
风电齿轮箱高速级叶片侧轴承孔的在线修复装置及方法.pdf

一吃****书竹


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
风电齿轮箱高速级叶片侧轴承孔的在线修复装置及方法.pdf
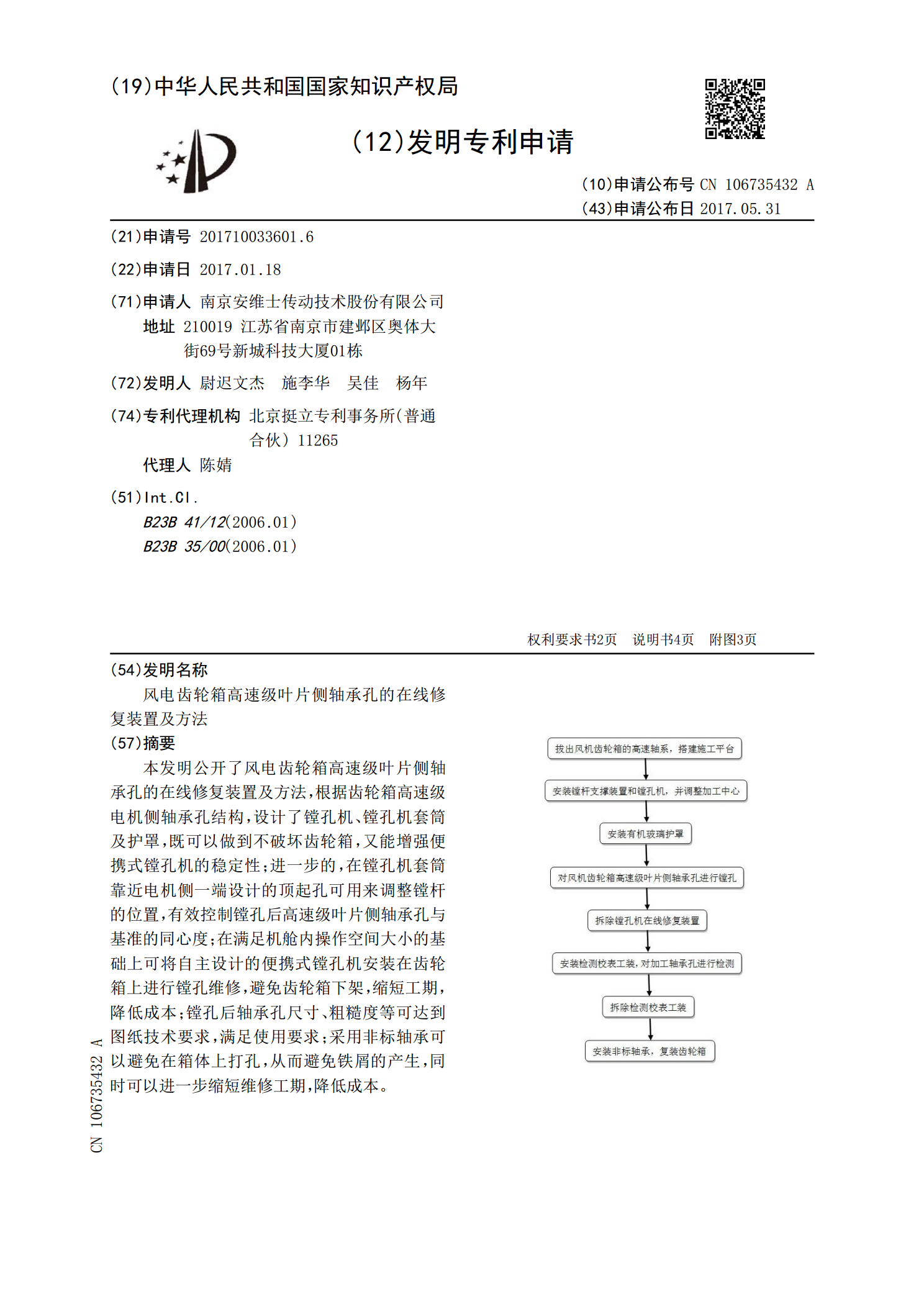
本发明公开了风电齿轮箱高速级叶片侧轴承孔的在线修复装置及方法,根据齿轮箱高速级电机侧轴承孔结构,设计了镗孔机、镗孔机套筒及护罩,既可以做到不破坏齿轮箱,又能增强便携式镗孔机的稳定性;进一步的,在镗孔机套筒靠近电机侧一端设计的顶起孔可用来调整镗杆的位置,有效控制镗孔后高速级叶片侧轴承孔与基准的同心度;在满足机舱内操作空间大小的基础上可将自主设计的便携式镗孔机安装在齿轮箱上进行镗孔维修,避免齿轮箱下架,缩短工期,降低成本;镗孔后轴承孔尺寸、粗糙度等可达到图纸技术要求,满足使用要求;采用非标轴承可以避免在箱体上

