
一种粉末喷涂生产线工艺夹具.pdf

是你****辉呀


1/6
2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种粉末喷涂生产线工艺夹具.pdf
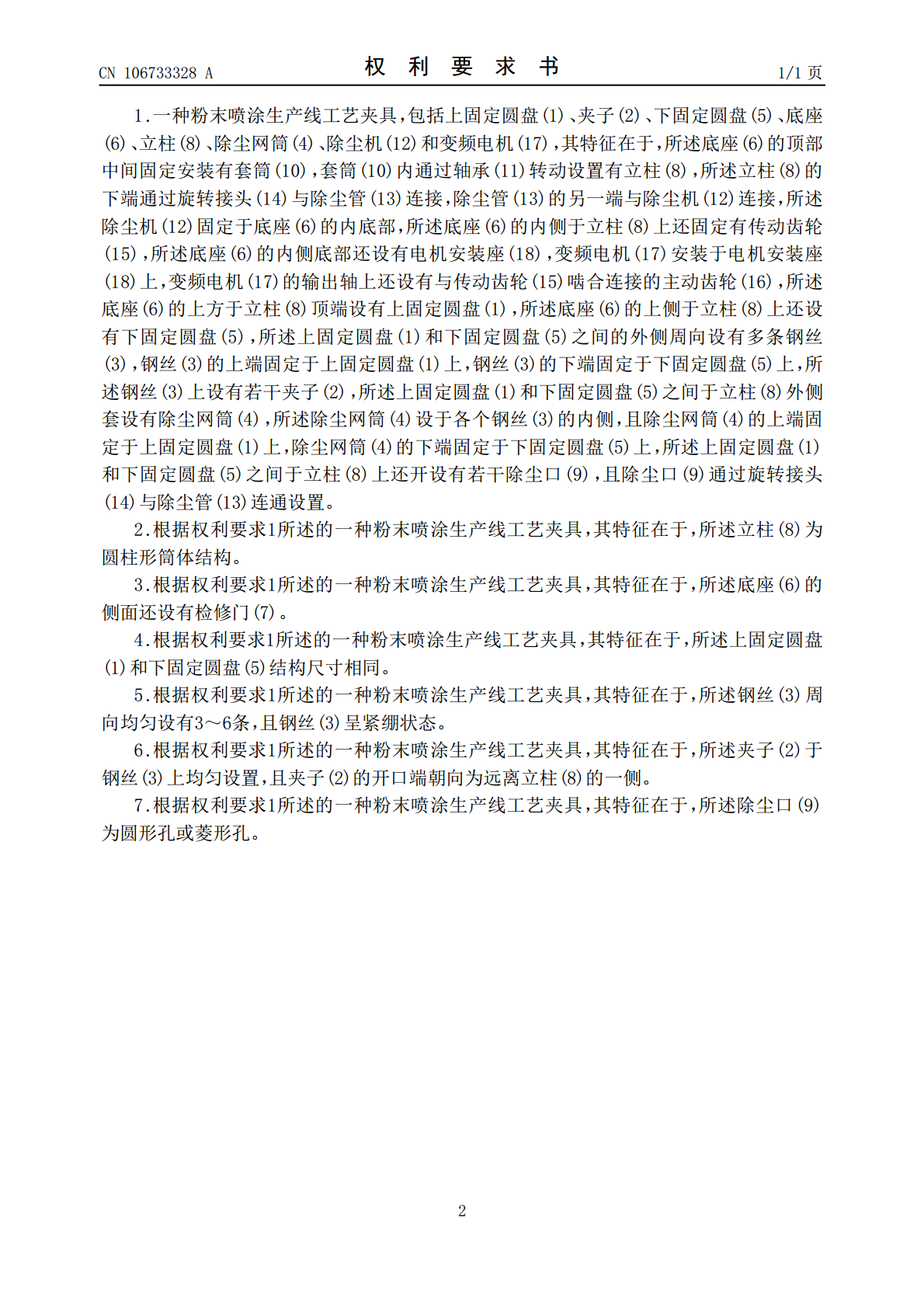
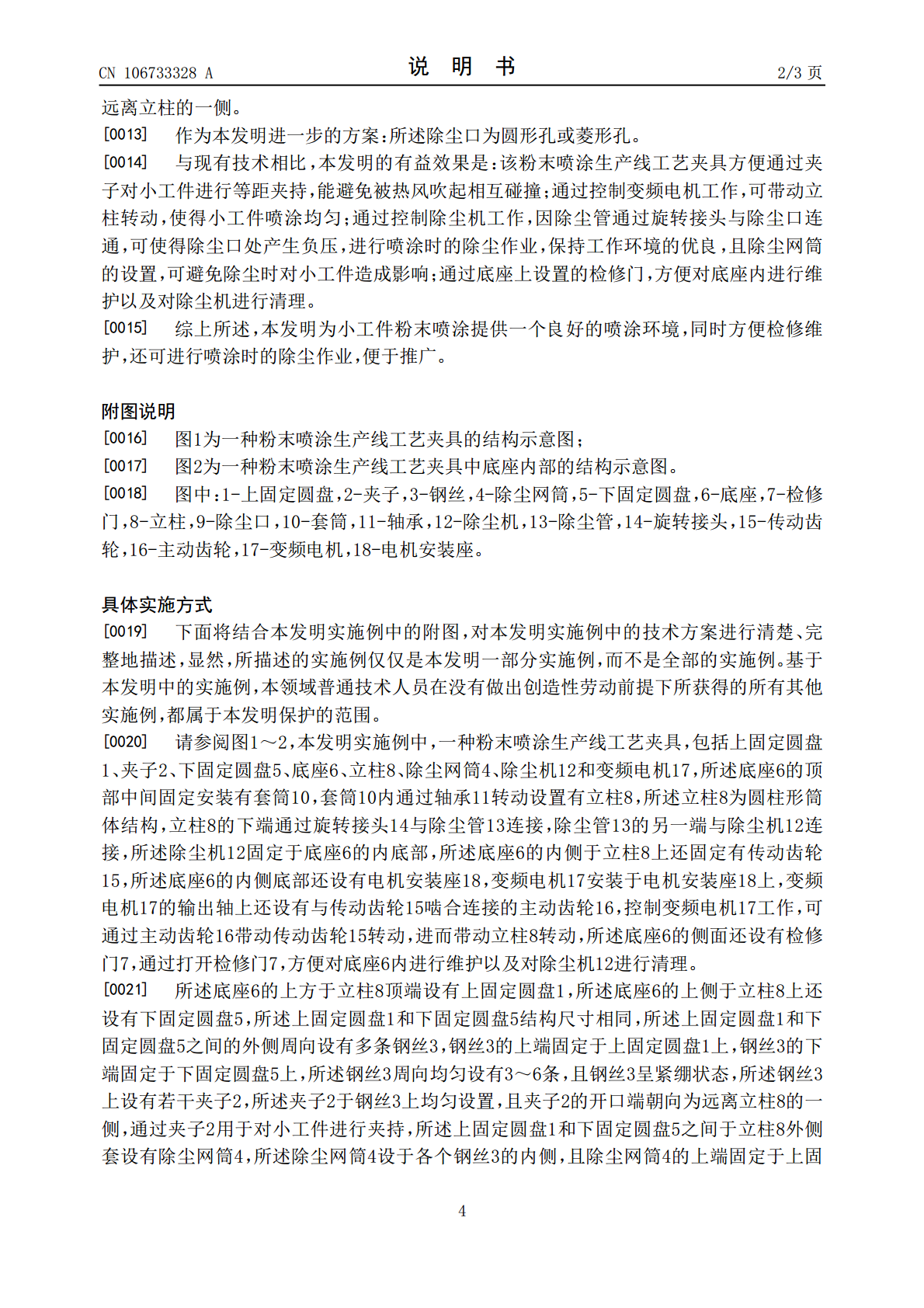
本发明公开了一种粉末喷涂生产线工艺夹具,包括夹子、底座、立柱、除尘机和变频电机,所述底座的顶部中间套筒内通过轴承转动设置有立柱,立柱的下端通过旋转接头与除尘管连接,除尘管的另一端与除尘机连