
一种耐高温RFID轮胎电子标签及其制作方法.pdf

景山****魔王


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种耐高温RFID轮胎电子标签及其制作方法.pdf
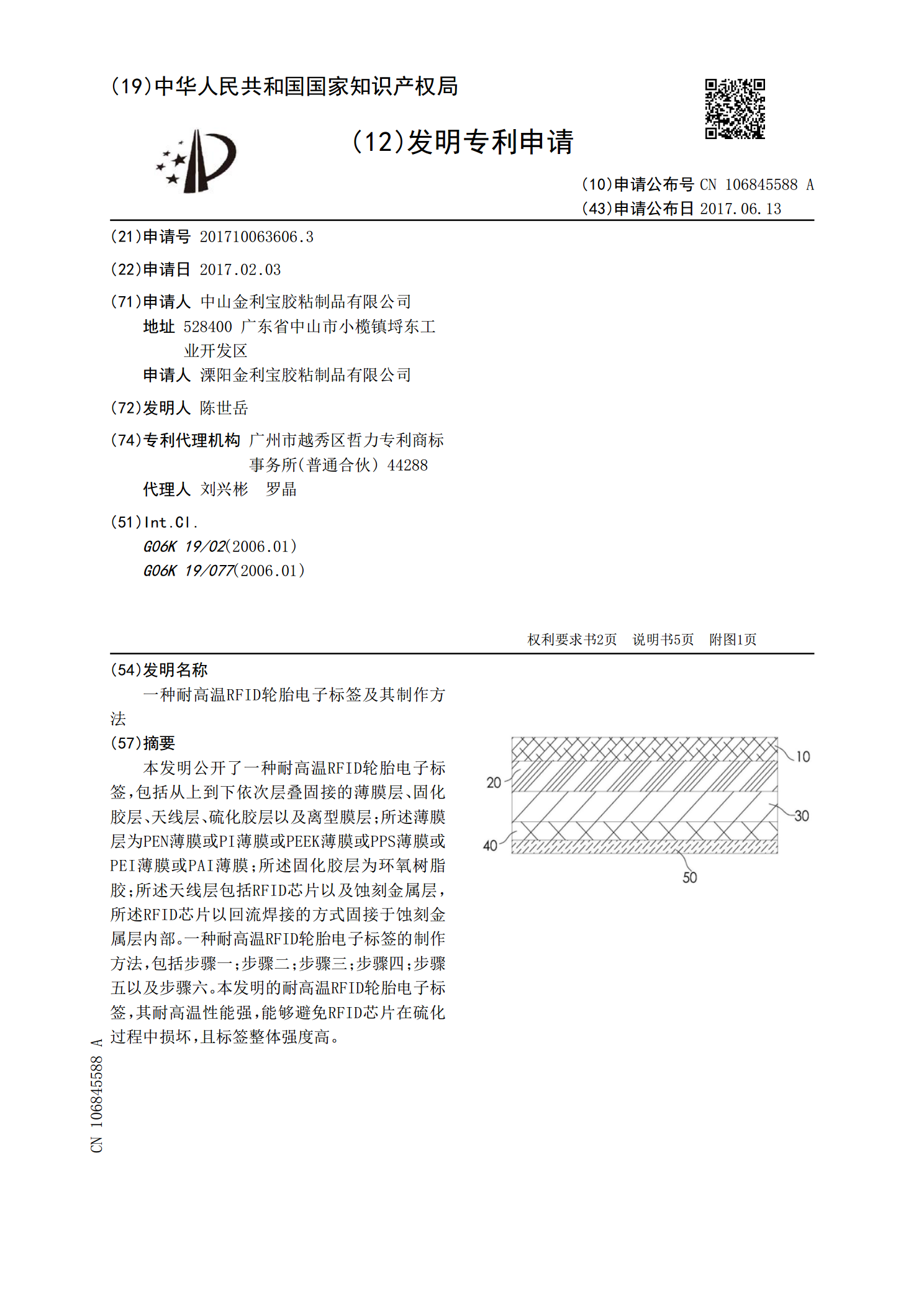
本发明公开了一种耐高温RFID轮胎电子标签,包括从上到下依次层叠固接的薄膜层、固化胶层、天线层、硫化胶层以及离型膜层;所述薄膜层为PEN薄膜或PI薄膜或PEEK薄膜或PPS薄膜或PEI薄膜或PAI薄膜;所述固化胶层为环氧树脂胶;所述天线层包括RFID芯片以及蚀刻金属层,所述RFID芯片以回流焊接的方式固接于蚀刻金属层内部。一种耐高温RFID轮胎电子标签的制作方法,包括步骤一;步骤二;步骤三;步骤四;步骤五以及步骤六。本发明的耐高温RFID轮胎电子标签,其耐高温性能强,能够避免RFID芯片在硫化过程中损坏,

RFID轮胎电子标签及其制造方法.pdf
本发明所述RFID轮胎电子标签及其制造方法,提供一种采用弹簧式天线的电子标签结构,同时从各部件连接结构和加工方法提高RFID轮胎电子标签的鲁棒性,以保证该电子标签能够承受轮胎加工及使用过程中的高温、各种应力及曲挠形变,并且在轮胎的整个生命周期中不会与轮胎脱层,使其能在轮胎的全生命周期中与外部读写设备正常通讯。该RFID轮胎电子标签主要组成包括特殊形状的基板、贴装在基板上的射频模块和一对螺旋状延伸的弹簧天线。经过特殊加工的基板、射频模块及天线通过一定的加工工艺焊接在一起,完全能适用于轮胎的全生命周期。

RFID耐高温电子标签.docx
标签描述:耐高低温标签,是指可以在-60度至600度的环境中可以正常工作的RFID电子标签,本类标签是公司的专利产品,是采用特殊材料浇筑而成;制作产品时,采用“三重保护”措施,使产品的芯片、天线、读写距离得到更好的保护。创新特点:1.采用金属离子和芯片天线充分融合技术实现标签回逆信号加强,保证其读取距离;2.利用特殊混合物材料包裹芯片保护其标签在使用时不受潮湿环境或高温环境的影响。标签制作:传统的电子标签封装,要经过生产线包括基板进料、上胶、芯片翻转贴装(倒装)、热压固化、测试、基板收料、天线制作、模压阴

补片式RFID轮胎电子标签装置及其制造、安装方法.pdf
本发明所述补片式RFID轮胎电子标签装置及其制造、安装方法,提供一种补片式的电子标签结构,通过简单的粘贴制造和安装方法将RFID轮胎电子标签装置封装在胎侧内壁或外壁,以避免经历高温高压的硫化工况环境,保护RFID轮胎电子标签装置不受损,实现RFID电子标签接收和发送数据的准确性和一致性。补片式RFID轮胎电子标签装置主要包括有RFID射频电子标签,RFID射频电子标签通过压合、常温硫化而被封装在硫化胶片中,在硫化胶片的一侧面粘贴有灰胶片。RFID射频电子标签封装在硫化胶片以后与灰胶片、以及灰胶片与轮胎胎体

一种轮胎植入式RFID电子标签压合设备及其压合方法.pdf
本发明公开了一种轮胎植入式RFID电子标签压合设备及其压合方法,该方案主要由装料单元,送料单元,模切单元,压合单元和控制单元相互配合构成。该方案能够实现轮胎电子标签的精确组装,大幅度节省了劳动生产力,提高了生产效率,同时也提升了产品的一致性和可靠性。