一种快速修复在线齿轮箱轴承孔的方法.pdf
本发明涉及一种快速修复在线齿轮箱轴承孔的方法,所述方法包括以下步骤:步骤(1)检查磨损,确认基准;步骤(2)清洗轴承孔处理;步骤(3)轴承孔表面打毛处理;步骤(4)二次清洗轴承孔;步骤(5)根据用量将金属修补剂按比例充分调匀;步骤(6)轴承孔表面涂抹金属修补剂并刮平;步骤(7)金属修补剂固化;步骤(8)轴承孔直径测量并修磨;步骤(9)轴承孔轴承挡边测量并修磨;步骤(10)轴承孔表面配合精度检查并修磨。该方法操作简单方便、能够快速的修复齿轮箱上磨损的轴承孔,减少停机损失,缩短了检修时间,节约维修成本。

一种风电齿轮箱高速轴轴承降温装置.pdf
一种风电齿轮箱高速轴轴承降温装置,包括进油套筒、箱体、轴承座、轴承调整环、右轴承、定距环、高速轴端盖、迷宫环、回油管、左轴承、挡油环、高速轴;所述的挡油环套入高速轴;所述的左轴承、轴承调整环、右轴承装入所述的轴承座内并一起装入高速轴上;所述的迷宫环、定距环装入高速轴上,并用所述的高速轴端盖压紧;所述的回油管安装在高速轴端盖上;所述箱体内装入上述装配组成的高速轴组件,其中所述的进油套筒插入在箱体的孔内;它具有强制润滑、储油润滑、隔离热油、超量回油,能较好地解决风电齿轮箱高速轴轴承高温故障等特点。

