
一种齿轮毛坯去毛刺的方法.pdf

霞英****娘子

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种齿轮毛坯去毛刺的方法.pdf
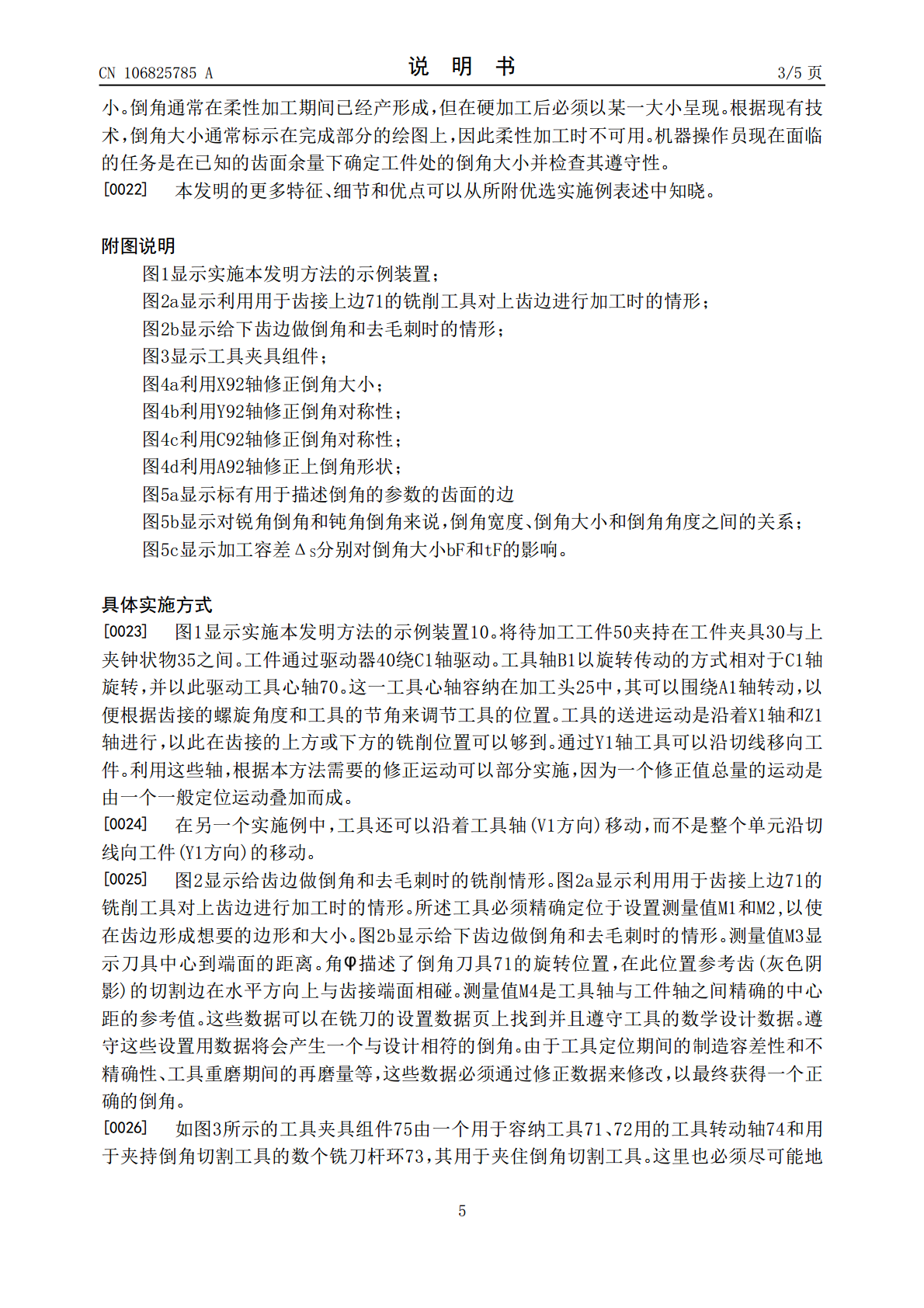
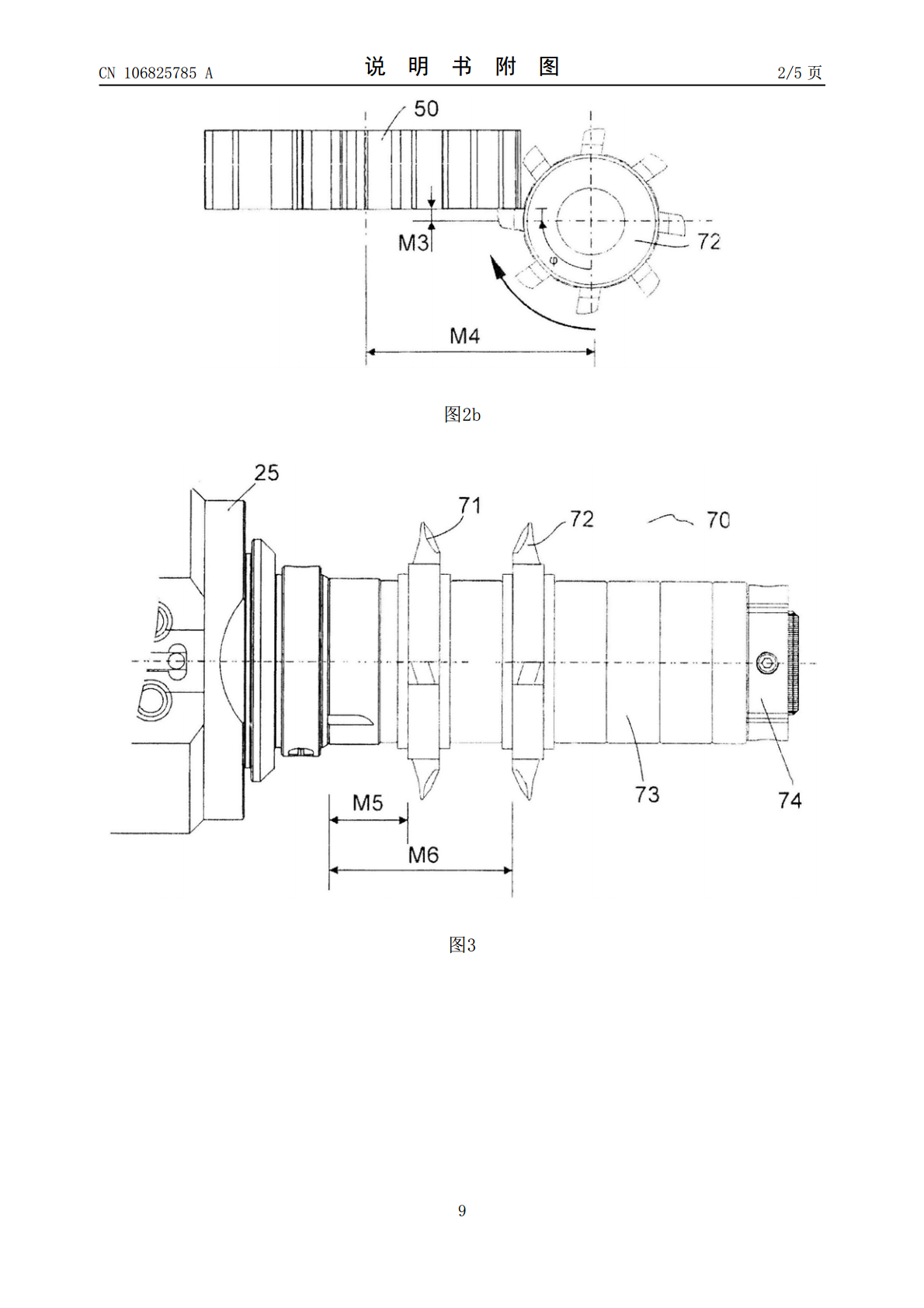
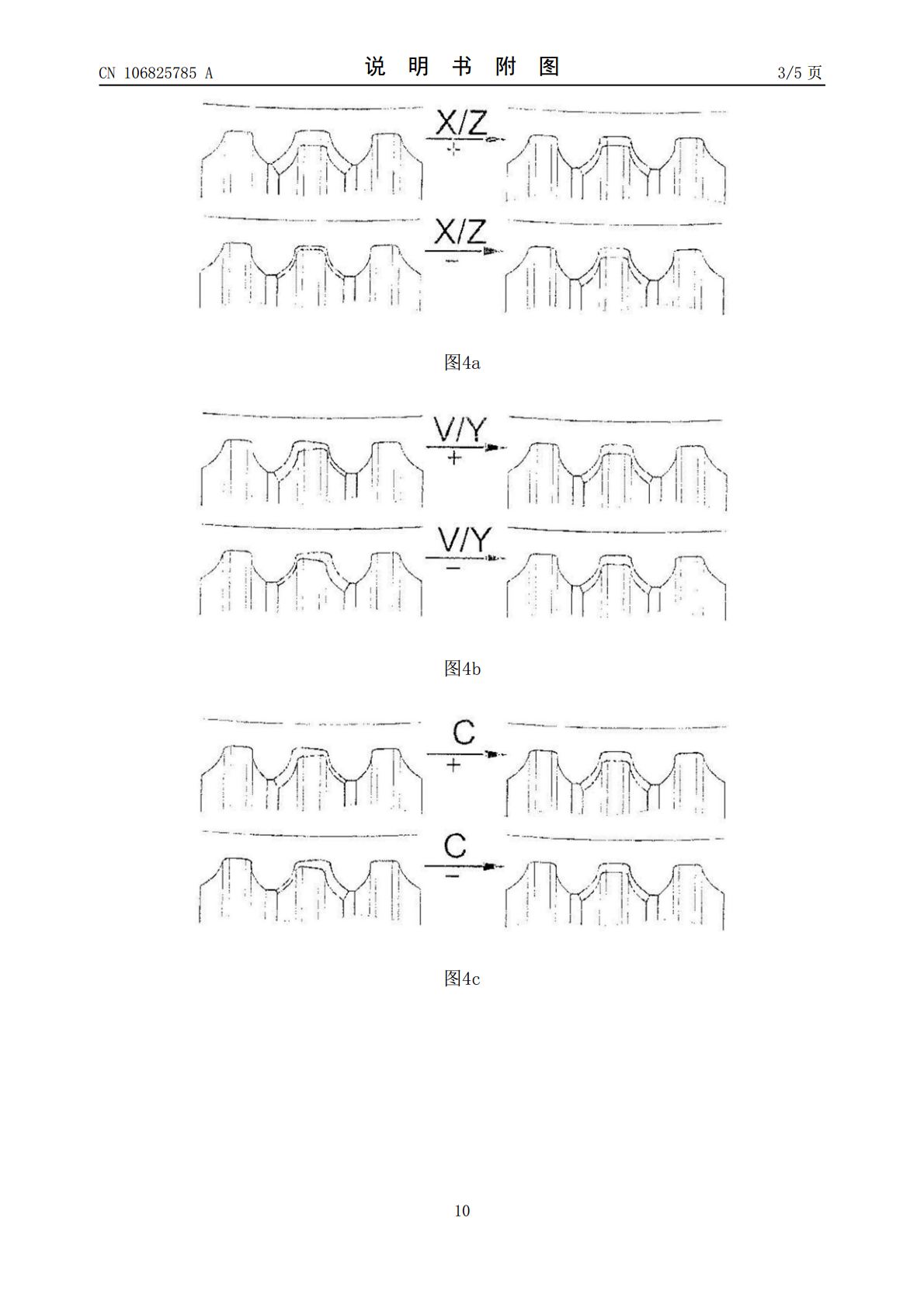