接,底座的内侧于立柱上还固定有传动齿轮,变频电机安装于电机安装座上,变频电机的输出轴上还设有与传动齿轮啮合连接的主动齿轮,上固定圆盘和下固定圆盘之间的外侧周向设有多条钢丝,钢丝上设有若干夹子,立柱的外侧套设有除尘网筒,立柱上还开设有若干除尘口。本发明可为小工件粉末喷涂提供一个良好的喷涂环境,同时方便检修维护,还可进行喷涂
一种新型粉末喷涂工艺.pdf
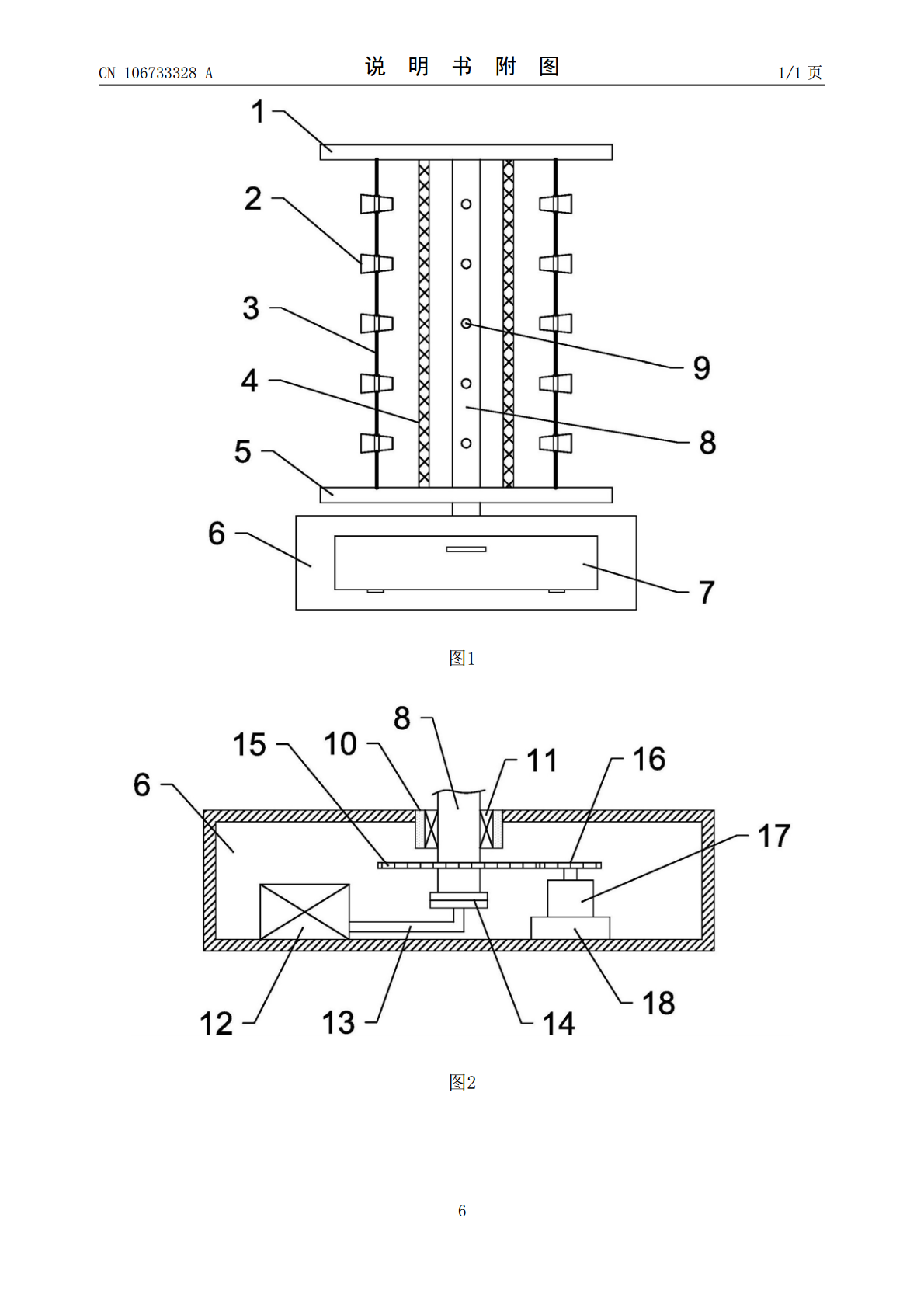
本发明涉及金属表面处理技术领域,一种新型的粉末喷涂工艺,其特征在于,所述喷涂工艺按照如下步骤:除去工件表面的油污、锈迹,将一层高