
形成可变厚度板的辊轧成形设备.pdf

一只****签网

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
形成可变厚度板的辊轧成形设备.pdf
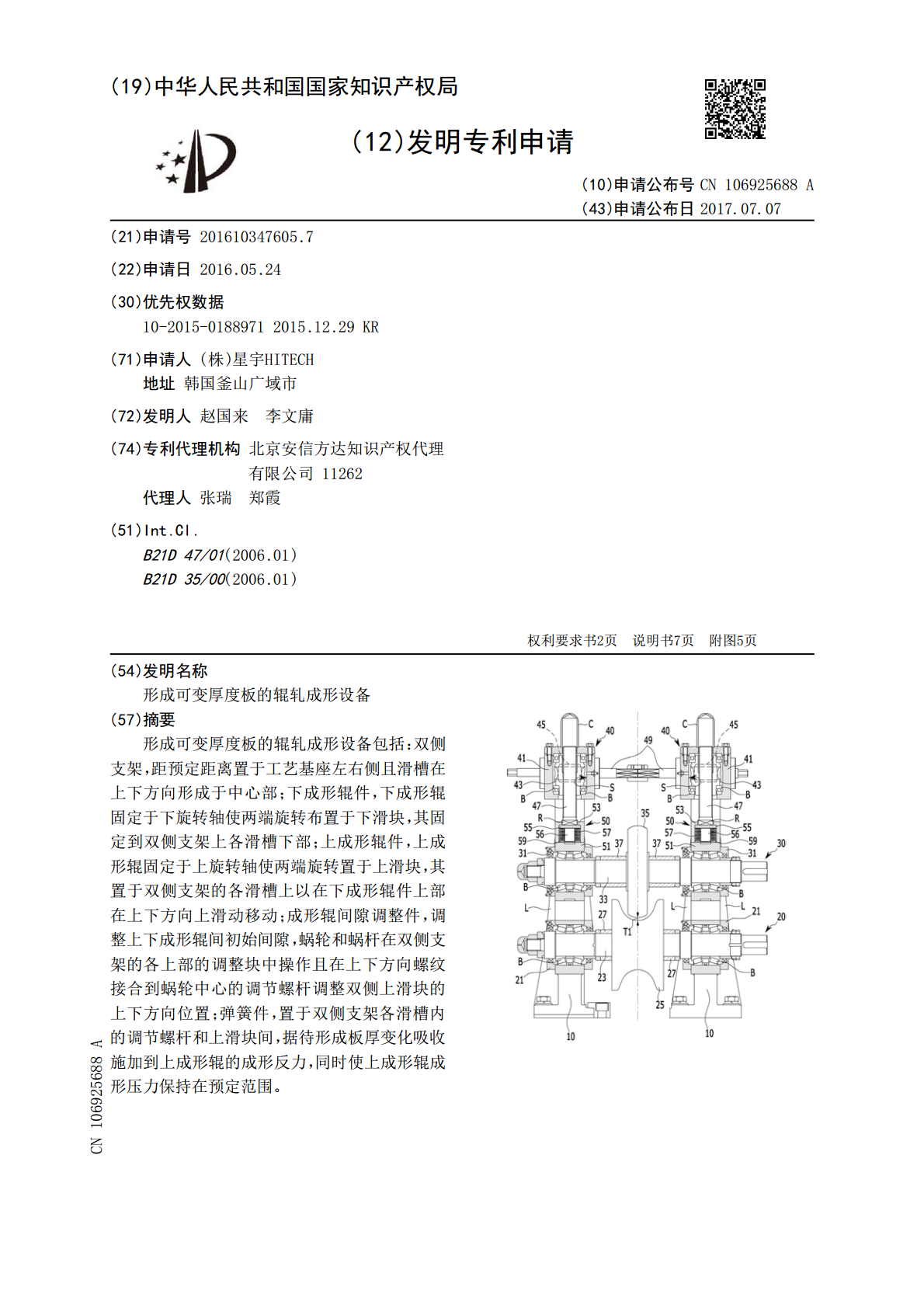
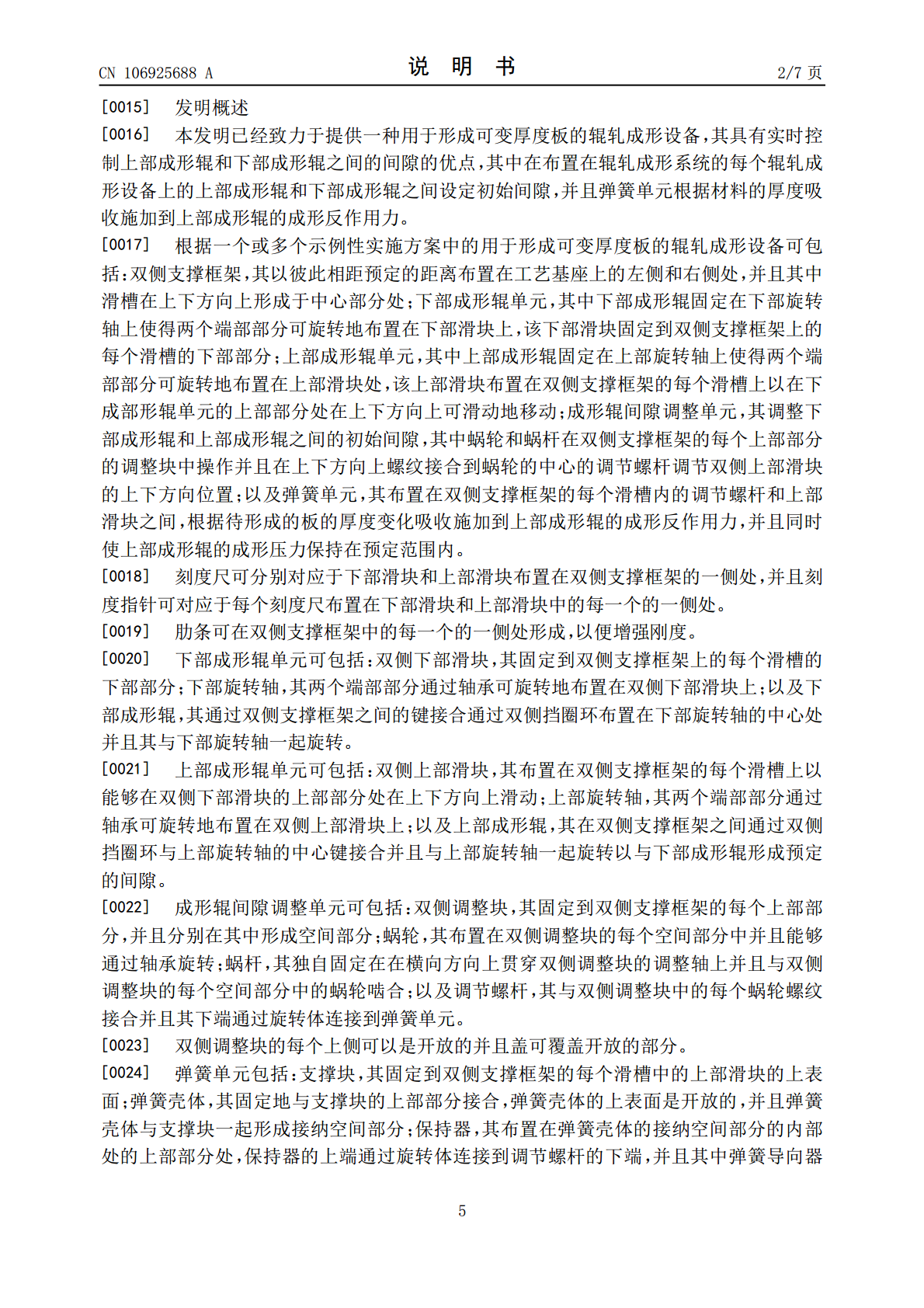
