
一种蒸汽轮机外缸撑杆螺纹孔的加工方法.pdf

秋花****姐姐


1/6

2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种蒸汽轮机外缸撑杆螺纹孔的加工方法.pdf
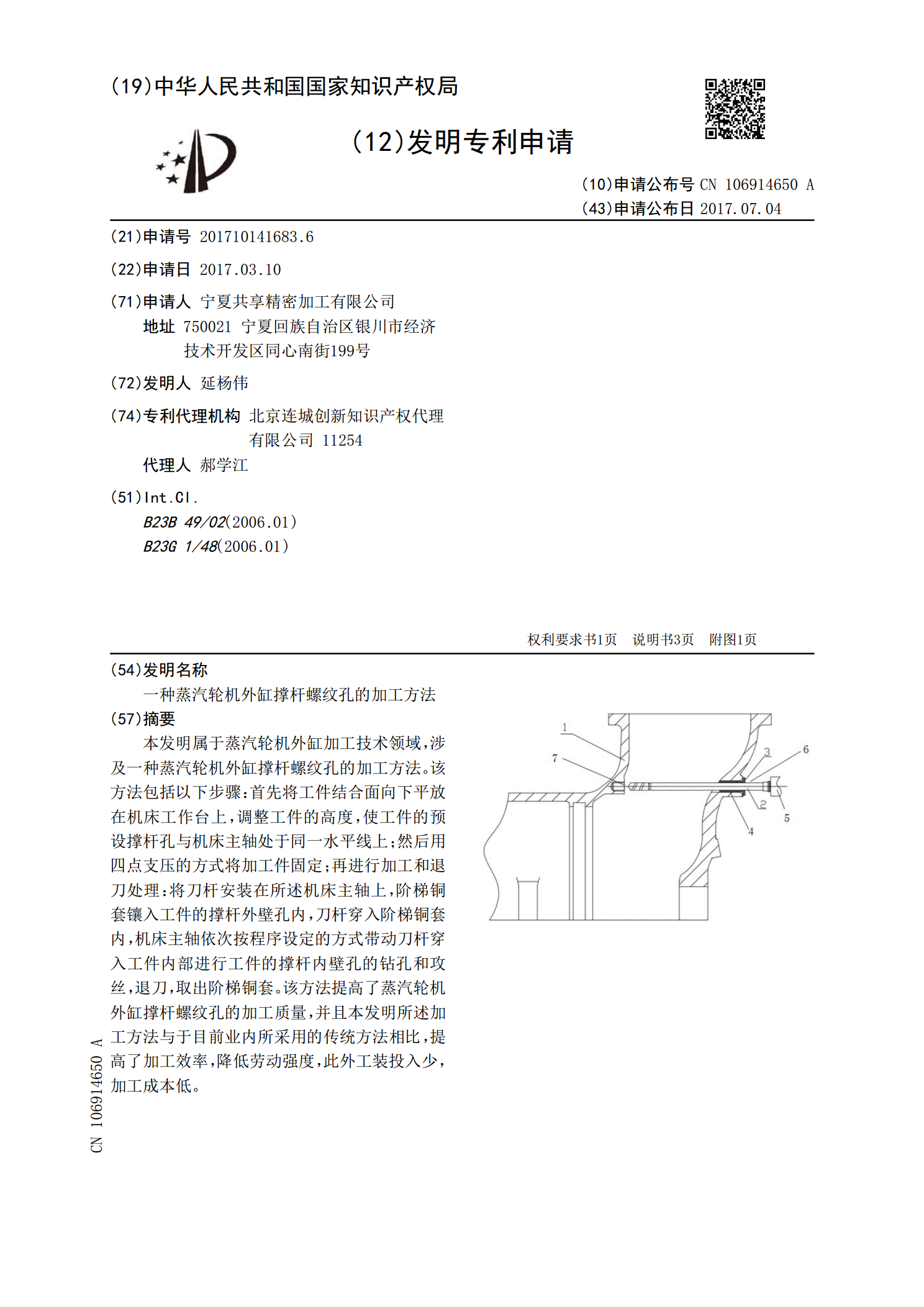
本发明属于蒸汽轮机外缸加工技术领域,涉及一种蒸汽轮机外缸撑杆螺纹孔的加工方法。该方法包括以下步骤:首先将工件结合面向下平放在机床工作台上,调整工件的高度,使工件的预设撑杆孔与机床主轴处于同一水平线上;然后用四点支压的方式将加工件固定;再进行加工和退刀处理:将刀杆安装在所述机床主轴上,阶梯铜套镶入工件的撑杆外壁孔内,刀杆穿入阶梯铜套内,机床主轴依次按程序设定的方式带动刀杆穿入工件内部进行工件的撑杆内壁孔的钻孔和攻丝,退刀,取出阶梯铜套。该方法提高了蒸汽轮机外缸撑杆螺纹孔的加工质量,并且本发明所述加工方法与于
汽轮机外缸加工方法.pdf
本发明汽轮机外缸加工方法涉及机械加工领域,具体涉及汽轮机外缸加工方法,包括以下步骤:毛坯划线,采用数显式三坐标测量机,全面检查毛坯各部余量,划出三条大体中心