温熔融状态的树脂高压喷射到工件表面作为中间层,将粉末涂料均匀地喷射到覆盖了中间层的工件上,将喷涂后的工件放在180℃至200℃的高温炉内烘烤20分钟进行固化处理。
一种粉末涂料异色喷涂一次成型生产线及喷涂工艺.pdf
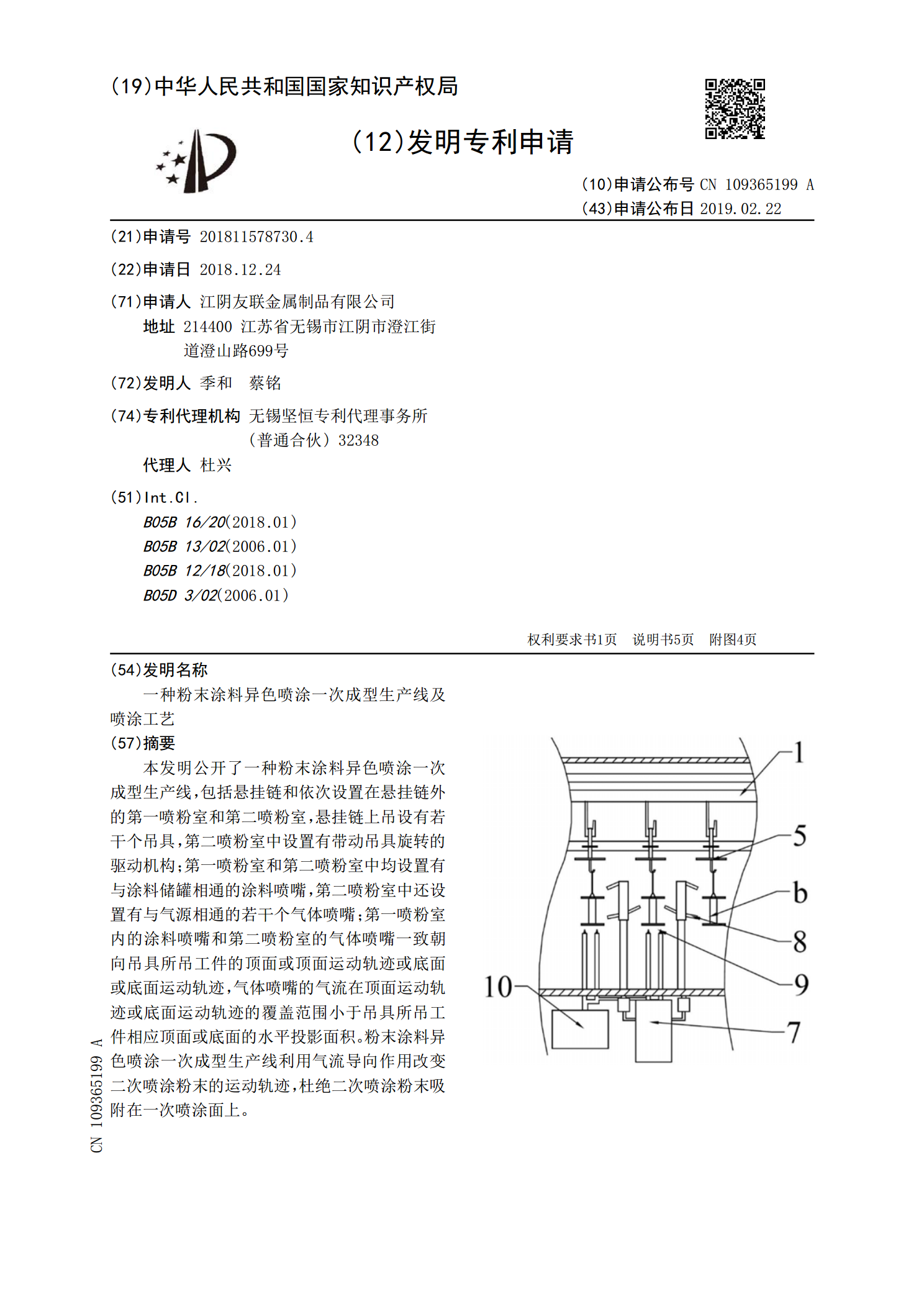
本发明公开了一种粉末涂料异色喷涂一次成型生产线,包括悬挂链和依次设置在悬挂链外的第一喷粉室和第二喷粉室,悬挂链上吊设有若干个吊具,第二喷粉室中设置有带动吊具旋转的驱动机构;第一喷粉室和第二喷粉室中均设置有与涂料储罐相通的涂料喷嘴,第二喷粉室中还设置有与气源相通的若干个气体喷嘴;第一喷粉室内的涂料喷嘴和第二喷粉室的气体喷嘴一致朝向吊具所吊工件的顶面或顶面运动轨迹或底面或底面运动轨迹,气体喷嘴的气流在顶面运动轨迹或底面运动轨迹的覆盖范围小于吊具所吊工件相应顶面或底面的水平投影面积。粉末涂料异色喷涂一次成型生产

粉末喷涂工艺.pptx

粉末喷涂工艺.pptx
粉末喷涂工艺2.静电粉末喷涂的优缺点1.静电粉末喷涂原理1.静电粉末喷涂原理2.静电粉末喷涂的优缺点3.影响静电粉末喷涂的主要因素4.静电粉末涂装的主要设备5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工