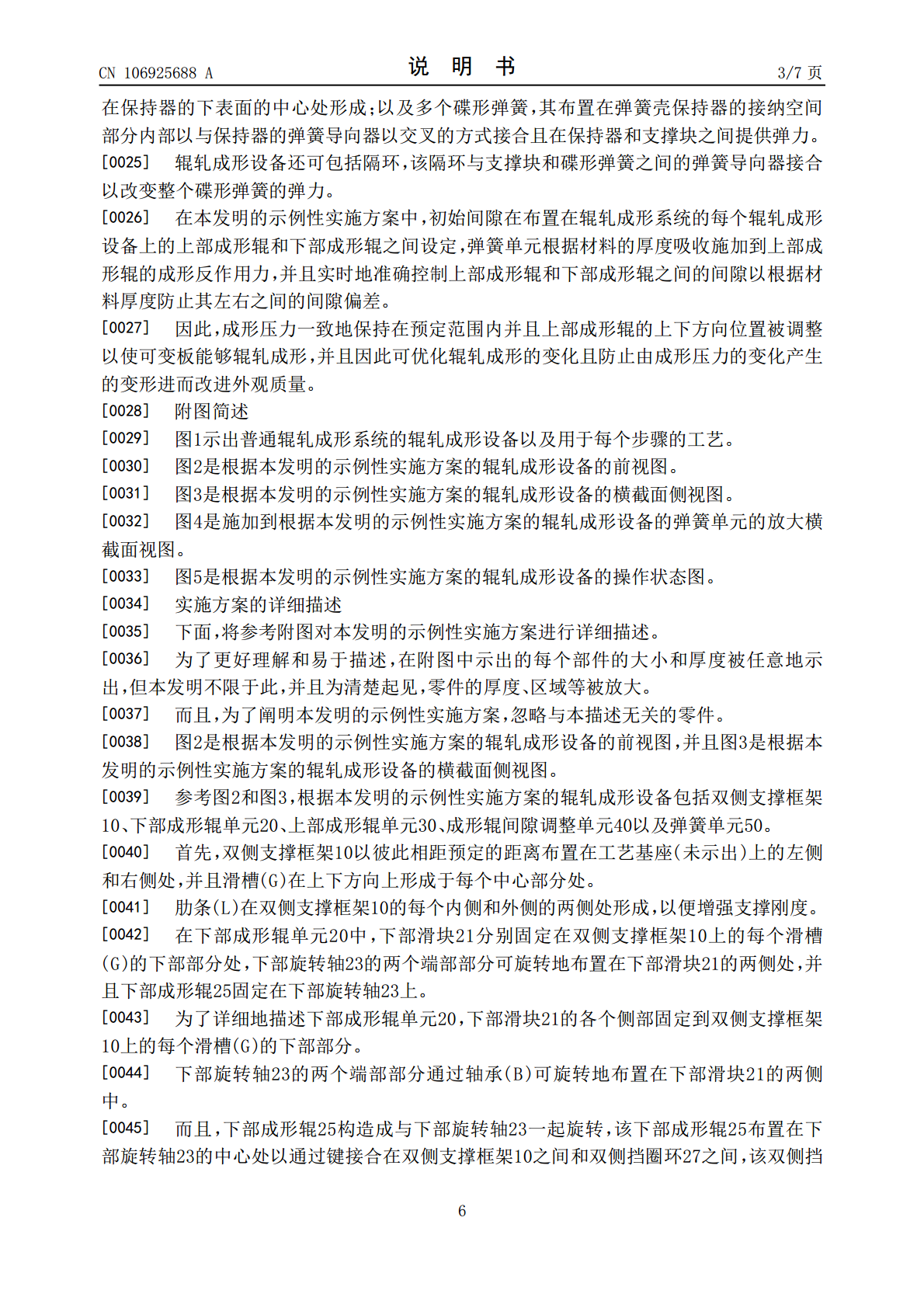
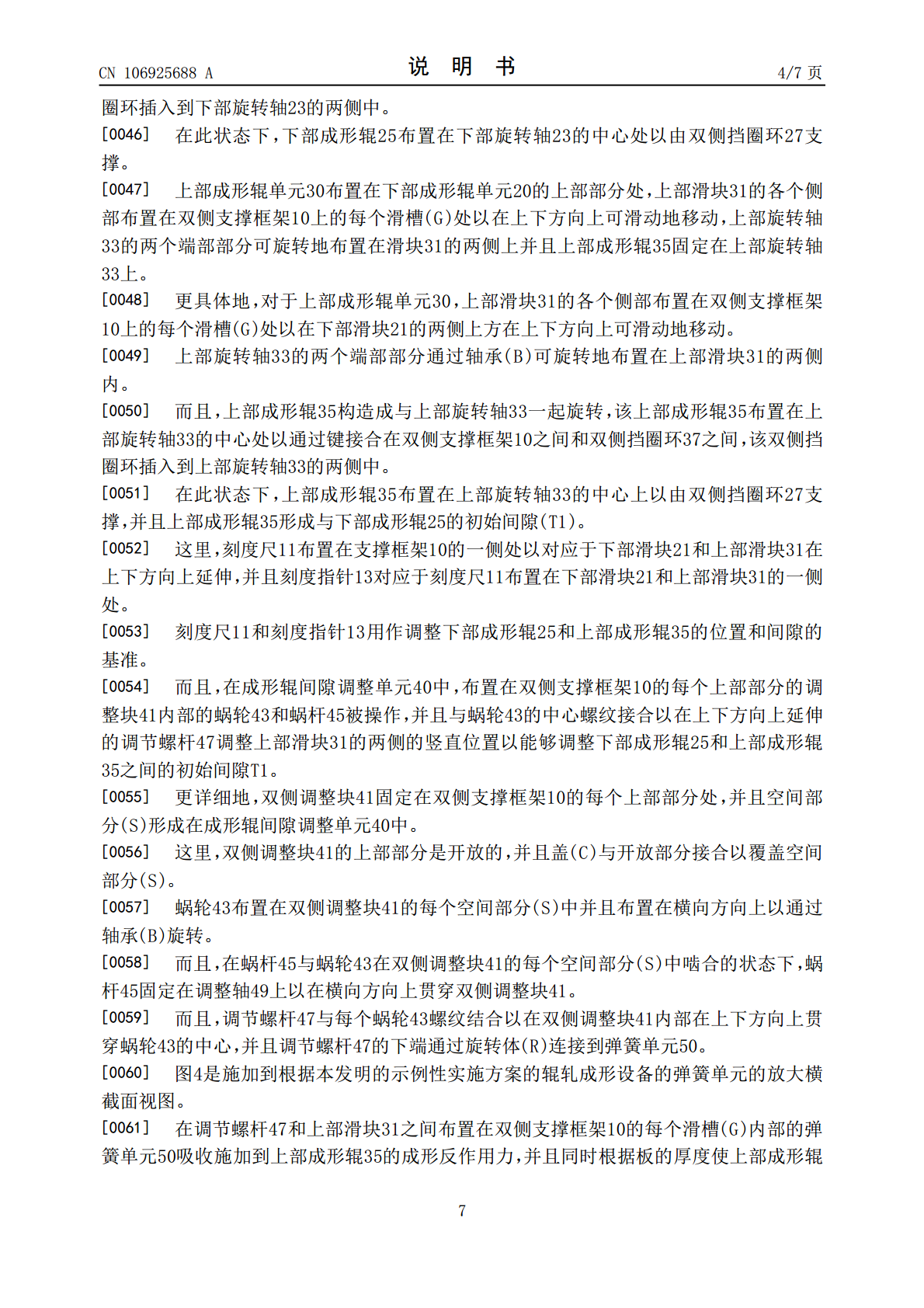
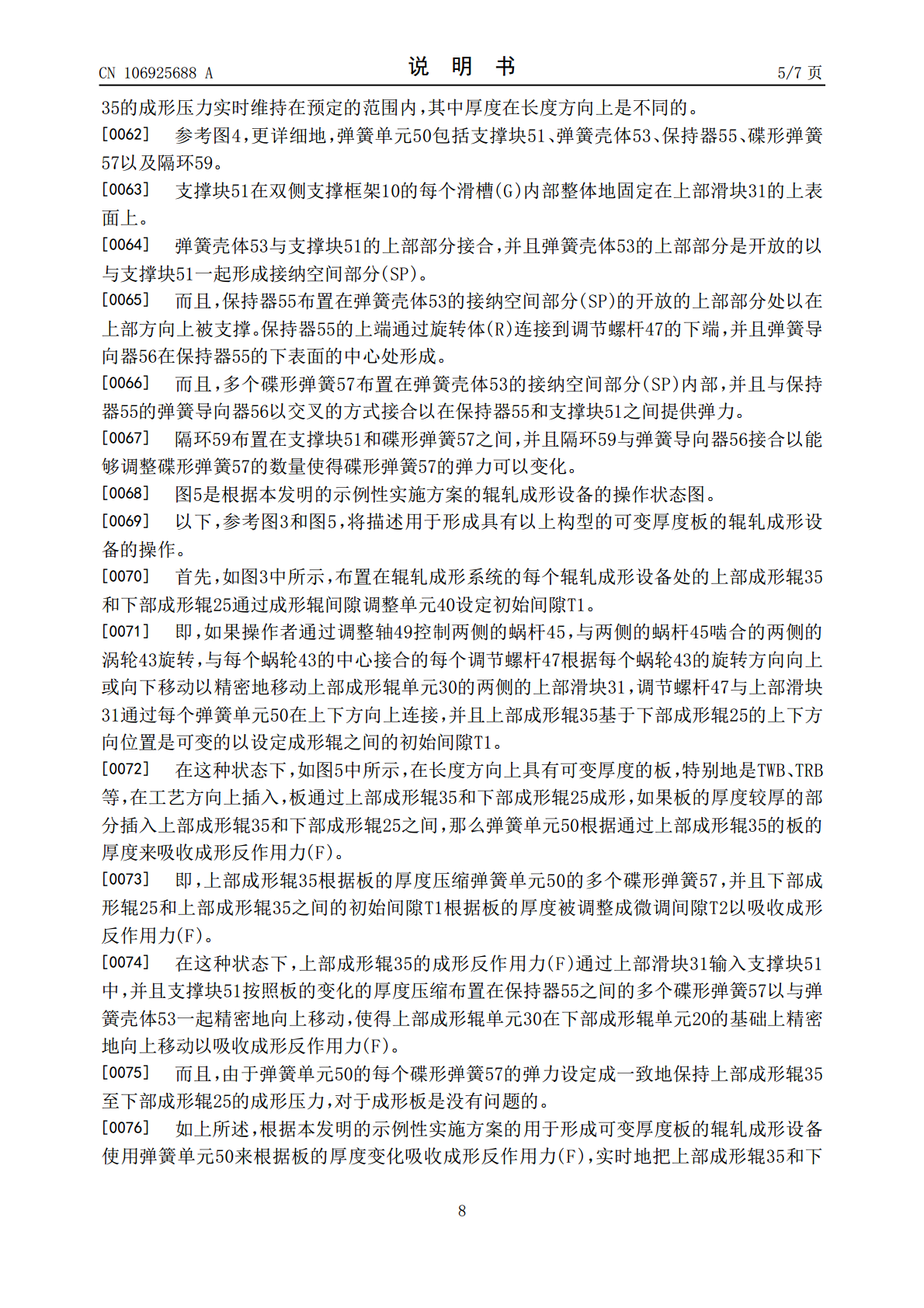
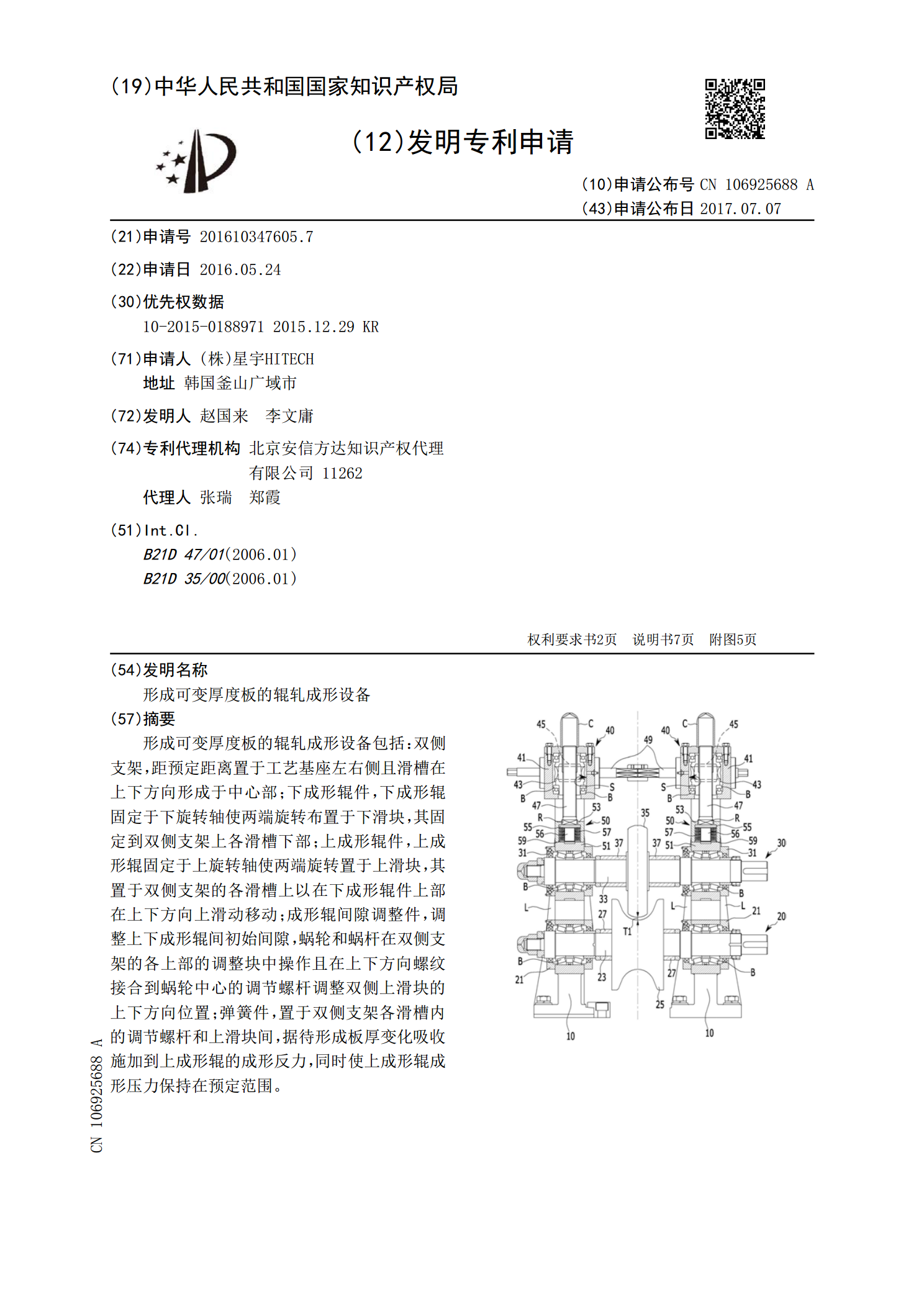
