
一种航空压气机罩轮廓面加工方法.pdf

Ja****20


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种航空压气机罩轮廓面加工方法.pdf
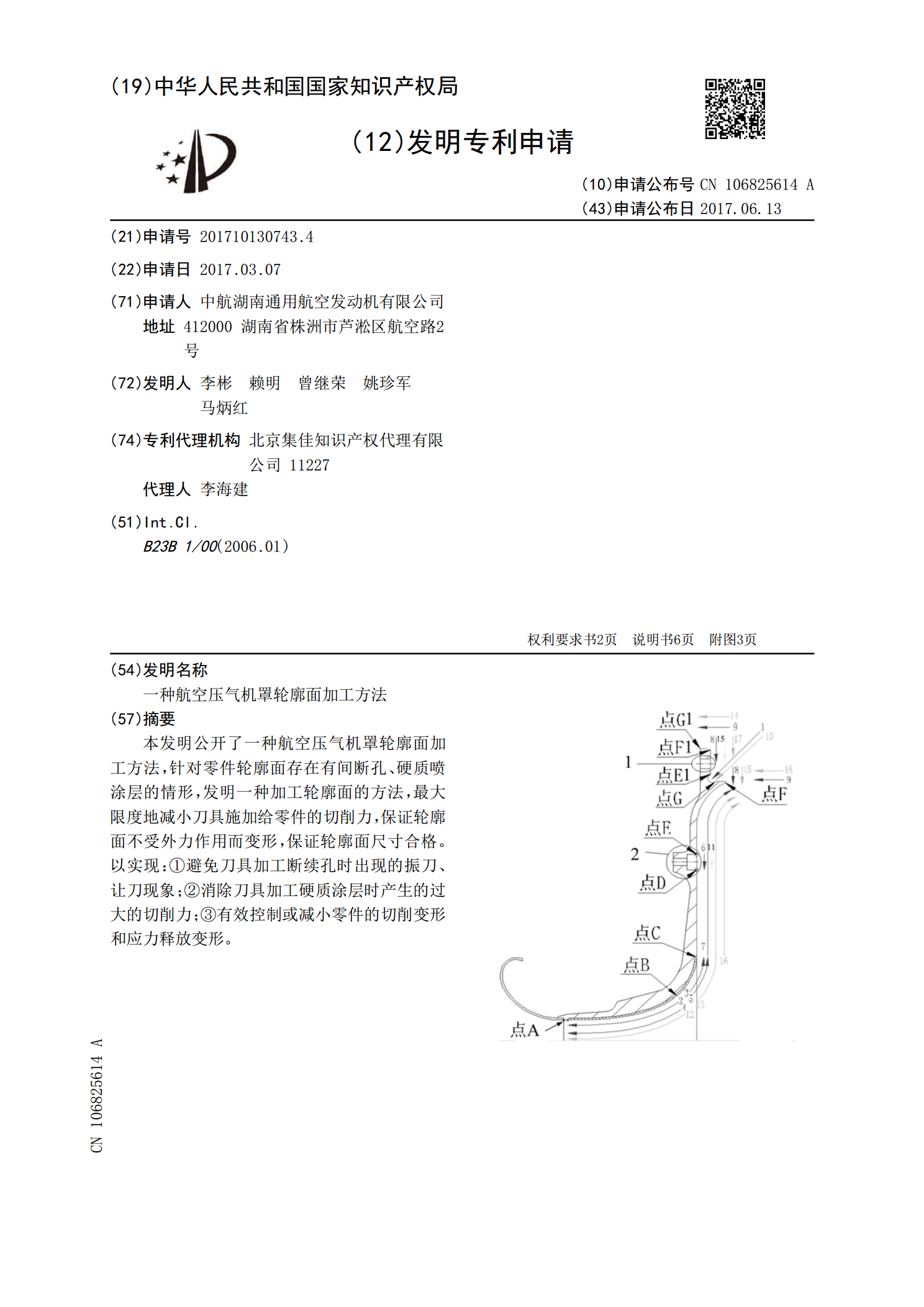
本发明公开了一种航空压气机罩轮廓面加工方法,针对零件轮廓面存在有间断孔、硬质喷涂层的情形,发明一种加工轮廓面的方法,最大限度地减小刀具施加给零件的切削力,保证轮廓面不受外力作用而变形,保证轮廓面尺寸合格。以实现:①避免刀具加工断续孔时出现的振刀、让刀现象;②消除刀具加工硬质涂层时产生的过大的切削力;③有效控制或减小零件的切削变形和应力释放变形。

