
一种汽车轮毂以及汽车轮毂的制造方法.pdf

诗文****仙女

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽车轮毂以及汽车轮毂的制造方法.pdf
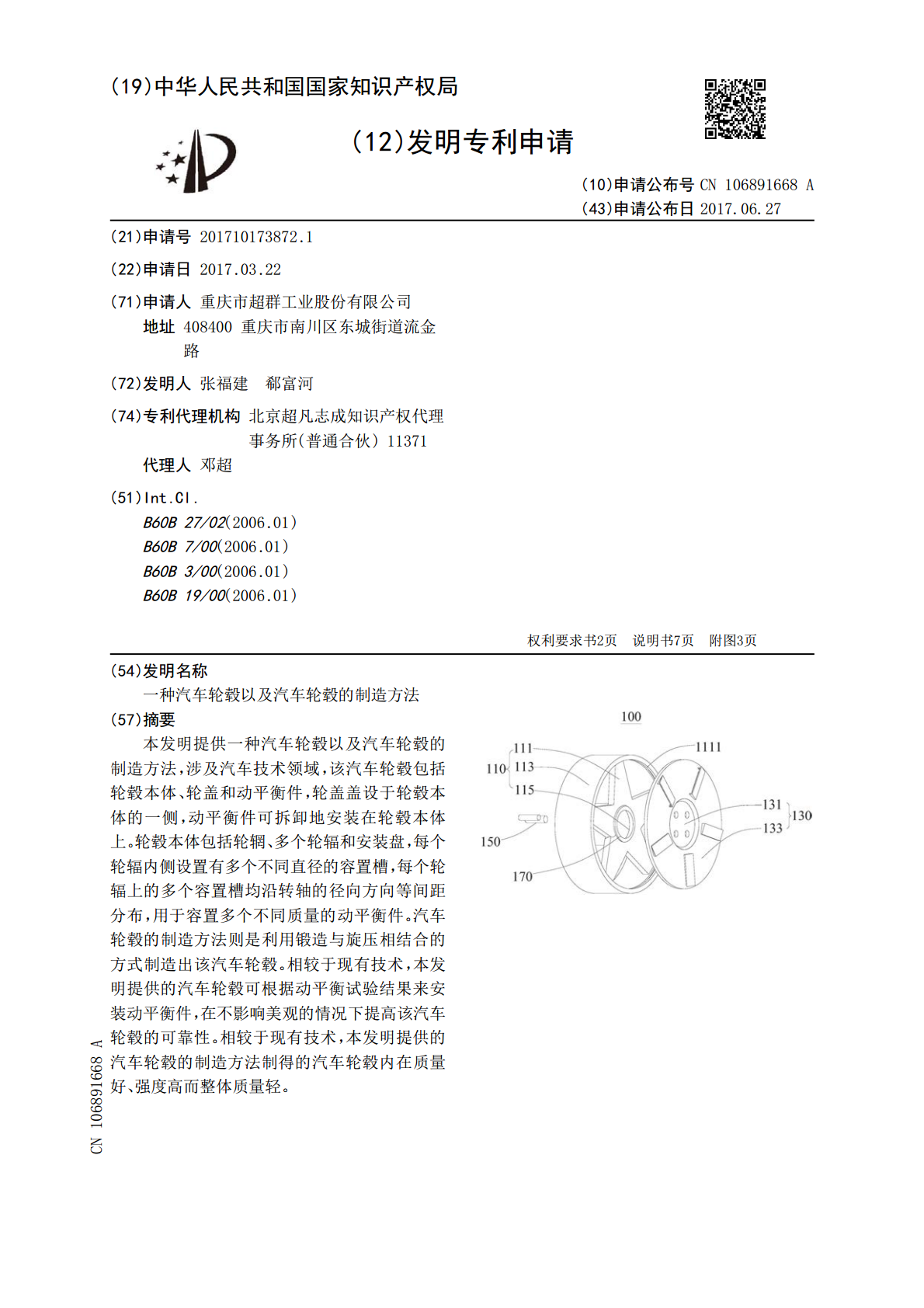
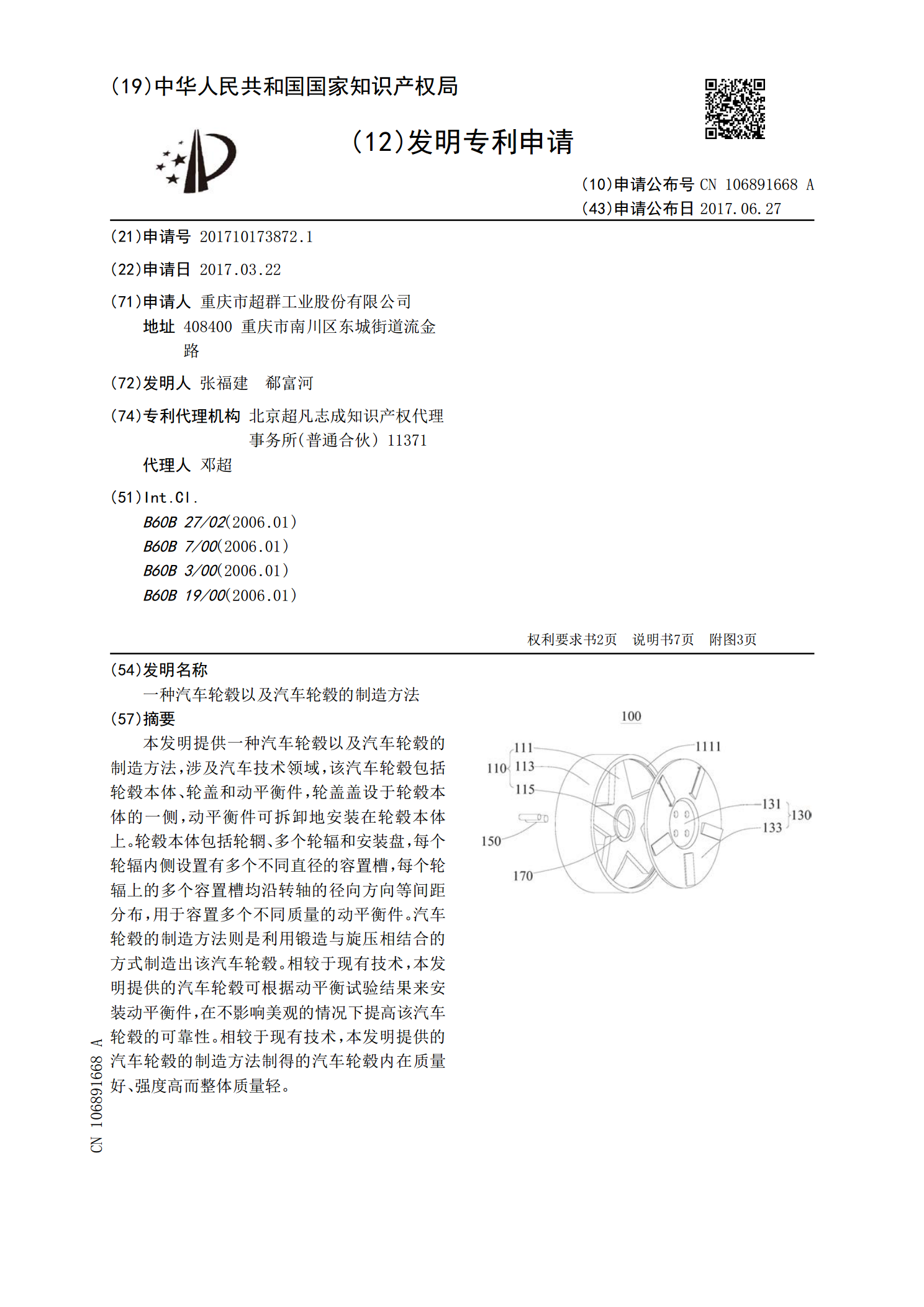
本发明提供一种汽车轮毂以及汽车轮毂的制造方法,涉及汽车技术领域,该汽车轮毂包括轮毂本体、轮盖和动平衡件,轮盖盖设于轮毂本体的一侧,动平衡件可拆卸地安装在轮毂本体上。轮毂本体包括轮辋、多个轮辐和安装盘,每个轮辐内侧设置有多个不同直径的容置槽,每个轮辐上的多个容置槽均沿转轴的径向方向等间距分布,用于容置多个不同质量的动平衡件。汽车轮毂的制造方法则是利用锻造与旋压相结合的方式制造出该汽车轮毂。相较于现有技术,本发明提供的汽车轮毂可根据动平衡试验结果来安装动平衡件,在不影响美观的情况下提高该汽车轮毂的可靠性。相较

