
一种车削加工定位装置.pdf

邻家****mk

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种车削加工定位装置.pdf
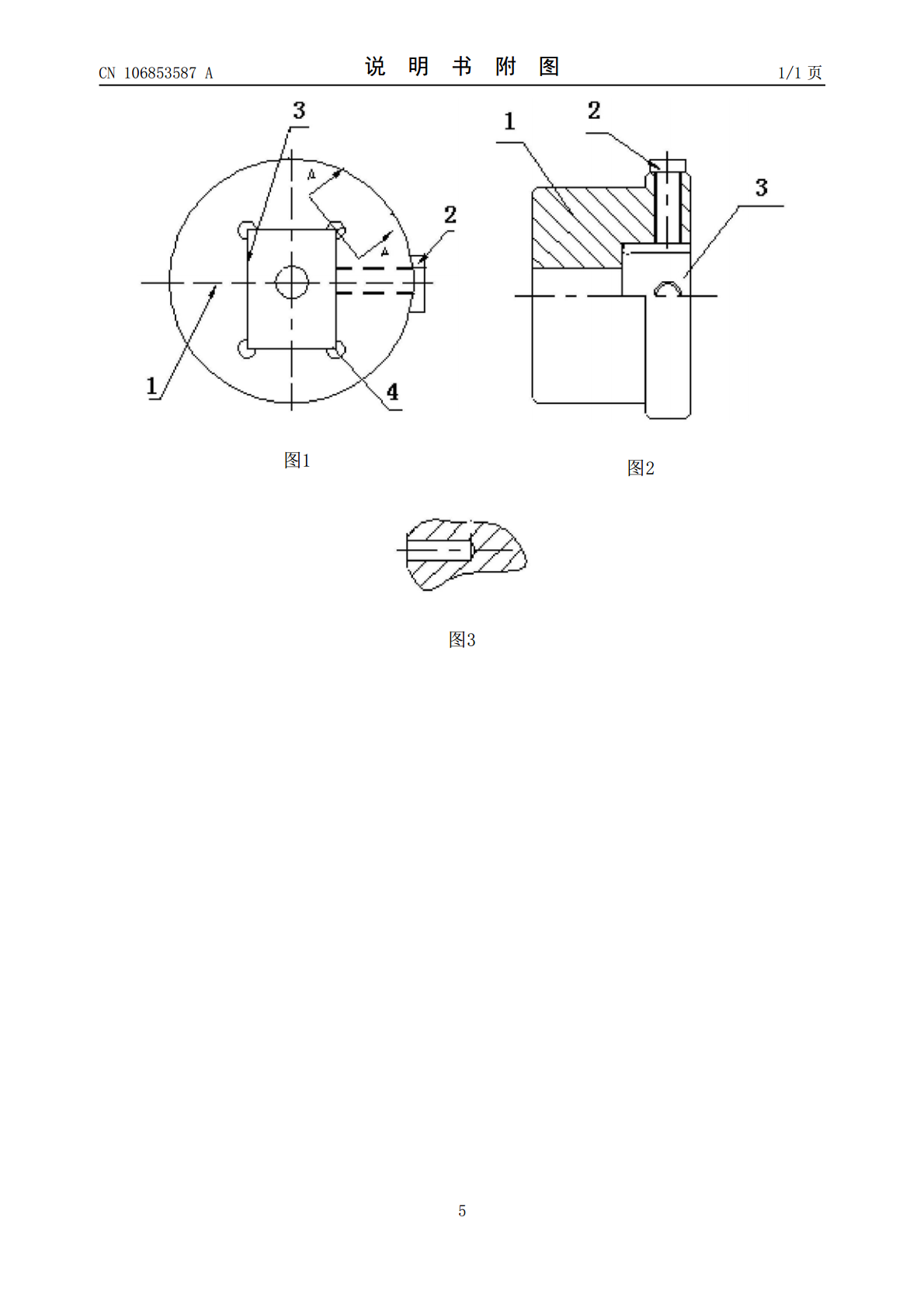
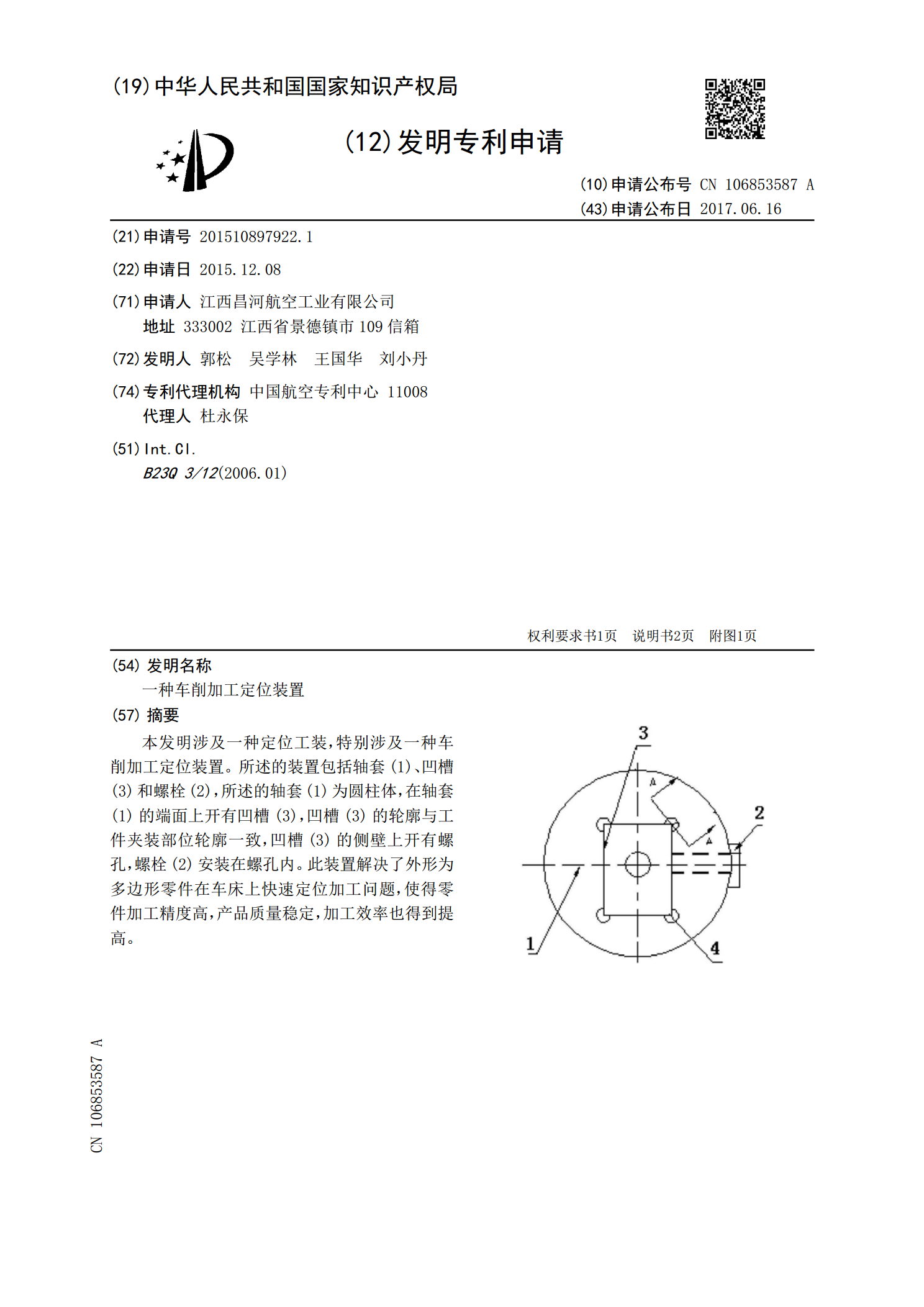
本发明涉及一种定位工装,特别涉及一种车削加工定位装置。所述的装置包括轴套(1)、凹槽(3)和螺栓(2),所述的轴套(1)为圆柱体,在轴套(1)的端面上开有凹槽(3),凹槽(3)的轮廓与工件夹装部位轮廓一致,凹槽(3)的侧壁上开有螺孔,螺栓(2)安装在螺孔内。