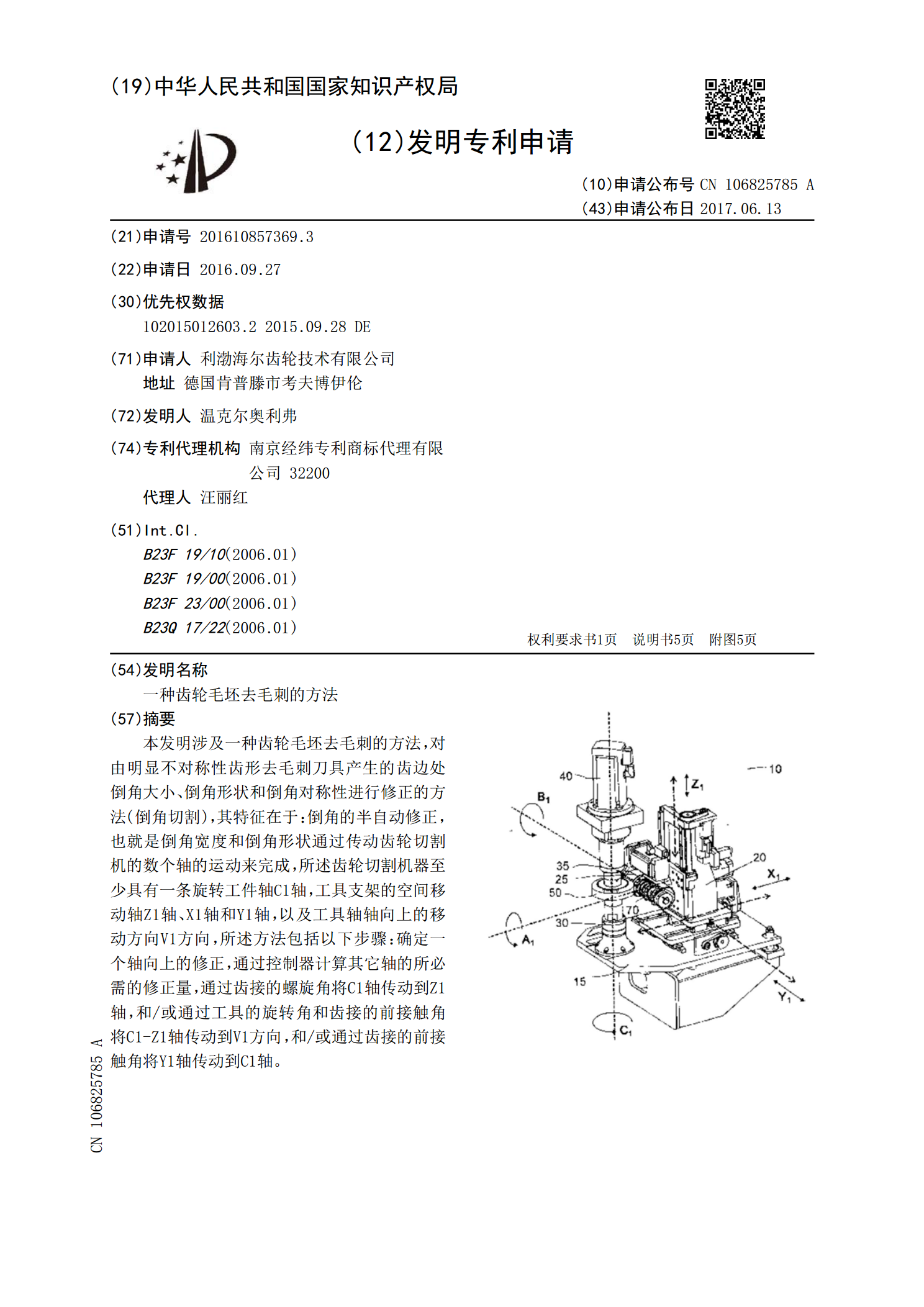
本发明涉及一种齿轮毛坯去毛刺的方法,对由明显不对称性齿形去毛刺刀具产生的齿边处倒角大小、倒角形状和倒角对称性进行修正的方法(倒角切割),其特征在于:倒角的半自动修正,也就是倒角宽度和倒角形状通过传动齿轮切割机的数个轴的运动来完成,所述齿轮切割机器至少具有一条旋转工件轴C1轴,工具支架的空间移动轴Z1轴、X1轴和Y1轴,以及工具轴轴向上