
液力变矩器壳体焊接作业定位工装.pdf

努力****南绿

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
液力变矩器壳体焊接作业定位工装.pdf
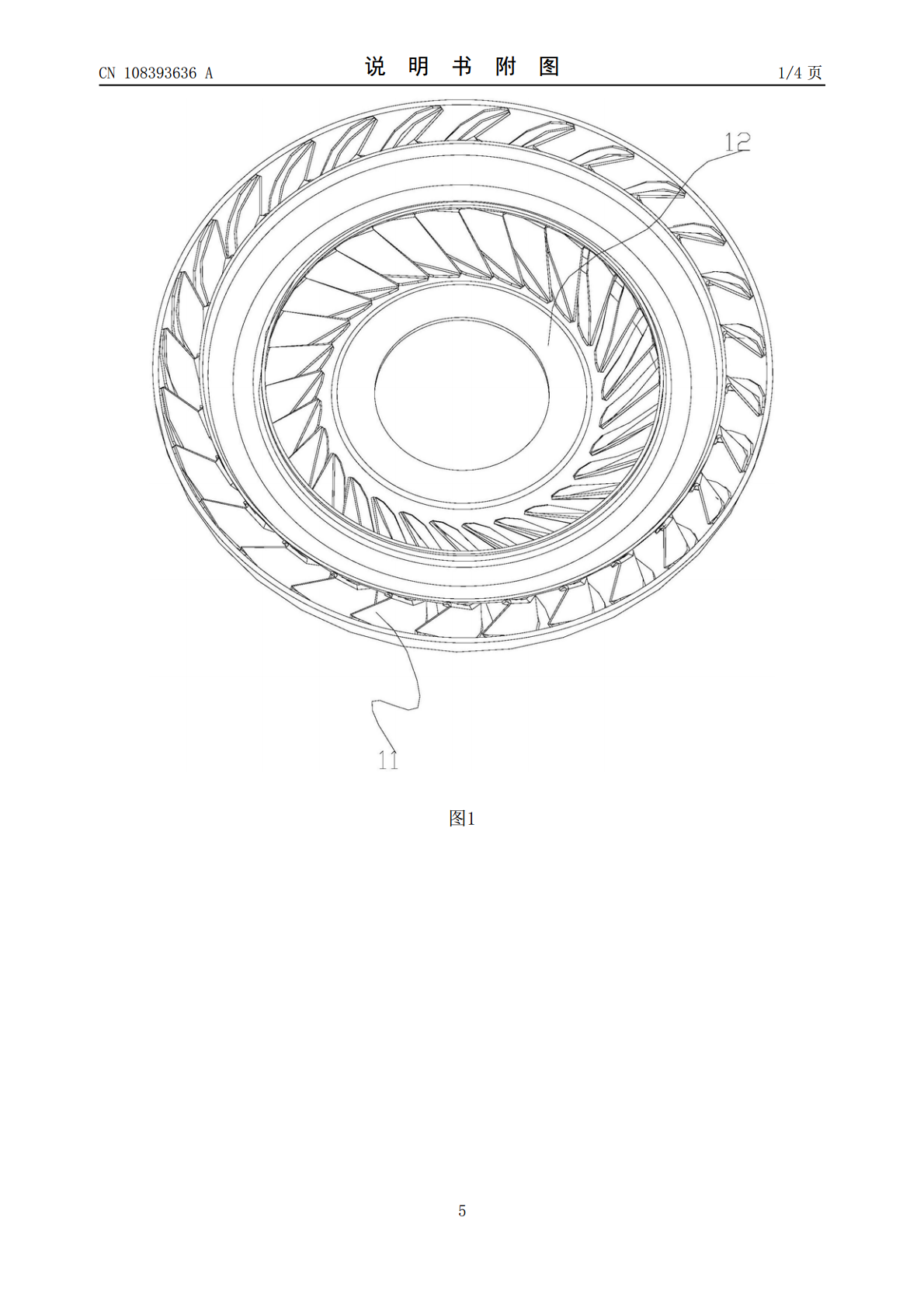
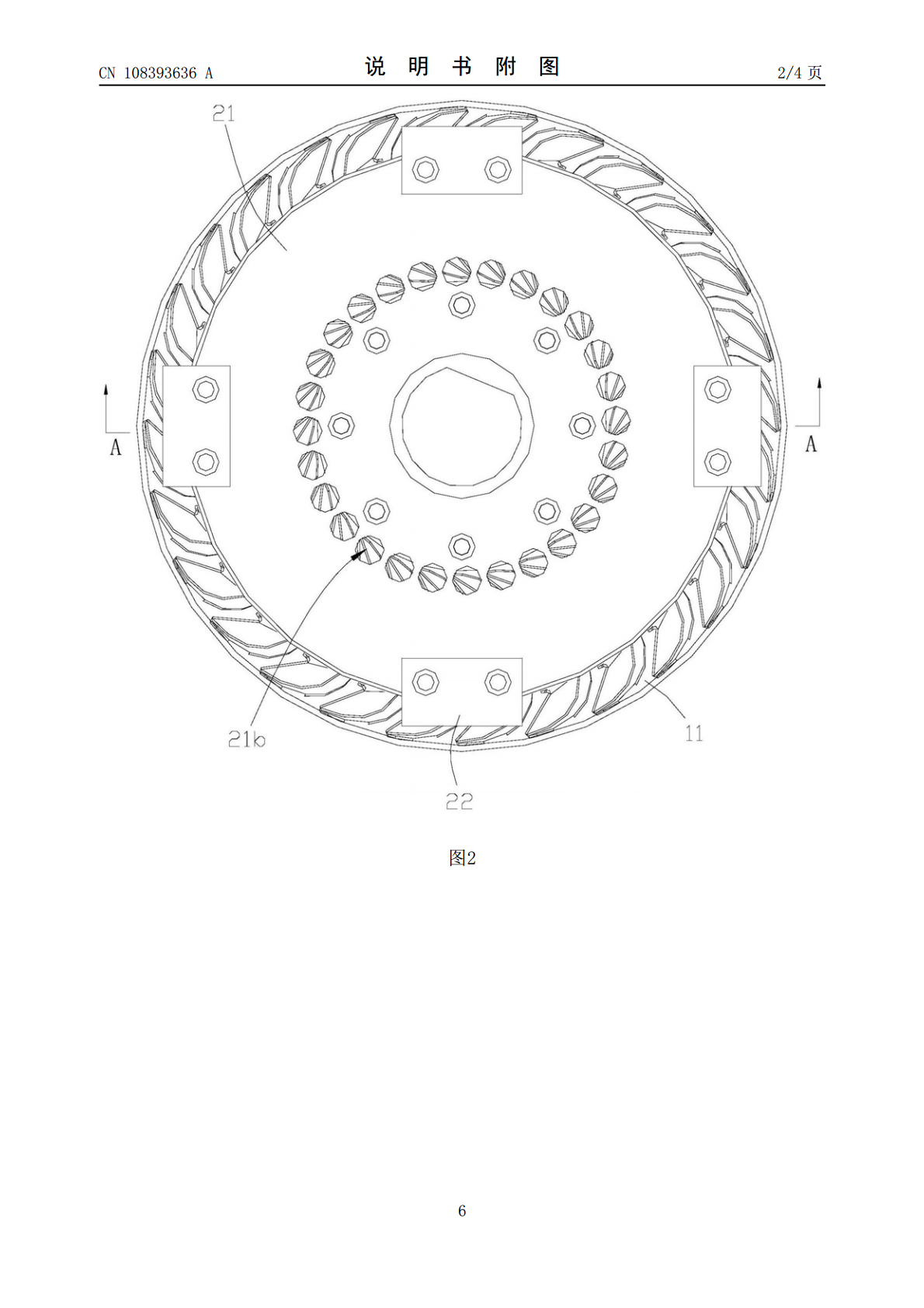
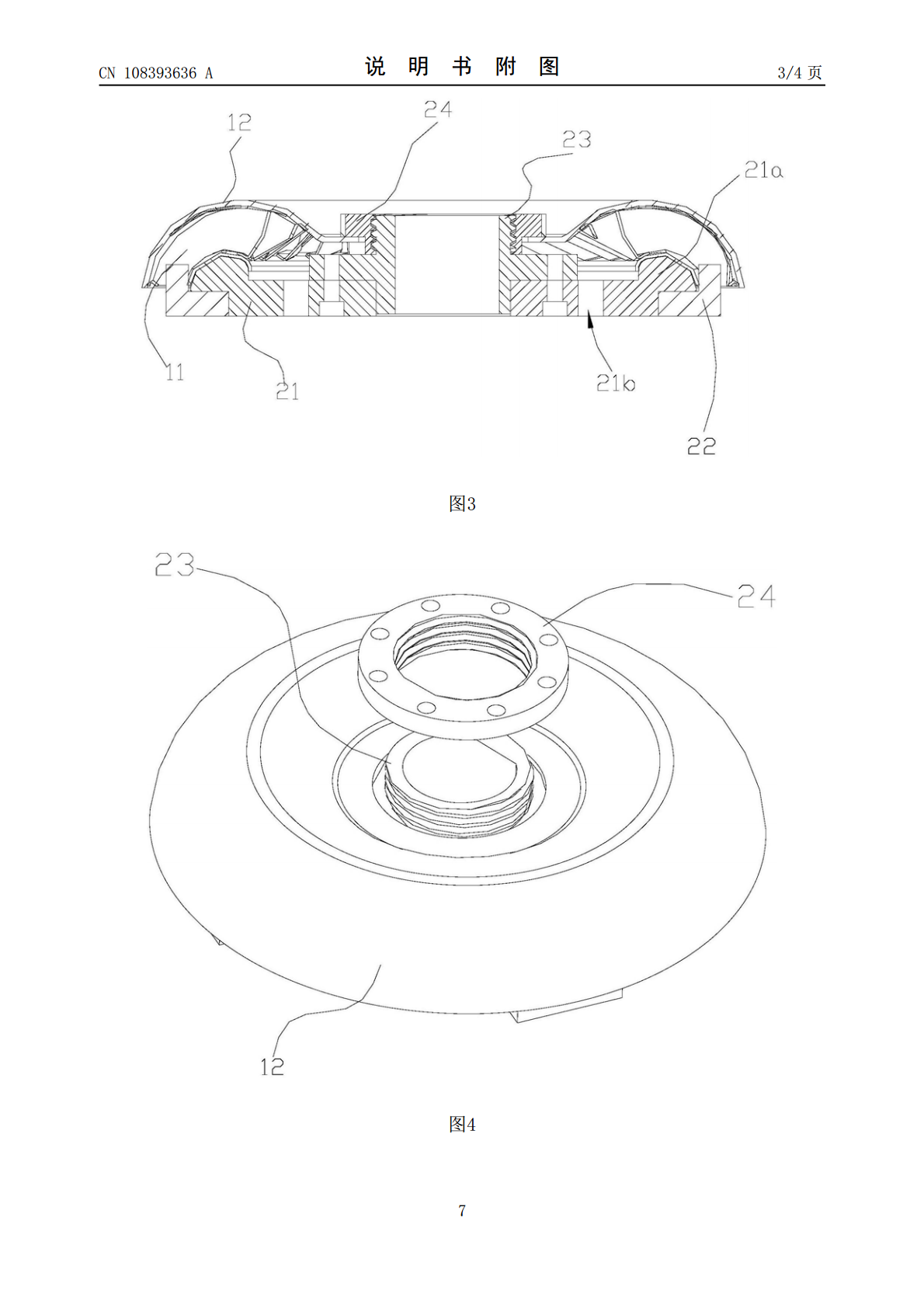