此装置解决了外形为多边形零件在车床上快速定位加工问题,使得零件加工精度高,产品质量稳定,加工效率也得到提高。
一种用于轴承加工的车削装置.pdf
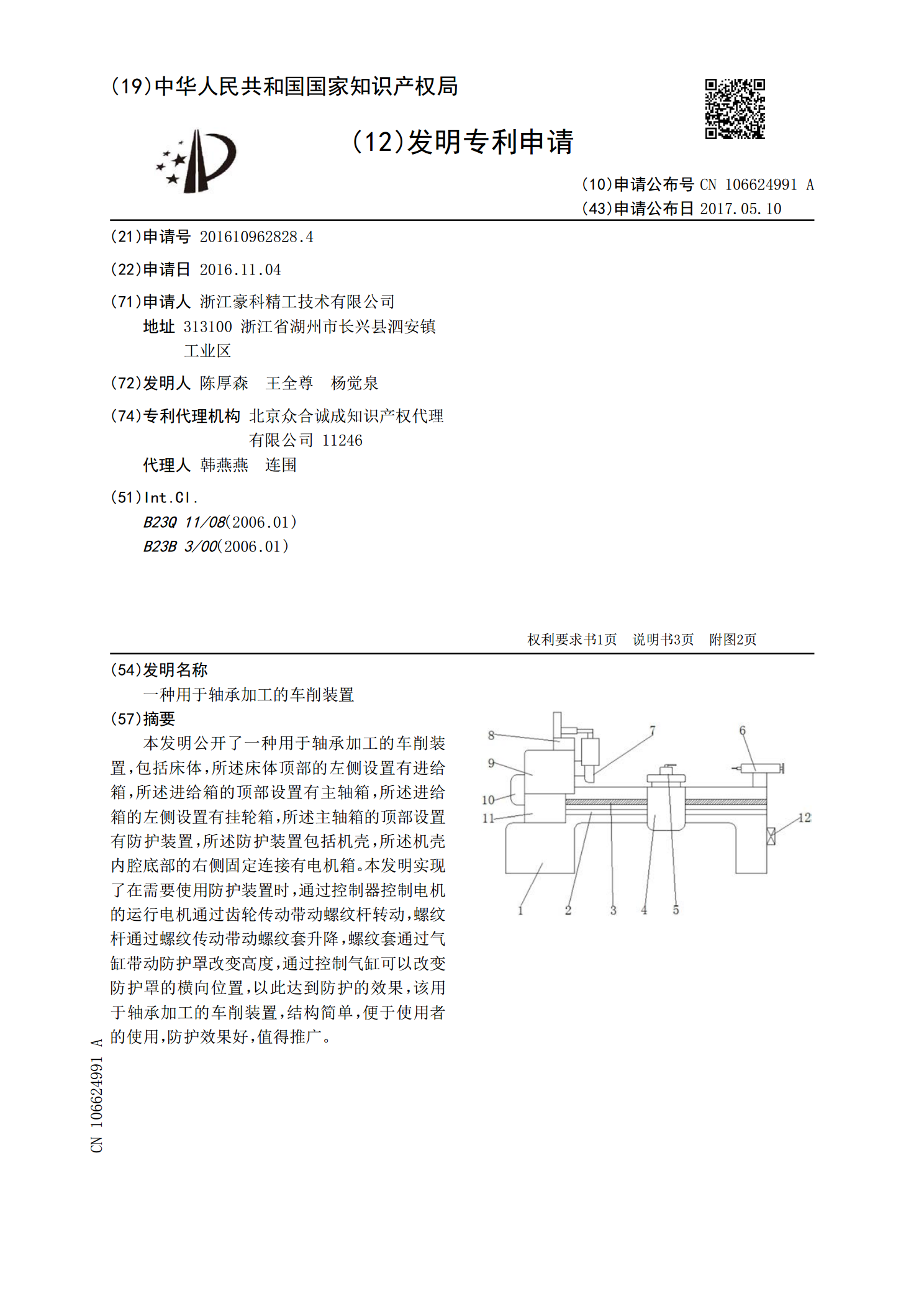
本发明公开了一种用于轴承加工的车削装置,包括床体,所述床体顶部的左侧设置有进给箱,所述进给箱的顶部设置有主轴箱,所述进给箱的左侧设置有挂轮箱,所述主轴箱的顶部设置有防护装置,所述防护装置包括机壳,所述机壳内腔底部的右侧固定连接有电机箱。本发明实现了在需要使用防护装置时,通过控制器控制电机的运行电机通过齿轮传动带动螺纹杆转动,螺纹杆通过螺纹传动带