线;粗加工把合面,镗床粗加工把合面后,进行加工面探伤及硬度检查;沟槽划线,二次返平台使用三坐标测量机划缸体内腔沟槽线;粗加工沟槽,镗缸机粗加工汽缸内部沟槽,镗缸机为专用设备,专门用于加工汽缸沟槽,对于大型汽缸立车难以装卡,内腔过大加工困难,加工精度达不到要求等问题得到很好的解决,安全平稳;本发明操作简单,方便加工,能够保证工件加工质量和加工精度,降低生
一种汽轮机高压缸开档内孔精加工辅助装置及精加工方法.pdf
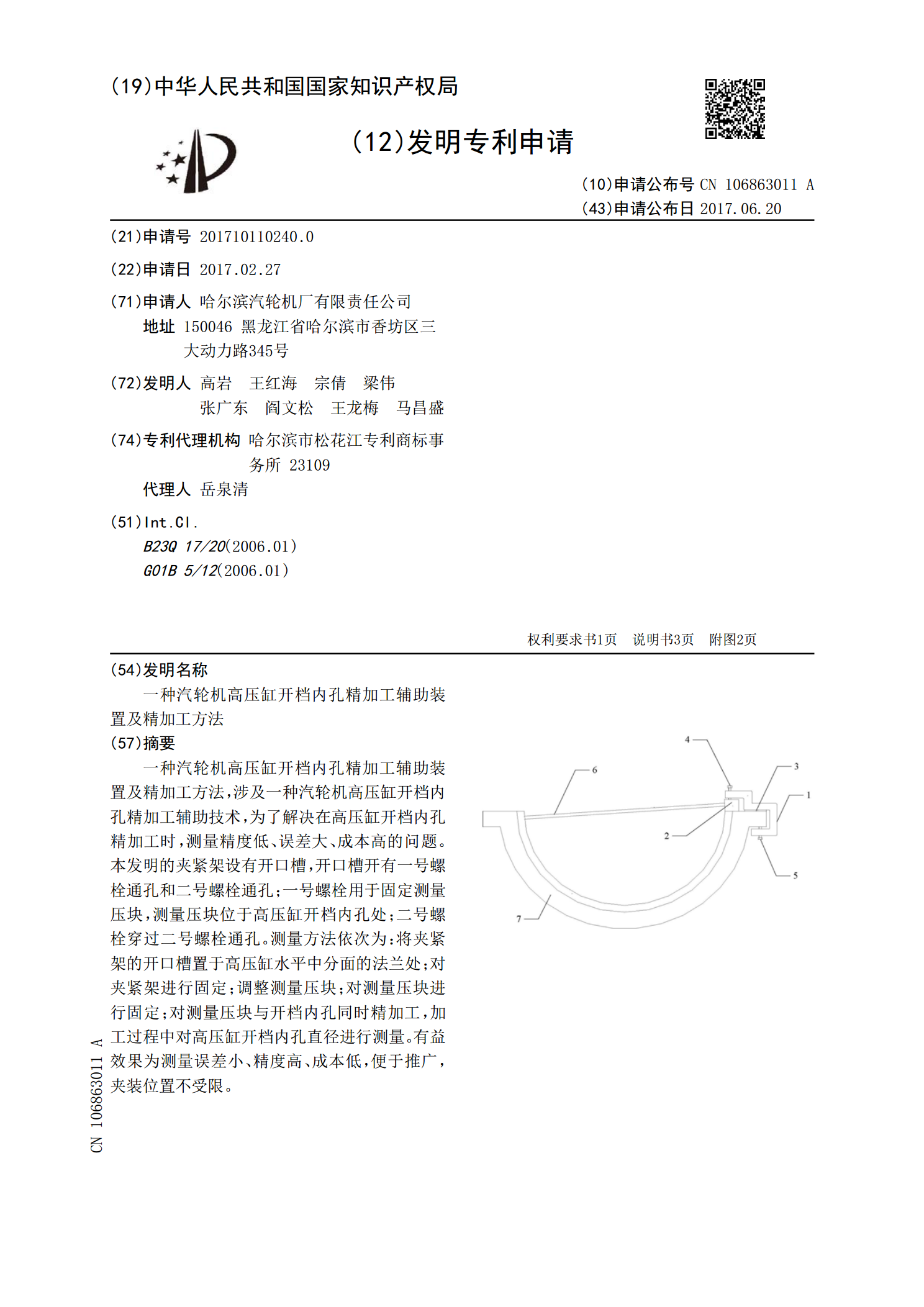
一种汽轮机高压缸开档内孔精加工辅助装置及精加工方法,涉及一种汽轮机高压缸开档内孔精加工辅助技术,为了解决在高压缸开档内孔精加工时,测量精度低、误差大、成本高的问题。本发明的夹紧架设有开口槽,开口槽开有一号螺栓通孔和二号螺栓通孔;一号螺栓用于固定测量压块,测量压块位于高压缸开档内孔处;二号螺栓穿过二号螺栓通孔。测量方法依次为:将夹紧架的开口槽置于高压缸水平中分面的法兰处;对夹紧架进行固定;调整测量压块;对测量压块进行固定;对测量压块与开档内孔同时精加工,加工过程中对高压缸开档内孔直径进行测量。有益效果为测量

