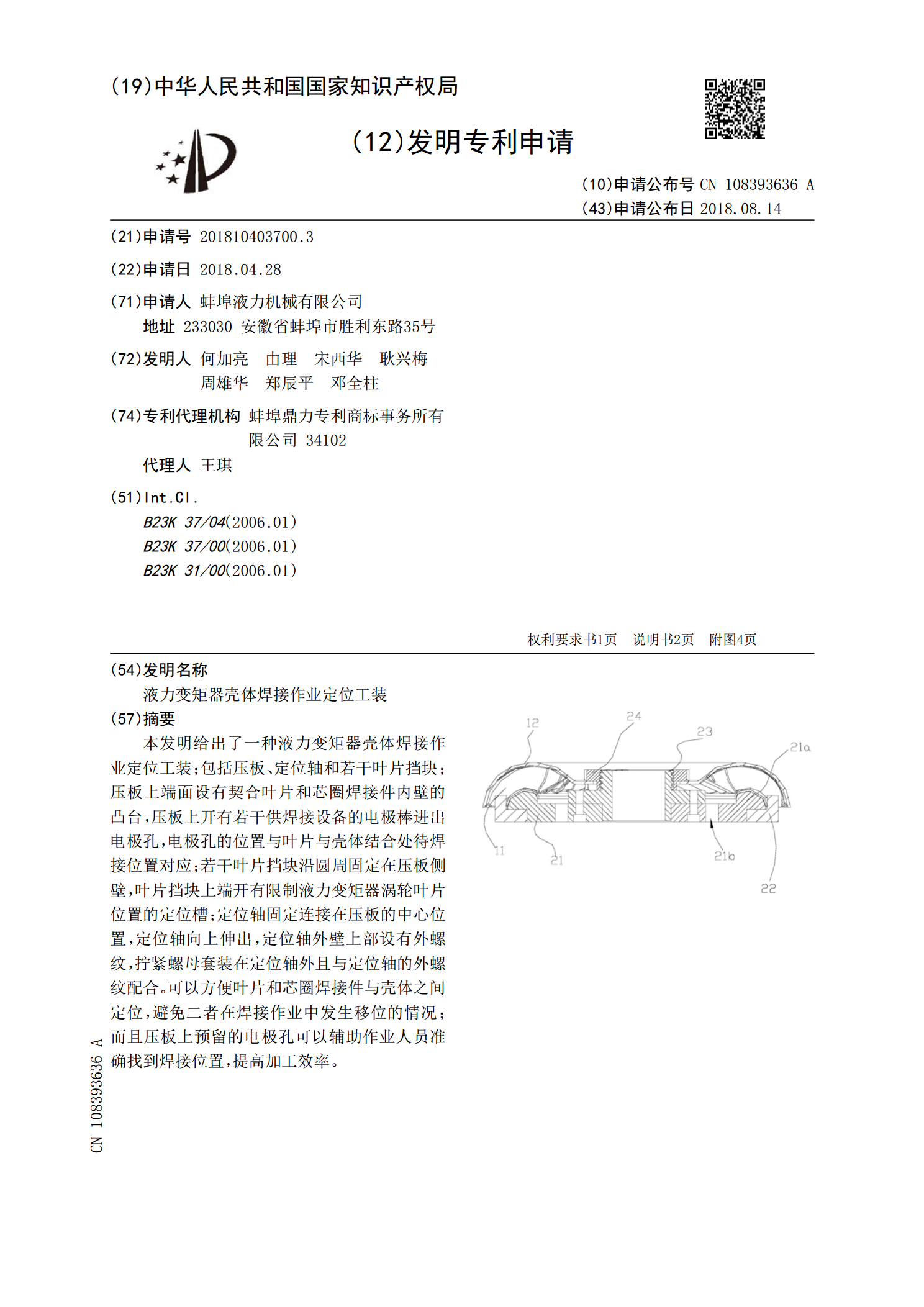
本发明给出了一种液力变矩器壳体焊接作业定位工装;包括压板、定位轴和若干叶片挡块;压板上端面设有契合叶片和芯圈焊接件内壁的凸台,压板上开有若干供焊接设备的电极棒进出电极孔,电极孔的位置与叶片与壳体结合处待焊接位置对应;若干叶片挡块沿圆周固定在压板侧壁,叶片挡块上端开有限制液力变矩器涡轮叶片位置的定位槽;定位轴固定连接在压板的中心位置,定位轴向上伸出,定位轴外壁上部设有外螺纹,拧紧螺母套装在定位轴外且与定位轴的外螺纹配合。可以方便叶片和芯圈焊接件与壳体之间定位,避免二者在焊接作业中发生移位的情况;而且压板上预

一种液力变矩器优化设计方法.pdf
本发明实施例公开了一种液力变矩器优化设计方法,用于对液力变矩器设计的各个环节进行优化,使得能够设计出性能较好的液力变矩器,减小设计周期和降低设计成本。本发明实施例方法包括:确定叶轮的结构参数;采用正交试验设计方法选定多组铸造成型工艺参数;根据选定多组的铸造成型工艺参数进行模拟铸造,获取对应的多个模拟铸造结果;确定一个最优的铸造成型工艺参数;选取叶轮的结构参数和最优的铸造成型工艺参数对叶轮进行铸造,获取第一轮试制叶轮;采用叶片端线法检测第一轮试制叶轮是否与确定的叶轮结构参数一致,若一致,对包含该叶轮部件的液

一种液力变矩器及其制备方法.pdf
本发明涉及一种液力变矩器及其制备方法。本发明属于液力传动技术领域。一种液力变矩器,包括泵轮和涡轮,其特点是:泵轮与涡轮结构有外环体和内环两部分构成;外环体为铸造件,外环体包括外环与叶片;内环为铸造件或冲压件,外环体和内环为钎焊或铆接方式固定在一起。一种液力变矩器的制备方法,其特点是:将液力变矩器的泵轮与涡轮结构分解为外环体和内环两部分进行制造;外环体的外环与叶片采用压力铸造工艺制成;内环采用压力铸造或冲压工艺制成,采用钎焊或铆接方式将外环体和内环钎焊或铆接联接为一体。本发明具有尺寸精度高、铸件质量好、表面

液力变矩器的研制方法.pdf
本发明实施例公开了一种液力变矩器研制方法,用于快速设计制造液力变矩器。本发明实施例首先进行一维理论计算,获得叶栅的三维数据;再进行叶形的参数化设计,建立叶轮的三维模型;再对所述叶轮的三维模型进行有限元分析及流场分析,判断所述叶轮是否符合要求;再利用快速成型方法,制得叶轮模型,通过铸造,制得叶轮样件;然后进行性能试验和校核,判断所述叶轮样件是否符合要求;叶轮的三维模型符合要求后,加工模具,准备生产。本发明方法不存在逆向工程仿制方法存在的叶栅数据失真和噪音信号问题,且与传统的直接开模制造试验再生产的方法相比,