
一种新型粉末喷涂工艺.pdf

努力****采萍


1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型粉末喷涂工艺.pdf
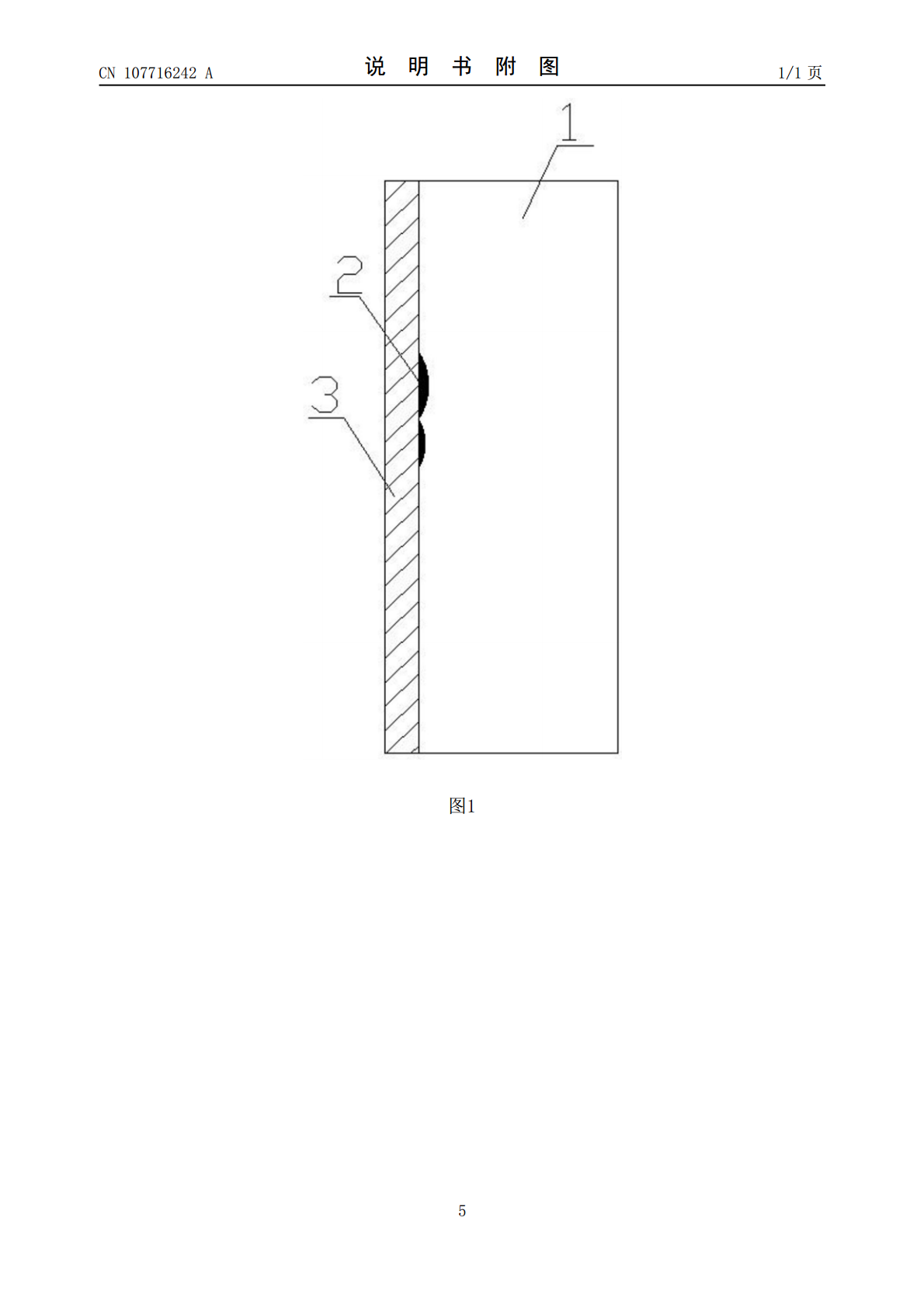
本发明涉及金属表面处理技术领域,一种新型的粉末喷涂工艺,其特征在于,所述喷涂工艺按照如下步骤:除去工件表面的油污、锈迹,将一层高温熔融状态的树脂高压喷射到工件表面作为中间层,将粉末涂料均匀地喷射到覆盖了中间层的工件上,将喷涂后的工件放在180℃至200℃的高温炉内烘烤20分钟进行固化处理。

一种新型粉末喷涂技术——摩擦静电喷涂.docx
一种新型粉末喷涂技术——摩擦静电喷涂摩擦静电喷涂技术的发展趋势随着科技的不断进步和社会产业的不断发展,各种高新技术层出不穷,喷涂技术也在这个过程中逐渐发展与完善。目前,市面上存在着多种不同类型的喷涂技术。在这些技术中,摩擦静电喷涂便是一种备受瞩目的新型喷涂技术。摩擦静电喷涂,是一种基于静电喷涂技术的进一步改进技术。通过摩擦作用产生静电,并使静电在喷嘴头产生电流,将涂料喷在喷涂物体表面上,从而实现涂层的形成。相较于传统的静电喷涂方式,摩擦静电喷涂具备更高的效率、更低的喷涂成本、更均匀的覆盖度和更高的喷涂速度

粉末喷涂工艺.pptx

粉末喷涂工艺.pptx
粉末喷涂工艺2.静电粉末喷涂的优缺点1.静电粉末喷涂原理1.静电粉末喷涂原理2.静电粉末喷涂的优缺点3.影响静电粉末喷涂的主要因素4.静电粉末涂装的主要设备5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工
一种铝材静电粉末喷涂工艺.pdf
本发明公开了一种铝材静电粉末喷涂工艺,其包括以下步骤:1)铝材表面处理:利用化学方法对铝材表面进行处理,除去铝材表面的氧化膜;2)静电喷粉:经过步骤1)表面处理后的铝材转移到喷粉房中,用静电喷枪在表面静电喷涂粉末涂料,在铝材表面形成粉末涂层;3)粉末固化:经步骤2)静电喷粉后的铝材转入到固化炉中进行固化,固化炉的温度设置为175‑225℃,固化时间为15‑25分钟;4)冷却:待铝材表面的粉末固化后,冷却至室温,在铝材表面形成厚度为60‑80μm的涂膜。通过本发明可以获得一种表面涂层均匀、不鼓泡、不凹坑、涂