薄壁压气机罩轮廓面车削加工工艺研究.docx
薄壁压气机罩轮廓面车削加工工艺研究【Summary】某型航空发动机压气机部件,属于大直径薄壁件,结构刚性差,材料为变形高温合金,零件表面有断续孔和硬质涂层。在切削加工过程中,由于零件受切削力作用易产生应力变形,导致零件尺寸加工前后产生变化,尺寸精度无法保证,一次加工合格率低,表面质量差,以上技术难点严重耽误生产进度,影响产品的交付。本文主要针对该零件轮廓面处尺寸变形控制的技术难点进行工艺分析,创新车削工艺方法、夹具设计优化方法,从而提升产品合格率,改善产品表面质量,为顾客提供高质高效的产品。【Keys】镍
基于视觉识别的航空压气机罩机械加工方法.pdf
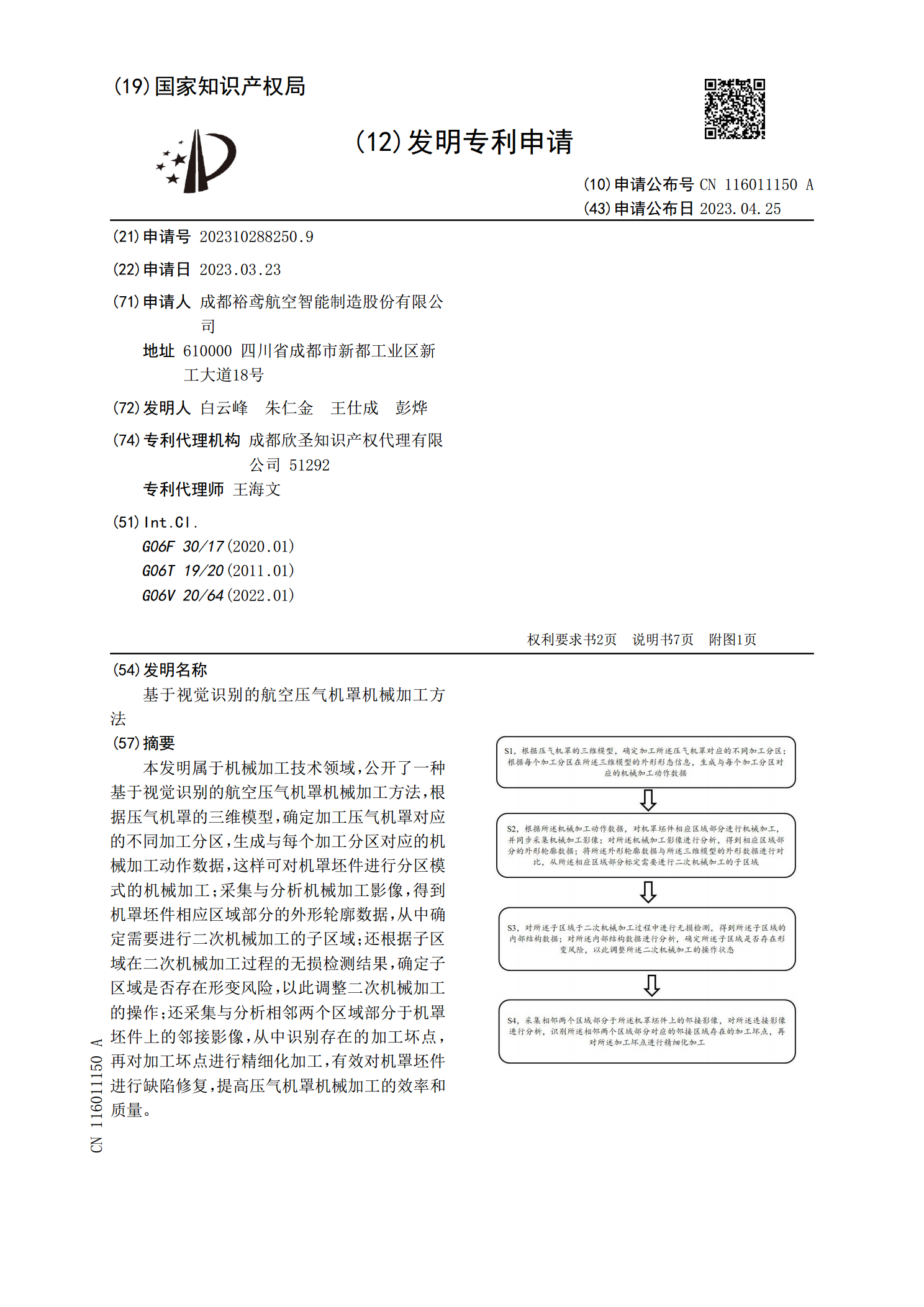
本发明属于机械加工技术领域,公开了一种基于视觉识别的航空压气机罩机械加工方法,根据压气机罩的三维模型,确定加工压气机罩对应的不同加工分区,生成与每个加工分区对应的机械加工动作数据,这样可对机罩坯件进行分区模式的机械加工;采集与分析机械加工影像,得到机罩坯件相应区域部分的外形轮廓数据,从中确定需要进行二次机械加工的子区域;还根据子区域在二次机械加工过程的无损检测结果,确定子区域是否存在形变风险,以此调整二次机械加工的操作;还采集与分析相邻两个区域部分于机罩坯件上的邻接影像,从中识别存在的加工坏点,再对加工坏

一种压气机罩涂层面通气孔加工方法.pdf
本发明公开了一种压气机罩涂层面通气孔加工方法,包括:按照通气孔预设的加工位置切削加工盲孔;在压气机罩的流道轮廓面喷涂形成喷涂层;对所述盲孔进行电火花加工使所述盲孔贯穿至所述喷涂层形成所述通气孔。本发明所提供的压气机罩涂层面通气孔加工方法提高了加工效率,能够有效避免打刀及涂层脱落问题,解决了压气机罩涂层面通气孔加工不便的问题。

一种压气机叶片流道面轮廓度检测装置及方法.pdf
本发明公开了一种压气机叶片流道面轮廓度检测装置及方法,包括支座,支座上设有用于固定压气机叶片的定位夹紧装置、用于和压气机叶片比较的标准型面块以及用于对压气机叶片流道面轮廓度进行检测的差动表架,差动表架包括差动表架本体,差动表架本体上设有能够上下移动的上测杆和下测杆,上测杆的端部设有用于测量压气机叶片流道面的测量头,下测杆的端部设有用于测量标准型面块表面的测量头,差动表架本体上还设有用于显示压气机叶片流道面轮廓度偏差的指示表,支座上设有用于对指示表调零的对表块。本发明实现了叶片流道面轮廓度的准确测量,误差小