动螺纹套升降,螺纹套通过气缸带动防护罩改变高度,通过控制气缸可以改变防护罩的横向位置,以此达到防护的效果,该用于轴承加工的车削装置,结构简单,便于使用者的使用,防护
车削加工装置.pdf
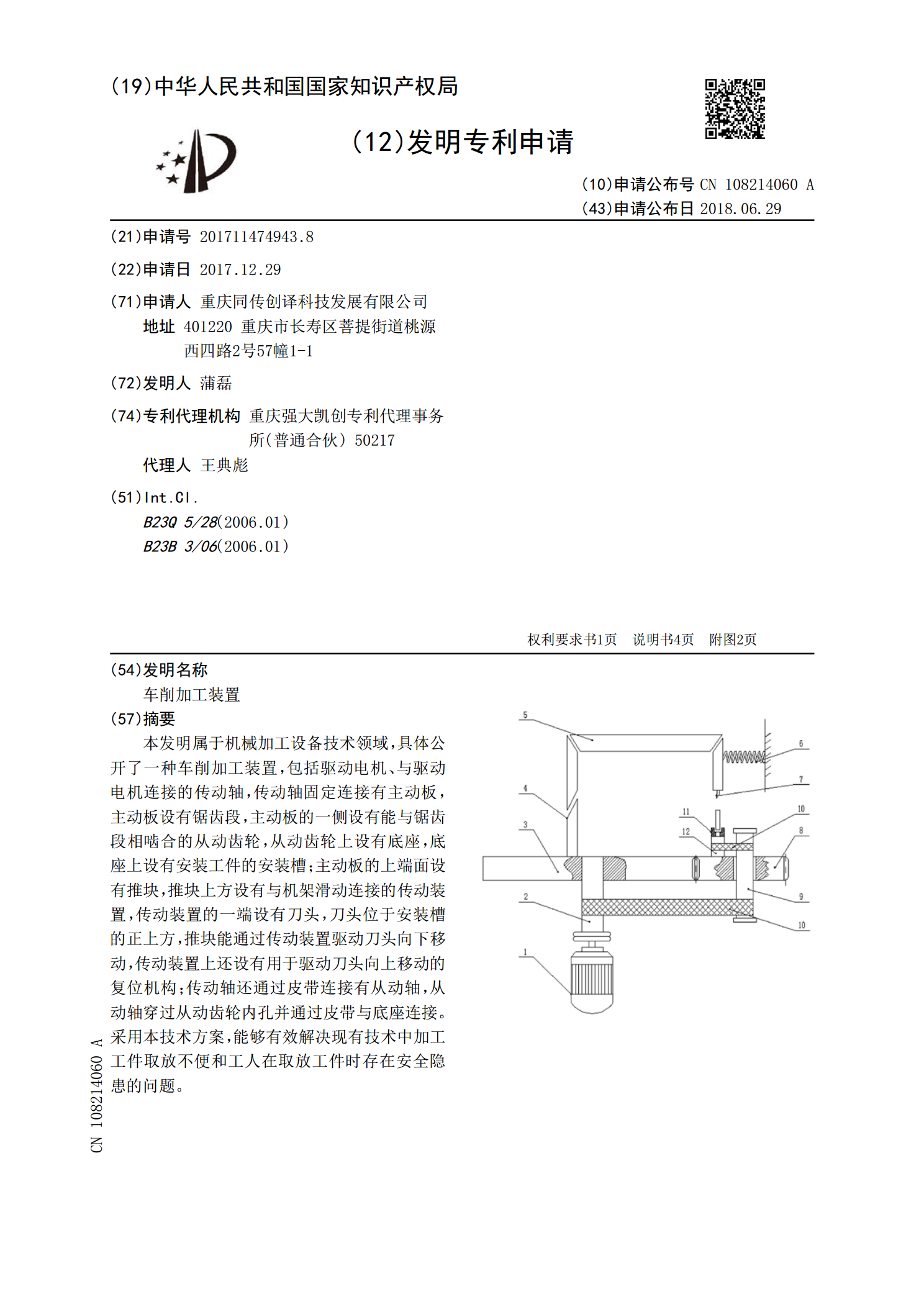
本发明属于机械加工设备技术领域,具体公开了一种车削加工装置,包括驱动电机、与驱动电机连接的传动轴,传动轴固定连接有主动板,主动板设有锯齿段,主动板的一侧设有能与锯齿段相啮合的从动齿轮,从动齿轮上设有底座,底座上设有安装工件的安装槽;主动板的上端面设有推块,推块上方设有与机架滑动连接的传动装置,传动装置的一端设有刀头,刀头位