的移动方向V1方向,所述方法包括以下步骤:确定一个轴向上的修正,通过控制器计算其它轴的所必需的修正量,通过齿接的螺旋角将C1轴传动到Z1轴,和/或通过工具的旋转角和齿接的前接
齿轮毛坯件去毛刺装置.pdf
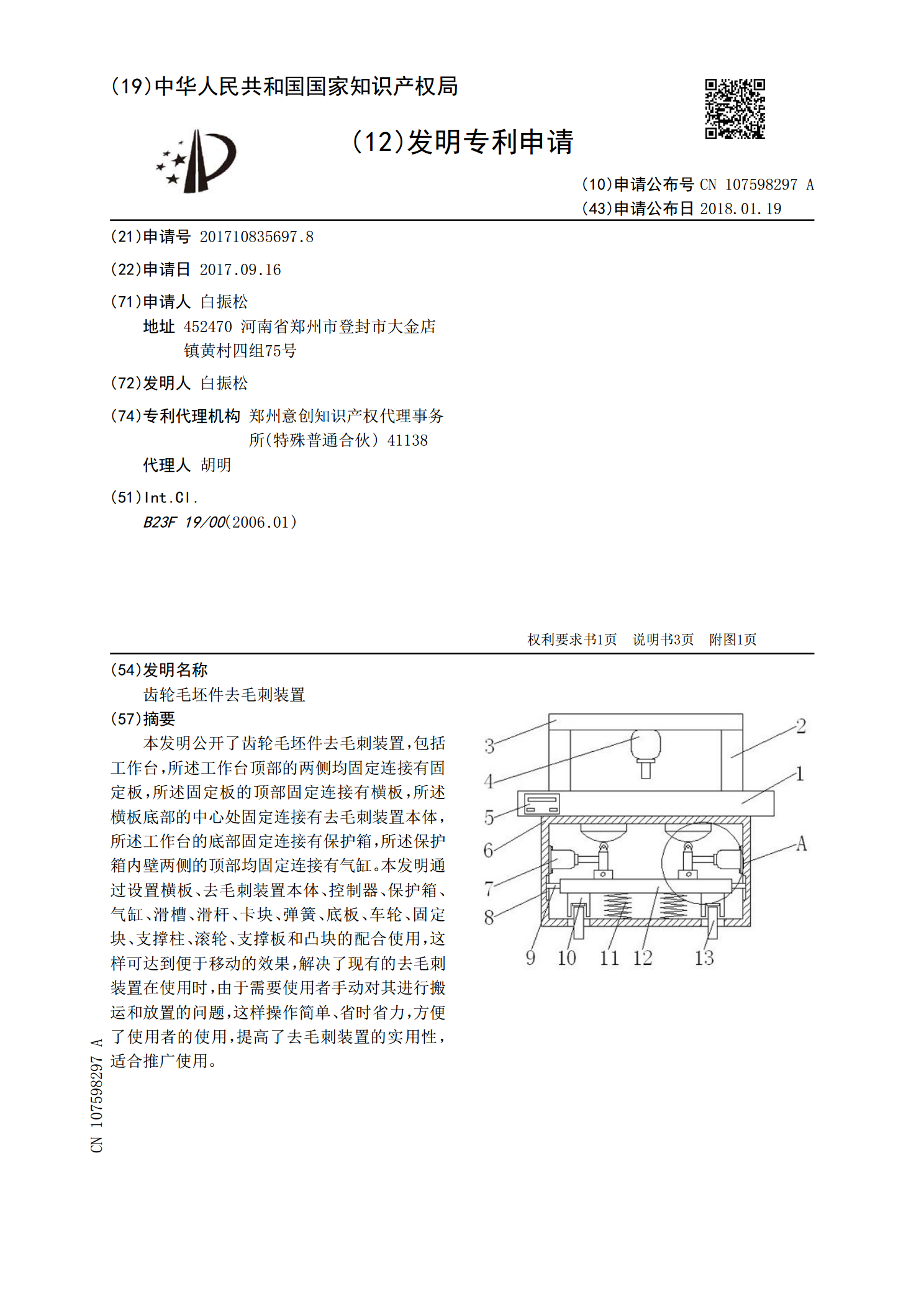
本发明公开了齿轮毛坯件去毛刺装置,包括工作台,所述工作台顶部的两侧均固定连接有固定板,所述固定板的顶部固定连接有横板,所述横板底部的中心处固定