汽轮机转子叶轮蒸汽平衡孔加工方法.pdf
汽轮机转子叶轮蒸汽平衡孔加工方法,属于汽轮机转子叶轮加工技术领域。它解决了采用折向钻加工汽轮机转子叶轮蒸汽平衡孔时,由于折向钻的行程有限,无法使用一根钻杆完成所有蒸汽平衡孔的加工的问题。它首先使钻头对准首个待加工转子叶轮的待加工蒸汽平衡孔处;安装蒸汽平衡孔钻模;开始加工转子叶轮的蒸汽平衡孔,直到完成钻头行程所能及的所有待加工转子叶轮的蒸汽平衡孔的加工;在钻头与尾柄之间安装连接杆;继续完成其余待加工转子叶轮的蒸汽平衡孔的加工;退出折向钻,使钻头对准下一个待加工转子叶轮的待加工蒸汽平衡孔处,直至完成待加工转子

一种汽轮机外环零件梯形内螺纹孔加工方法.pdf
一种汽轮机外环零件梯形内螺纹孔加工方法,它涉及一种汽轮机外环零件加工方法,以解决现有电站用汽轮机外环零件的梯形内螺纹孔加工中,采用单个丝锥钻孔,存在单个丝锥与圆弧面存在干涉,易损坏已加工好的圆弧面,以及采用多锥结构的丝锥加工梯形内螺纹孔,存在加工复杂,加工效率低的问题,加工方法的主要步骤为:步骤一、外环零件的装卡找正;步骤二、钻底孔;步骤三、梯形内螺纹孔的螺纹车削;步骤四、梯形内螺纹孔公差带的车削。本发明用于汽轮机外环零件梯形内螺纹孔的加工。