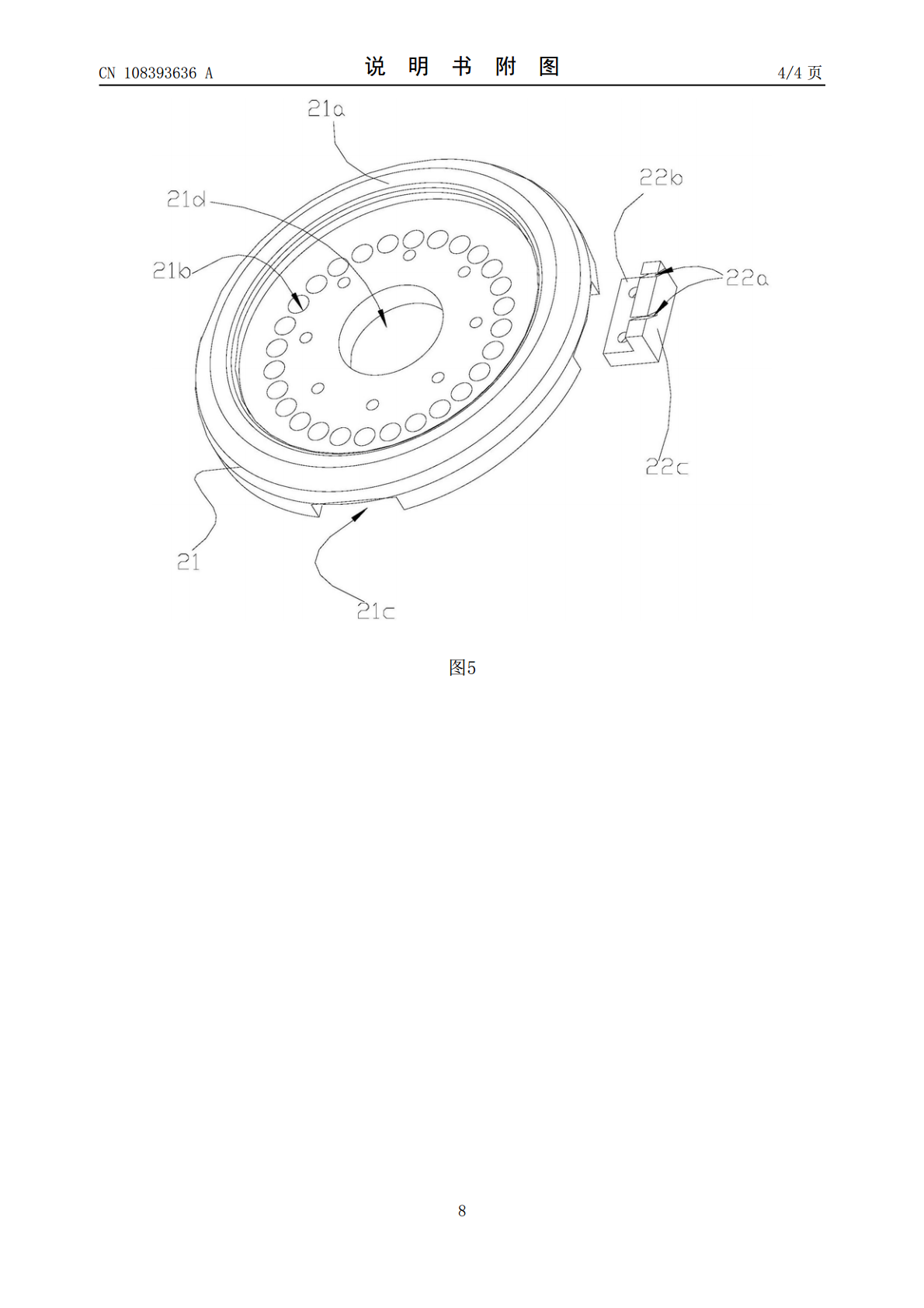
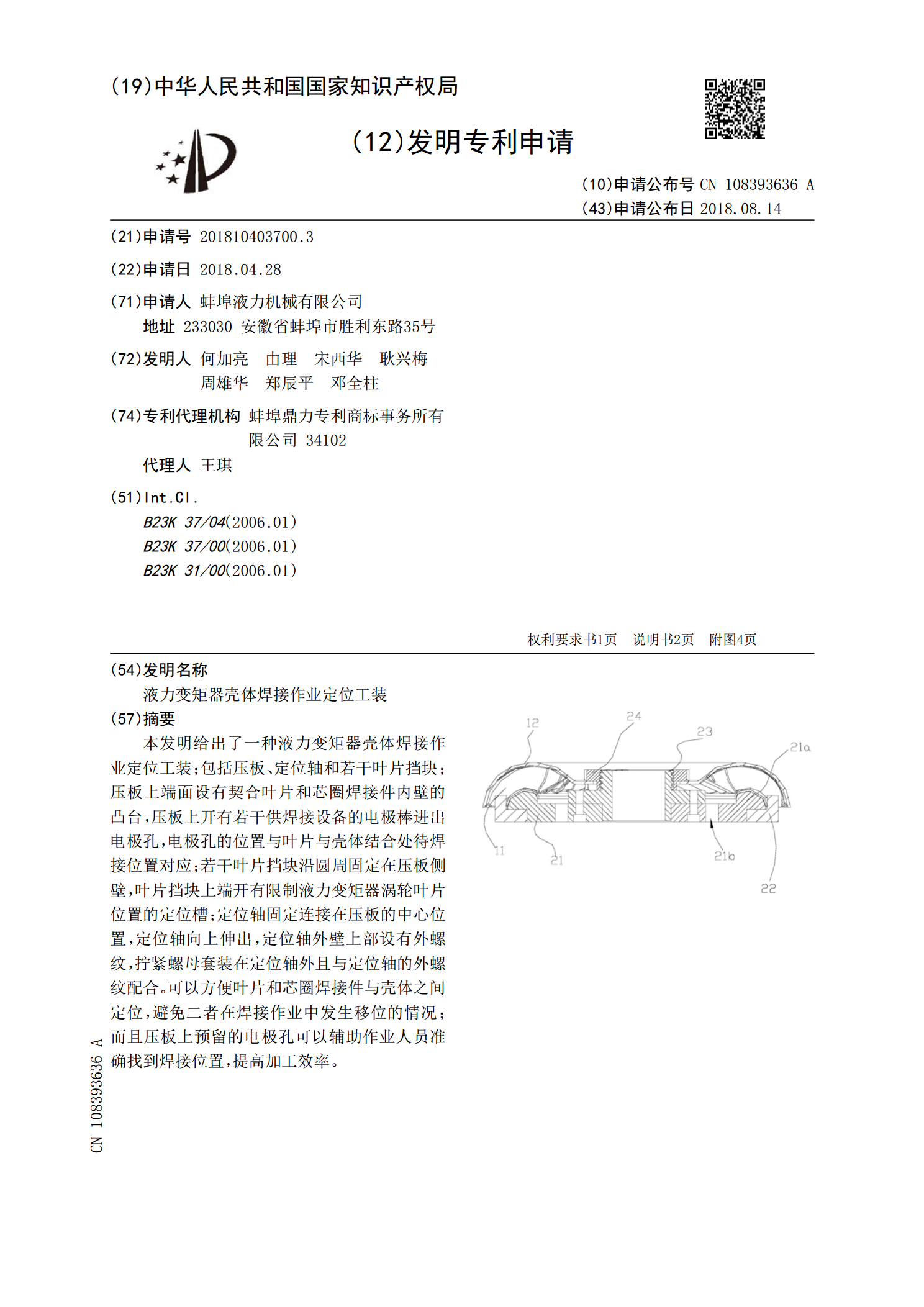
本发明给出了一种液力变矩器壳体焊接作业定位工装;包括压板、定位轴和若干叶片挡块;压板上端面设有契合叶片和芯圈焊接件内壁的凸台,压板上开有若干供焊接设备的电极棒进出电极孔,电极孔的位置与叶片与壳体结合处待焊接位置对应;若干叶片挡块沿