形成可变厚度板的辊轧成形设备包括:双侧支架,距预定距离置于工艺基座左右侧且滑槽在上下方向形成于中心部;下成形辊件,下成形辊固定于下旋转轴使两端旋转布置于下滑块,其固定到双侧支架上各滑槽下部;上成形辊件,上成形辊固定于上旋转轴使两端旋转置于上滑块,其置于双侧支架的各滑槽上以在下成形辊件上部在上下方向上滑动移动;成形辊间隙调整件,调整上下成形辊间初始间隙,蜗轮和蜗杆在双侧支架的各上部的调整块中操作且在上下方向螺纹接合到蜗轮中心的调节螺杆调整双侧上滑块的上下方向位置;弹簧件,置于双侧支架各滑槽内的调节螺杆和上滑
立式液压机的变截面厚度薄板热辊轧成形方法.pdf
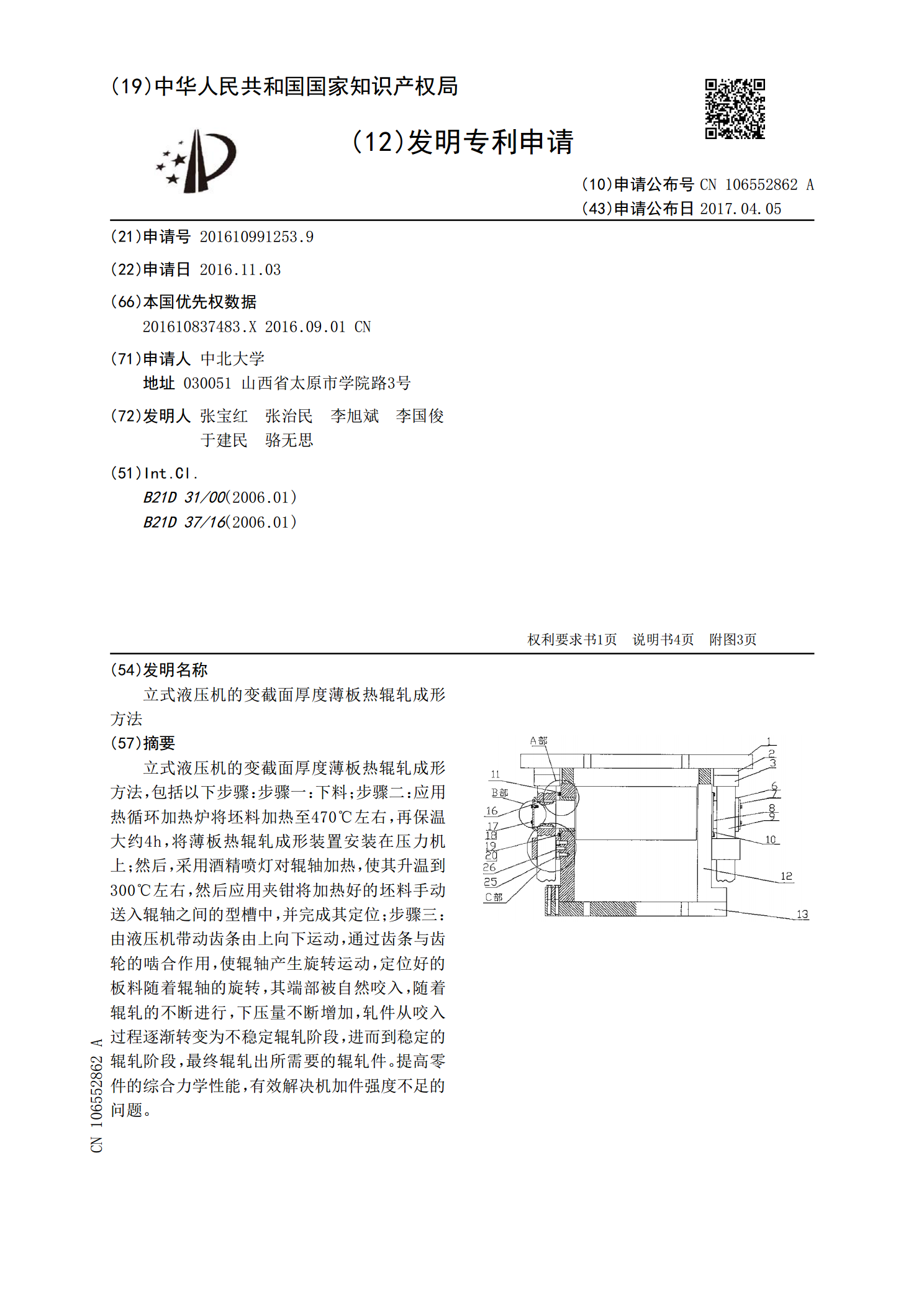
立式液压机的变截面厚度薄板热辊轧成形方法,包括以下步骤