
汽轮机外缸加工方法.pdf

雨星****萌娃

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽轮机外缸加工方法.pdf
本发明汽轮机外缸加工方法涉及机械加工领域,具体涉及汽轮机外缸加工方法,包括以下步骤:毛坯划线,采用数显式三坐标测量机,全面检查毛坯各部余量,划出三条大体中心线;粗加工把合面,镗床粗加工把合面后,进行加工面探伤及硬度检查;沟槽划线,二次返平台使用三坐标测量机划缸体内腔沟槽线;粗加工沟槽,镗缸机粗加工汽缸内部沟槽,镗缸机为专用设备,专门用于加工汽缸沟槽,对于大型汽缸立车难以装卡,内腔过大加工困难,加工精度达不到要求等问题得到很好的解决,安全平稳;本发明操作简单,方便加工,能够保证工件加工质量和加工精度,降低生

汽轮机高中压外缸加工质量探讨.pptx
汇报人:目录PARTONEPARTTWO加工工艺流程关键工序控制加工设备及工具加工过程中的问题及解决方案PARTTHREE材料种类及性能要求材料检验与质量控制材料处理技术材料选择与处理的注意事项PARTFOUR检测标准与检测方法加工质量评估体系常见缺陷及原因分析质量改进措施与建议PARTFIVE加工质量对性能的影响分析性能试验与验证方法性能优化措施与方案加工质量与性能的权衡考虑PARTSIX质量改进的目标与原则质量改进方案制定与实施质量改进效果评估与反馈持续改进的思考与实践PARTSEVEN加工技术的发展
一种蒸汽轮机外缸撑杆螺纹孔的加工方法.pdf
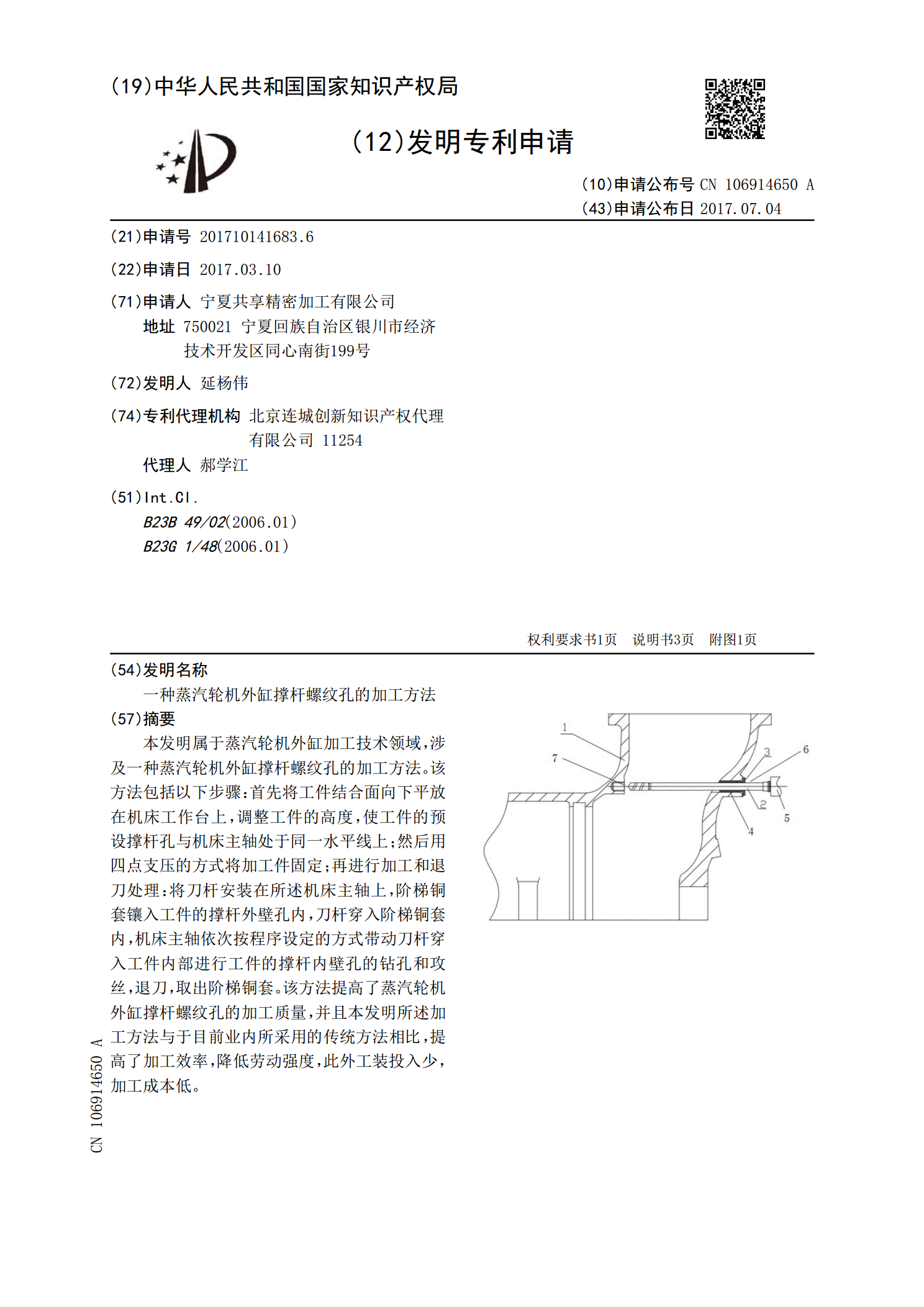
本发明属于蒸汽轮机外缸加工技术领域,涉及一种蒸汽轮机外缸撑杆螺纹孔的加工方法。该方法包括以下步骤:首先将工件结合面向下平放在机床工作台上,调整工件的高度,使工件的预设撑杆孔与机床主轴处于同一水平线上;然后用四点支压的方式将加工件固定;再进行加工和退刀处理:将刀杆安装在所述机床主轴上,阶梯铜套镶入工件的撑杆外壁孔内,刀杆穿入阶梯铜套内,机床主轴依次按程序设定的方式带动刀杆穿入工件内部进行工件的撑杆内壁孔的钻孔和攻丝,退刀,取出阶梯铜套。该方法提高了蒸汽轮机外缸撑杆螺纹孔的加工质量,并且本发明所述加工方法与于
一种用于汽轮机外缸加工用承载装置及其使用方法.pdf
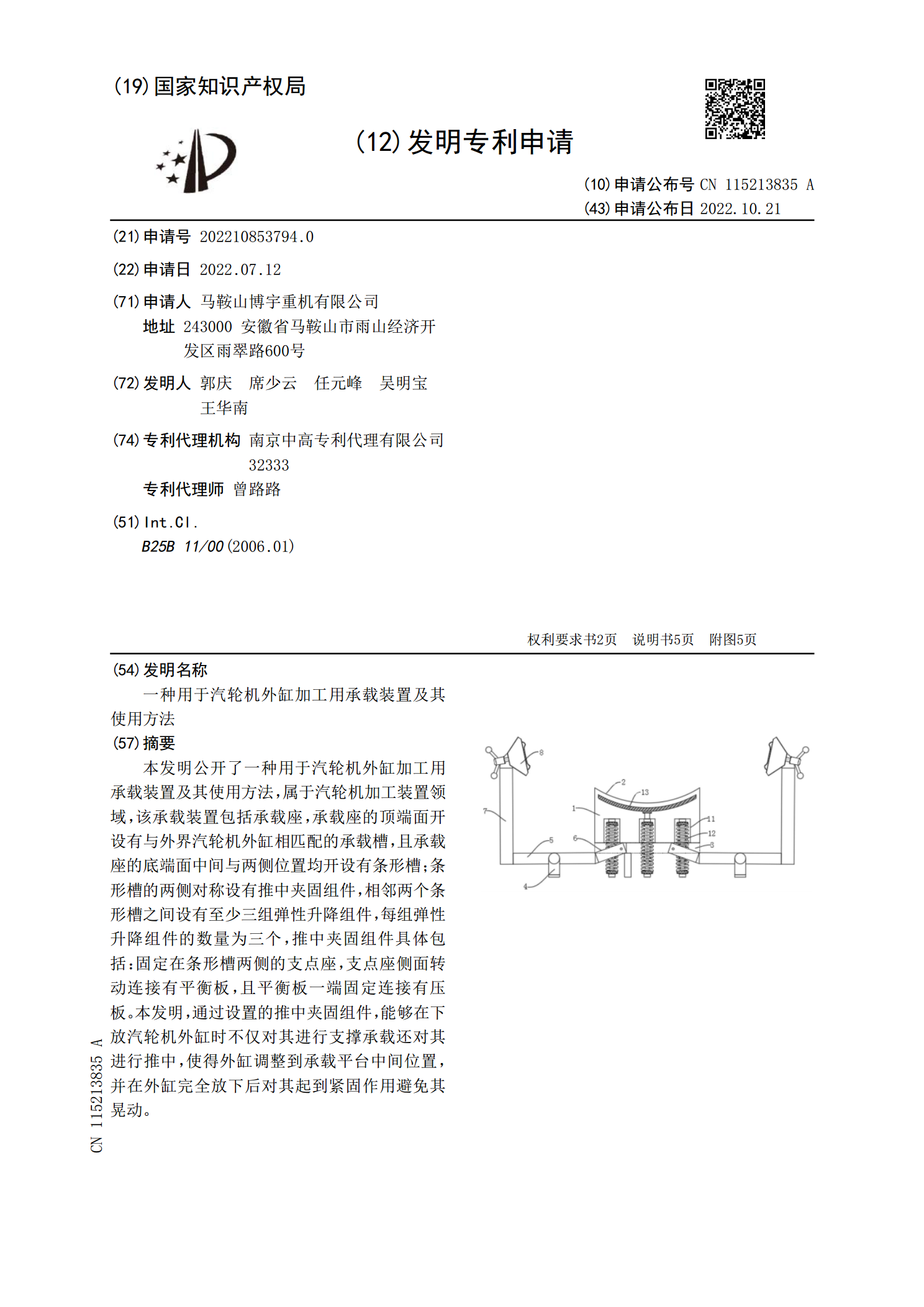