圆周固定在压板侧壁,叶片挡块上端开有限制液力变矩器涡轮叶片位置的定位槽;定位轴固定连接在压板的中心位置,定位轴向上伸出,定位轴外壁上部设有外螺纹,拧紧螺母套装在定位轴外且与定位轴的外螺纹配合。可以方便叶片和芯圈焊接件与壳体之间定位,避免二者在焊接作业中发生移位的情况;而且压板上预
液力变矩器涡轮叶片芯圈的定位工装.pdf
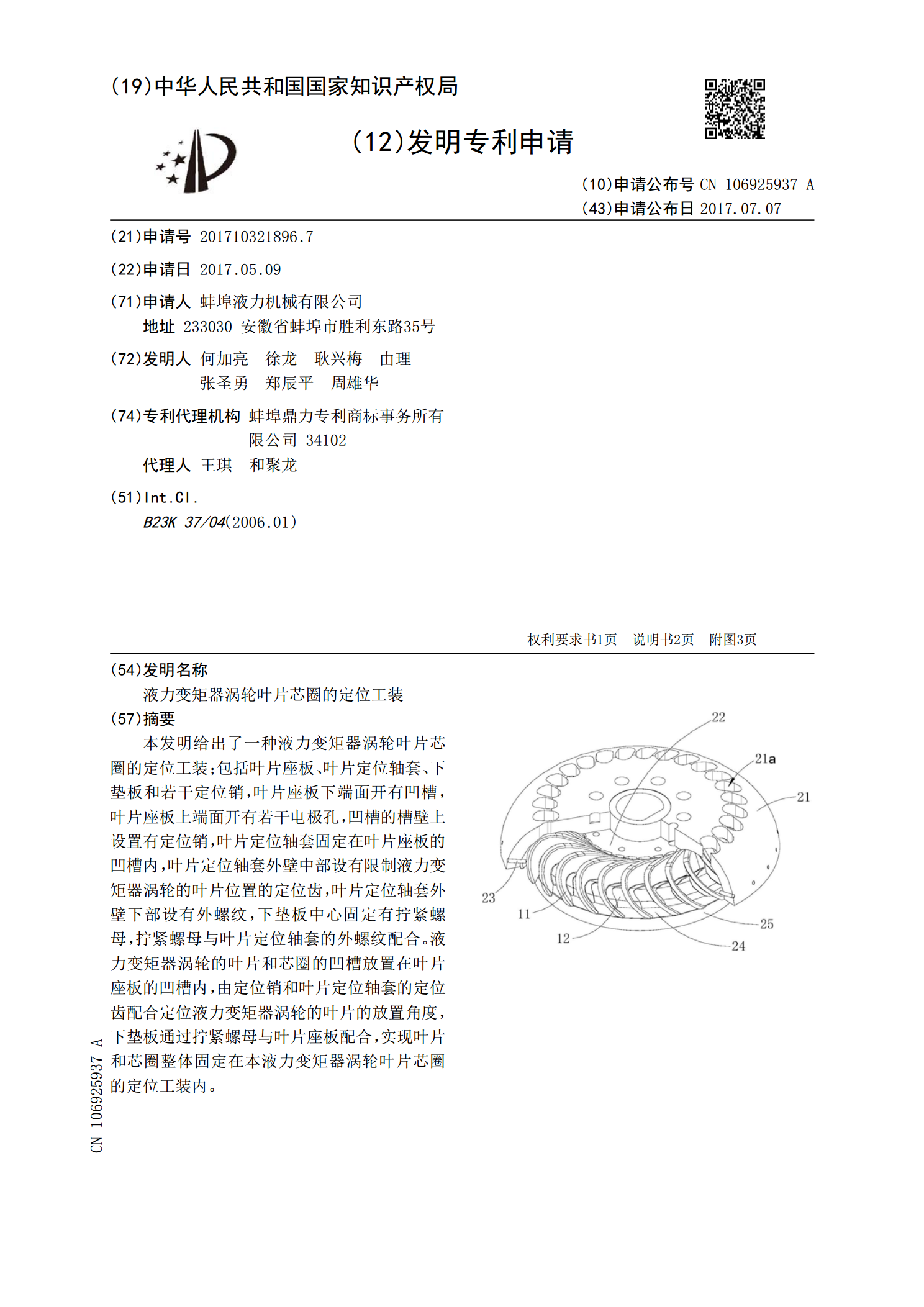