一种风电齿轮箱用高速轴轴承外圈拆卸装置.pdf
一种风电齿轮箱用高速轴轴承外圈拆卸装置,它主要由支撑法兰、钢球、紧定螺钉、拉杆、套筒、平垫圈、弹簧垫圈、支撑杆、梁板、螺母组成,所述支撑法兰孔内放置钢球后与支撑杆连接,紧定螺钉穿过支撑法兰小孔旋入支撑杆的环槽内,支撑杆穿过梁板的孔,安装上弹簧垫圈,旋入螺母;所述套筒套住两个拉杆;两个拉杆分别穿过梁板两边的腰子孔后,依次从末端分别旋入平垫圈、弹簧垫圈、螺母,从而构成整个拆卸装置。它具有结构简单,对轴承拆卸方便,能降低工作人员的劳动强度,提高效率,且不损坏轴承等特点。
风电叶片除冰装置的移动机构、风电叶片除冰装置及方法.pdf
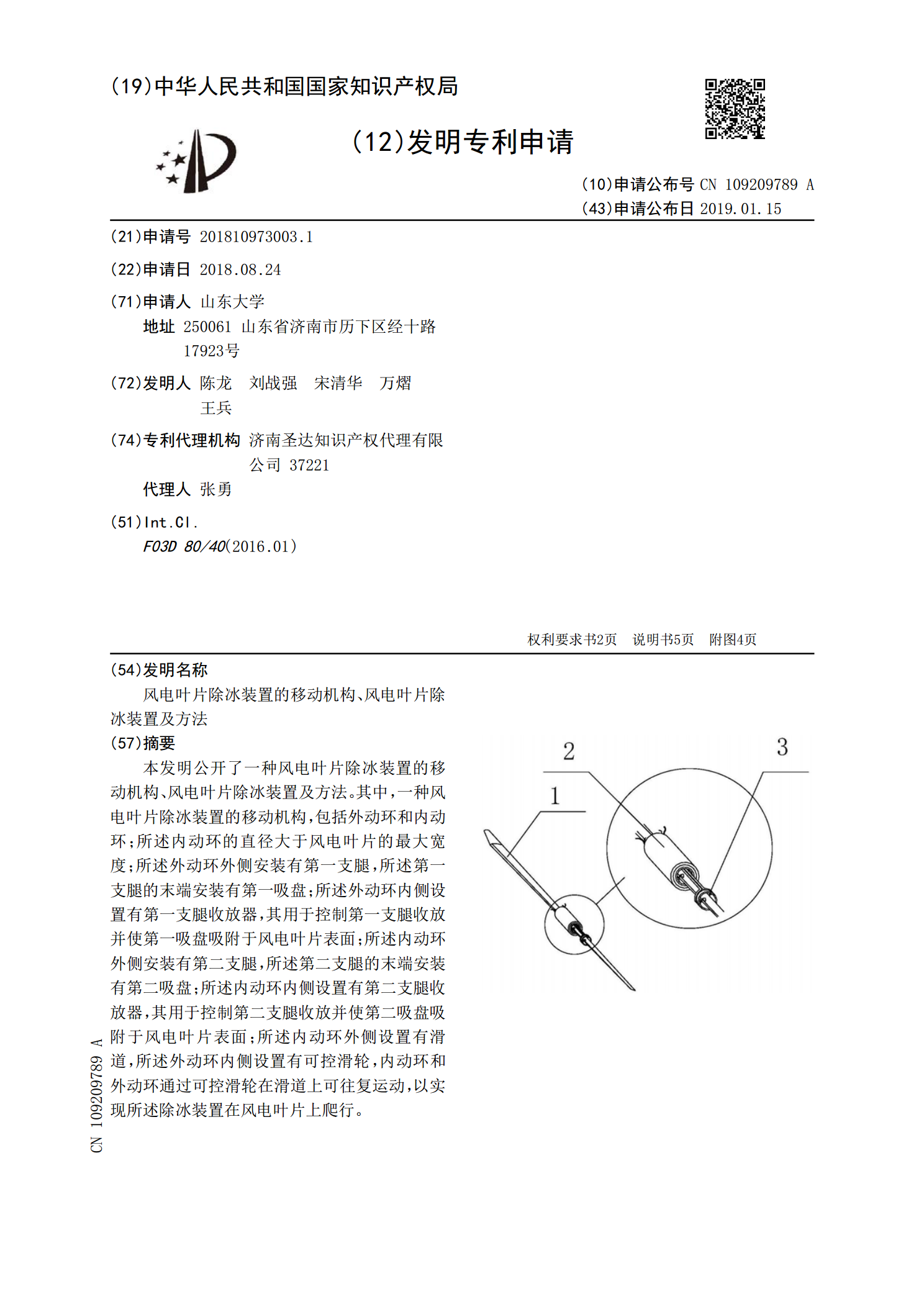
本发明公开了一种风电叶片除冰装置的移动机构、风电叶片除冰装置及方法。其中,一种风电叶片除冰装置的移动机构,包括外动环和内动环;所述内动环的直径大于风电叶片的最大宽度;所述外动环外侧安装有第一支腿,所述第一支腿的末端安装有第一吸盘;所述外动环内侧设置有第一支腿收放器,其用于控制第一支腿收放并使第一吸盘吸附于风电叶片表面;所述内动环外侧安装有第二支腿,所述第二支腿的末端安装有第二吸盘;所述内动环内侧设置有第二支腿收放器,其用于控制第二支腿收放并使第二吸盘吸附于风电叶片表面;所述内动环外侧设置有滑道,所述外动环