一种混杂复合材料汽车轮毂的制造方法以及汽车轮毂.pdf
本发明提供了一种混杂复合材料汽车轮毂的制造方法以及汽车轮毂,涉及轮毂技术领域,该混杂复合材料汽车轮毂的制造方法在轮辋、轮辐以及轮毂本体采用不同的材料,具体地,可根据三者的受力情况合理选择材料,避免使用单一昂贵材料进行制造,降低了材料使用成本,同时综合了多种材料的优异性,进一步提升了此汽车轮毂的性能参数。制造过程可模块化,可降低生产成本,提高生产效率。相较于现有技术,本发明提供的混杂复合材料汽车轮毂的制造方法,生产成本低,生产效率高,且能够增强汽车轮毂的抗冲击能力。
一种轮毂制造设备以及轮毂制造方法.pdf
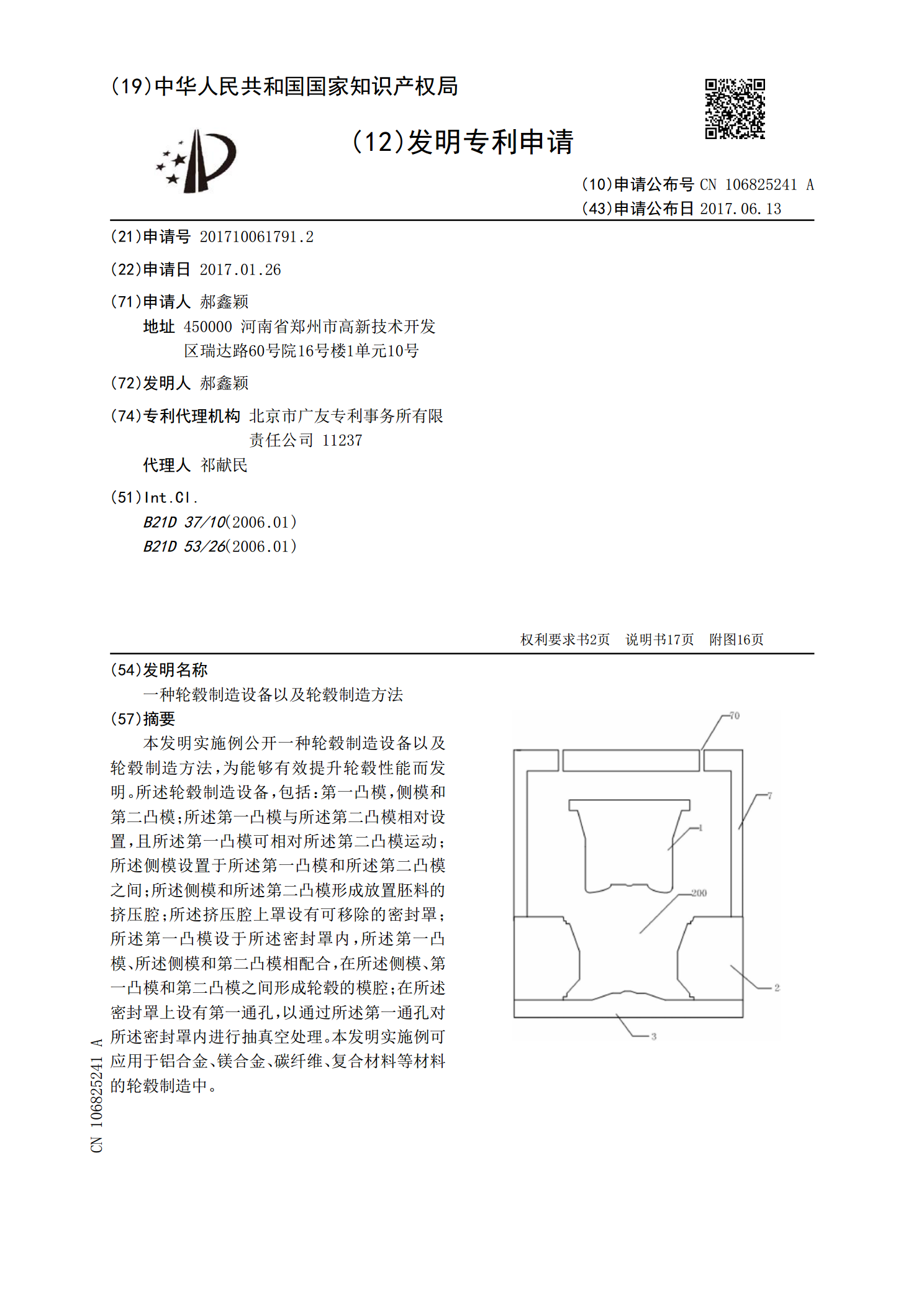