本发明给出了一种液力变矩器涡轮叶片芯圈的定位工装;包括叶片座板、叶片定位轴套、下垫板和若干定位销,叶片座板下端面开有凹槽,叶片座板上端面开有若干电极孔,凹槽的槽壁上设置有定位销,叶片定位轴套固定在叶片座板的凹槽内,叶片定位轴套外壁中部设有限制液力变矩器涡轮的叶片位置的定位齿,叶片定位轴套外壁下部设有外螺纹,下垫板中心固定有拧紧螺母,拧紧螺母与叶片定位轴套的外螺纹配合。液力变矩器涡轮的叶片和芯圈的凹槽放置在叶片座板的凹槽内,由定位销和叶片定位轴套的定位齿配合定位液力变矩器涡轮的叶片的放置角度,下垫板通过拧紧

液力变矩器的壳体结构.pdf
本发明提供一种液力变矩器的壳体结构。防止涡轮壳和泵壳的接触。在液力变矩器(1)中,泵轮(20)和涡轮(30)在同轴上可相对旋转地设置,在由泵轮(20)的泵壳(21)和前盖(10)形成的主体壳体(2)内,涡轮(30)的涡轮壳(31)相对于泵壳(21)以规定间隔而设置,其中,在涡轮壳(31)的外周设置有向泵壳(21)侧突出的突出