连接有去毛刺装置本体,所述工作台的底部固定连接有保护箱,所述保护箱内壁两侧的顶部均固定连接有气缸。本发明通过设置横板、去毛刺装置本体、控制器、保护箱、气缸、滑槽、滑杆、卡块、弹簧、底板、车轮、固定块、支撑柱、滚轮、支撑板和凸块的配合使用,这样可达到便于移动的效果,解决了现有的去毛刺装置在使用时,由于需要使用者手动对其进行搬运和放置的问题,这样操作简单、省时省力,方便
一种齿轮的去毛刺方法.pdf
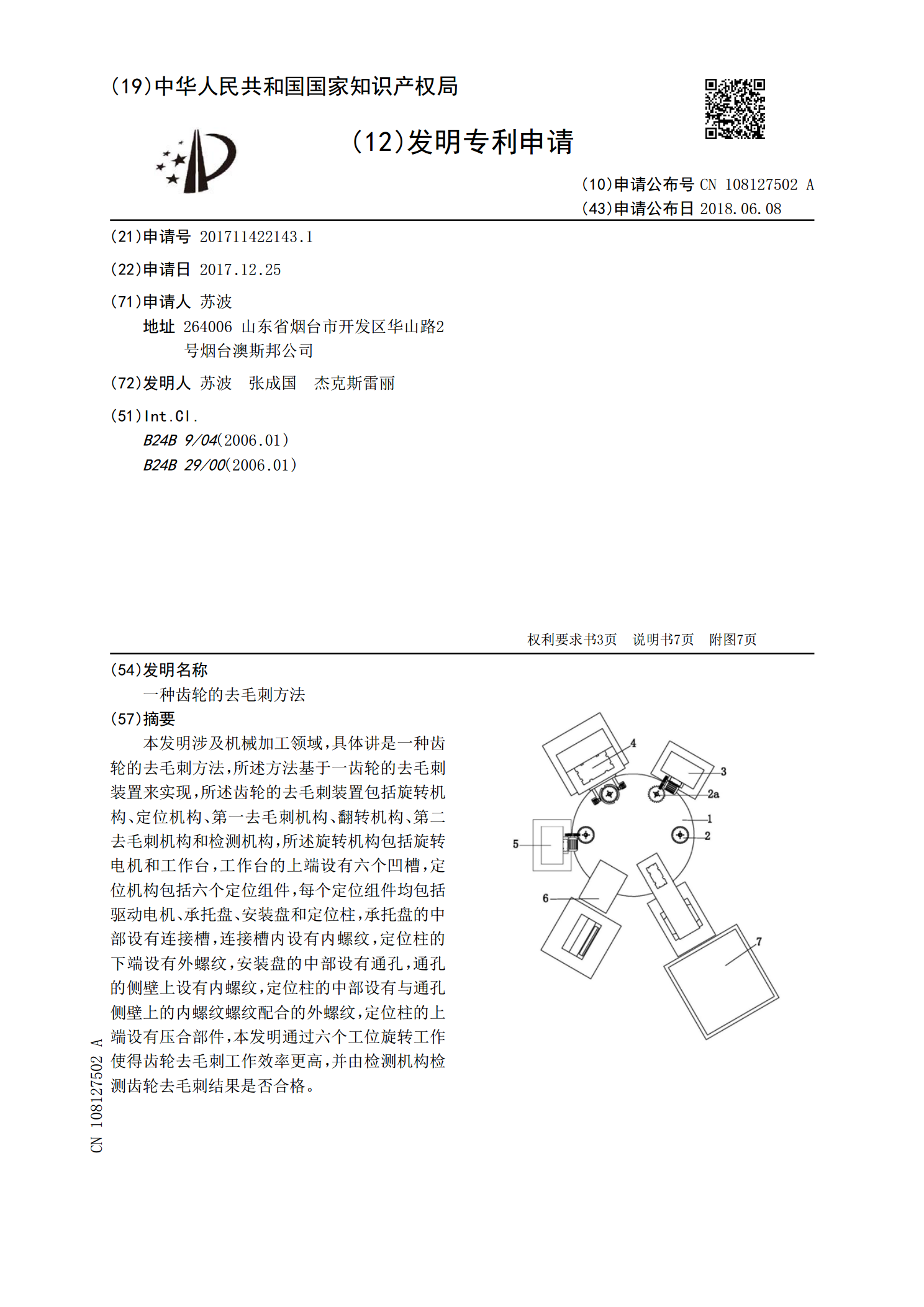
本发明涉及机械加工领域,具体讲是一种齿轮的去毛刺方法,所述方法基于一齿轮的去毛刺装置来实现,所述齿轮的去毛刺装置包括旋转机构、定位机构、第一去毛刺机构、翻转机构、第二去毛刺机构和检测机构,所述旋转机构包括旋转电机和工作台,工作台的上端设有六个凹槽,定位机构包括六个定位组件,每个定位组件均包括驱动电机、承托盘、安装盘和定位柱,承托盘的中部设有连接槽,连接槽内设有内螺纹,定位柱的