本发明实施例公开一种轮毂制造设备以及轮毂制造方法,为能够有效提升轮毂性能而发明。所述轮毂制造设备,包括:第一凸模,侧模和第二凸模;所述第一凸模与所述第二凸模相对设置,且所述第一凸模可相对所述第二凸模运动;所述侧模设置于所述第一凸模和所述第二凸模之间;所述侧模和所述第二凸模形成放置胚料的挤压腔;所述挤压腔上罩设有可移除的密封罩;所述第一凸模设于所述密封罩内,所述第一凸模、所述侧模和第二凸模相配合,在所述侧模、第一凸模和第二凸模之间形成轮毂的模腔;在所述密封罩上设有第一通孔,以通过所述第一通孔对所述密封罩内进

一种轮毂制造设备以及轮毂制造方法.pdf
本发明公开一种轮毂制造设备以及轮毂制造方法,为能够有效简化轮毂制造工艺并有效提升轮毂性能而发明。所述轮毂制造设备包括:基座,基座上设有导向柱,导向柱上固定有固定板,导向柱上套设有移动板,移动板位于基座和固定板之间;基座上设有底模及侧模,侧模围绕底模设置;移动板与第一液压缸的推杆相连;移动板上设有第一通孔及第二通孔,在移动板下设有套筒;固定板上设有第二液压缸,其推杆穿过第一通孔与冲头模芯连接;冲头模芯位于套筒内且与底模对应;固定板上设有第三液压缸,其推杆穿过第二通孔与翻边模组件相连接,该组件套设于冲头模芯外

一种轮毂制造设备以及轮毂制造方法.pdf
本发明实施例公开一种轮毂制造设备以及轮毂制造方法,为能够利用挤压锻造工艺制造轮毂,有效提升轮毂性能而发明。所述轮毂制造设备,包括:第一凸模,翻边模、侧模和第二凸模;第一凸模与第二凸模相对设置,翻边模套设于第一凸模的外周,侧模设置于第一凸模和第二凸模之间;第一凸模、翻边模可相对第二凸模运动;在侧模、第一凸模和第二凸模相配合时,在侧模、第一凸模和第二凸模之间形成轮毂的模腔;在翻边模、侧模和第二凸模相配合时,在侧模的顶部内侧与翻边模之间形成轮毂的翻边模腔;其中,翻边模和第一凸模同时或分时相对第二凸模运动。本发明