于安装槽的正上方,推块能通过传动装置驱动刀头向下移动,传动装置上还设有用于驱动刀头向上移动的复位机构;传动轴还通过皮带连接有从动轴,从动轴穿过从动齿轮内孔并通过皮带与底座连接。采用本技术

一种利用止口定位的汽轮机转子车削加工辅助夹紧装置.pdf
一种利用止口定位的汽轮机转子车削加工辅助夹紧装置,它涉及一种车削加工辅助夹紧装置,具体涉及一种利用止口定位的汽轮机转子车削加工辅助夹紧装置。本发明为了解决汽轮机转子车削加工中,电端被夹紧部位无法加工,且法兰外圆壁薄、易变形、影响跳动的问题。本发明包括圆柱体,圆柱体上表面的中部设有圆形凸台,圆柱体的外侧壁上开有螺纹孔,圆柱体上表面呈圆形设置有八个通孔。本发明用于汽轮机转子车削加工中。
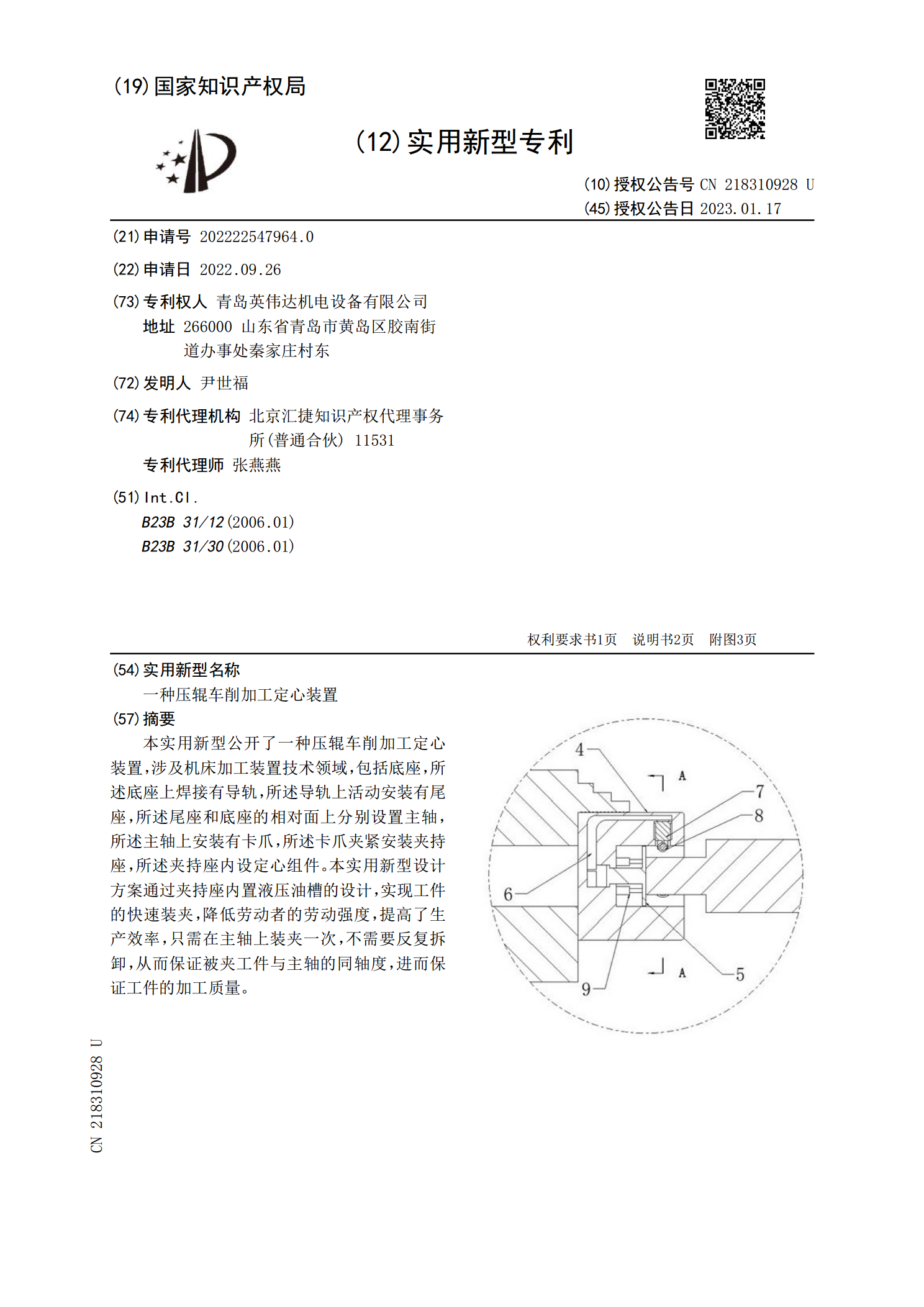
一种压辊车削加工定心装置.pdf
本实用新型公开了一种压辊车削加工定心装置,涉及机床加工装置技术领域,包括底座,所述底座上焊接有导轨,所述导轨上活动安装有尾座,所述尾座和底座的相对面上分别设置主轴,所述主轴上安装有卡爪,所述卡爪夹紧安装夹持座,所述夹持座内设定心组件。本实用新型设计方案通过夹持座内置液压油槽的设计,实现工件的快速装夹,降低劳动者的劳动强度,提高了生产效率,只需在主轴上装夹一次,不需要反复拆卸,从而保证被夹工件与主轴的同轴度,进而保证工件的加工质量。