下端设有外螺纹,安装盘的中部设有通孔,通孔的侧壁上设有内螺纹,定位柱的中部设有与通孔侧壁上的内螺纹螺纹配合的外螺纹,定位柱的上端设有

齿轮去毛刺方法.docx
齿轮去毛刺方法标题:齿轮去毛刺方法摘要:齿轮是一种常见的机械传动元件,用于传递动力和转换运动形式。然而,在制造过程中,齿轮表面常常会出现毛刺,这不仅会降低齿轮的传动效率和使用寿命,还会导致噪音和过早失效。因此,本论文将系统地介绍齿轮去毛刺的方法,包括机械去毛刺、化学去毛刺以及电化学去毛刺等,旨在提供给制造业从业人员和研究人员一个全面了解齿轮去毛刺方法的参考。第一节:引言1.1研究背景1.2研究目的第二节:齿轮毛刺形成原因2.1加工误差2.2材料变形2.3过热和残留应力第三节:机械去毛刺方法3.1打磨3.1
一种滑块毛坯去毛刺装置.pdf
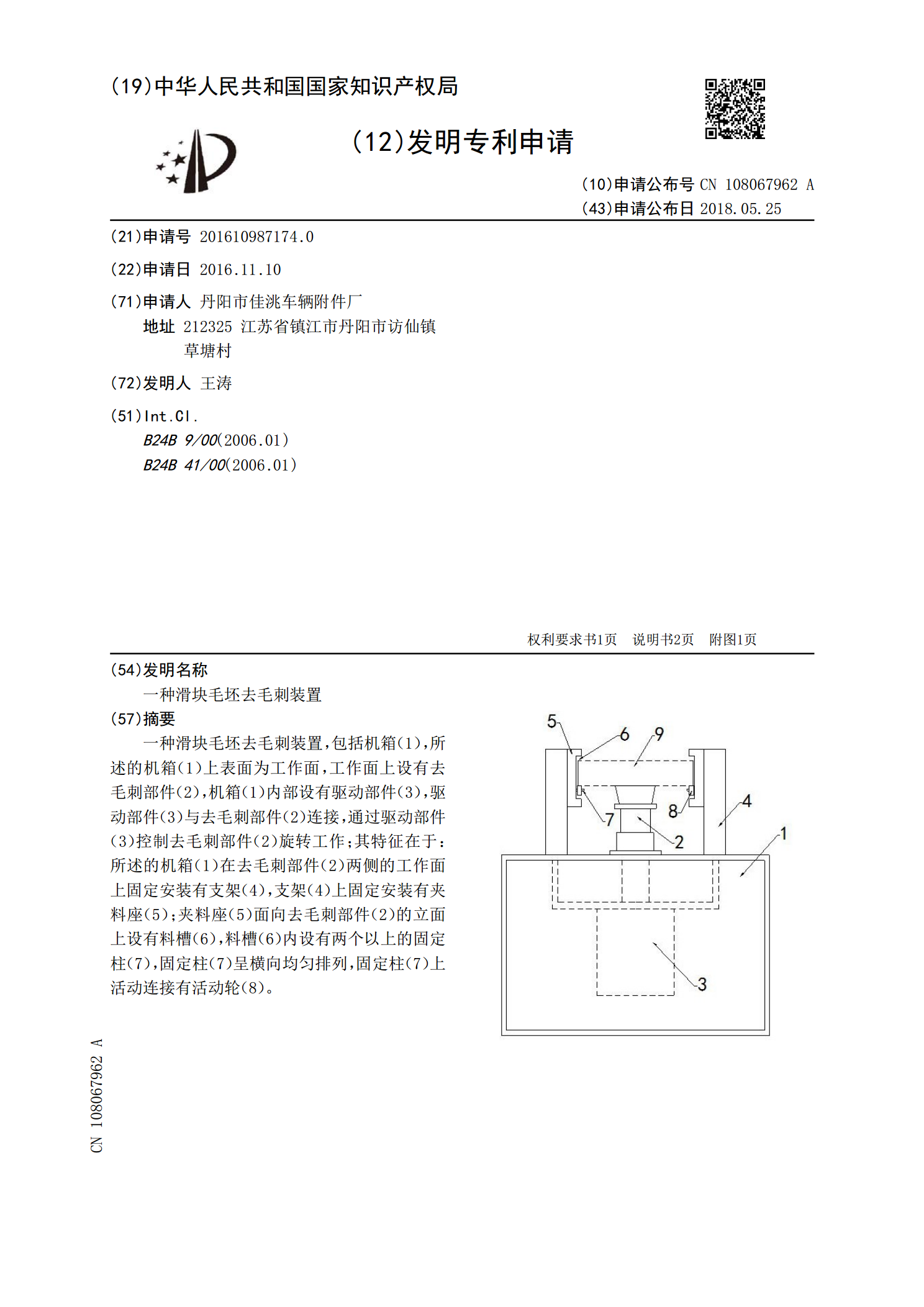
一种滑块毛坯去毛刺装置,包括机箱(1),所述的机箱(1)上表面为工作面,工作面上设有去毛刺部件(2),机箱(1)内部设有驱动部件(3),驱动部件(3)与去毛刺部件(2)连接,通过驱动部件(3)控制去毛刺部件(2)旋转工作;其特征在于:所述的机箱(1)在去毛刺部件(2)两侧的工作面上固定安装有支架(4),支架(4)上固定安装有夹料座(5);夹料座(5)面向去毛刺部件(2)的立面上设有料槽(6),料槽(6)内设有两个以上的固定柱(7),固定柱(7)呈横向均匀排列,固定柱(7)上活动连接有活动轮(8)。