本发明公开了一种用于汽轮机外缸加工用承载装置及其使用方法,属于汽轮机加工装置领域,该承载装置包括承载座,承载座的顶端面开设有与外界汽轮机外缸相匹配的承载槽,且承载座的底端面中间与两侧位置均开设有条形槽;条形槽的两侧对称设有推中夹固组件,相邻两个条形槽之间设有至少三组弹性升降组件,每组弹性升降组件的数量为三个,推中夹固组件具体包括:固定在条形槽两侧的支点座,支点座侧面转动连接有平衡板,且平衡板一端固定连接有压板。本发明,通过设置的推中夹固组件,能够在下放汽轮机外缸时不仅对其进行支撑承载还对其进行推中,使得外

百万千瓦汽轮机高压外缸加工工艺优化.docx
百万千瓦汽轮机高压外缸加工工艺优化百万千瓦汽轮机高压外缸加工工艺优化摘要:汽轮机高压外缸是汽轮机的核心部件之一,其精密加工工艺对于提高汽轮机的效率和可靠性至关重要。本论文对百万千瓦汽轮机高压外缸加工工艺进行优化研究,通过调整工艺参数,提高工艺装备的精度和稳定性,优化刀具的选择和切削参数,以及优化工艺流程,达到提高加工质量和效率的目的。研究结果表明,通过优化工艺参数和刀具选择,可以显著提高汽轮机高压外缸的加工质量和效率。关键词:汽轮机,高压外缸,加工工艺,优化引言汽轮机是一种将热能转化为机械能的装置,是现代