部(36),涡轮壳(31)向泵壳(21)侧移动时,在涡轮壳(31)的涡轮叶片(32)和泵壳(21)的泵叶片(22)接触之前,涡轮壳(31)的突出部(36)和泵壳(21)的抵接部(21c

一种液力变矩器上涡轮组件定位工装.pdf
一种液力变矩器上涡轮组件定位工装,涉及涡轮工装设备,设置与车削床上,包括圆柱形底盘,其特征在于:所述的圆柱形底盘上安装有三个卡爪,圆柱形底盘中间安装一底座,所述底座上安装一转轴;所述圆柱形底盘一侧面上设有一螺孔,通过螺孔可对工装进行拆卸、涨紧、维修等。本发明的有益效果是:结构简单,操作方便,在车削涡轮组件时,能够保证涡轮座和涡轮的同轴度、垂直度要求,车削质量稳定,能够保证变矩器性能的一致性。
冲焊型液力变矩器工作轮部件性能检测装置及定位工装.pdf
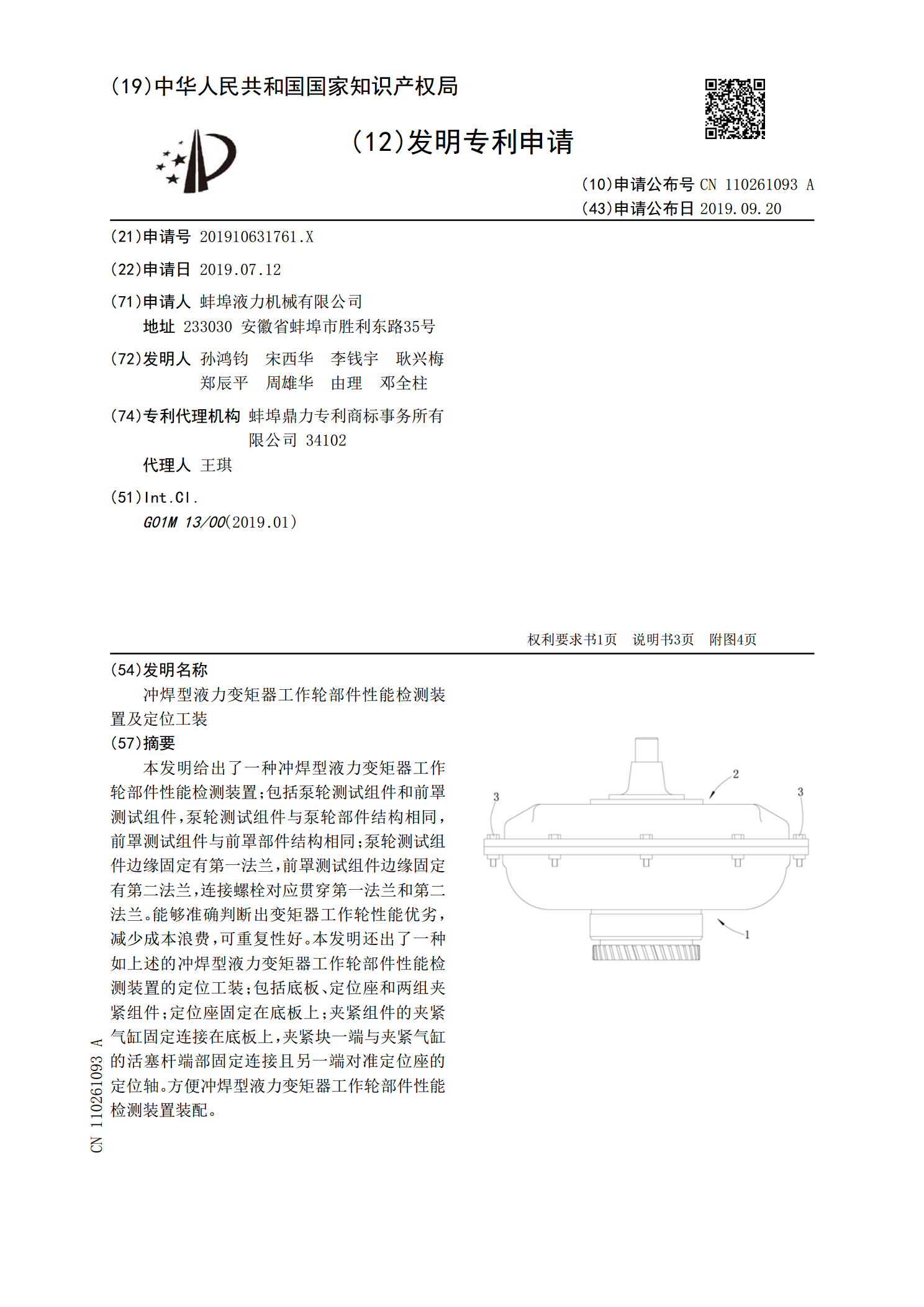
本发明给出了一种冲焊型液力变矩器工作轮部件性能检测装置;包括泵轮测试组件和前罩测试组件,泵轮测试组件与泵轮部件结构相同,前罩测试组件与前罩部件结构相同;泵轮测试组件边缘固定有第一法兰,前罩测试组件边缘固定有第二法兰,连接螺栓对应贯穿第一法兰和第二法兰。能够准确判断出变矩器工作轮性能优劣,减少成本浪费,可重复性好。本发明还出了一种如上述的冲焊型液力变矩器工作轮部件性能检测装置的定位工装;包括底板、定位座和两组夹紧组件;定位座固定在底板上;夹紧组件的夹紧气缸固定连接在底板上,夹紧块一端与夹紧气缸的活塞杆端部固