:步骤一:下料;步骤二:应用热循环加热炉将坯料加热至470℃左右,再保温大约4h,将薄板热辊轧成形装置安装在压力机上;然后,采用酒精喷灯对辊轴加热,使其升温到300℃左右,然后应用夹钳将加热好的坯料手动送入辊轴之间的型槽中,并完成其定位;步骤三:由液压机带动齿条由上向下运动,通过齿条与齿轮的啮合作用,使辊轴产生旋转运动,定位好的板料随着辊轴的旋转,其端部被自然咬入,随着辊轧的不断进行,下压量不断增加,轧件从咬入过程逐渐转变为不稳定辊轧阶段,进而到稳定的

辊轧成形管的制造.pdf
一种接缝引导组件(1),其构造成在将金属带材(102)的纵向边缘(101)在焊接管辊轧成形设备(200)的焊接部段(201)中焊接在一起之前将金属带材(102)的纵向边缘(101)保持在适当的位置,所述接缝引导组件包括前接缝引导尖端部件(2),贯穿通道(6)设置在保持器(3)中,所述通道具有位于保持器的所述第一侧(5)上、邻近前接缝引导尖端部件(2)的入口开口(7)以及位于保持器的第二侧(9)上的出口开口(8),所述出口开口构造成连接到真空源;一种焊接管辊轧成形设备(200),其包括真空抽出部段(205)
立式液压机的变截面厚度薄板热辊轧成形装置.pdf
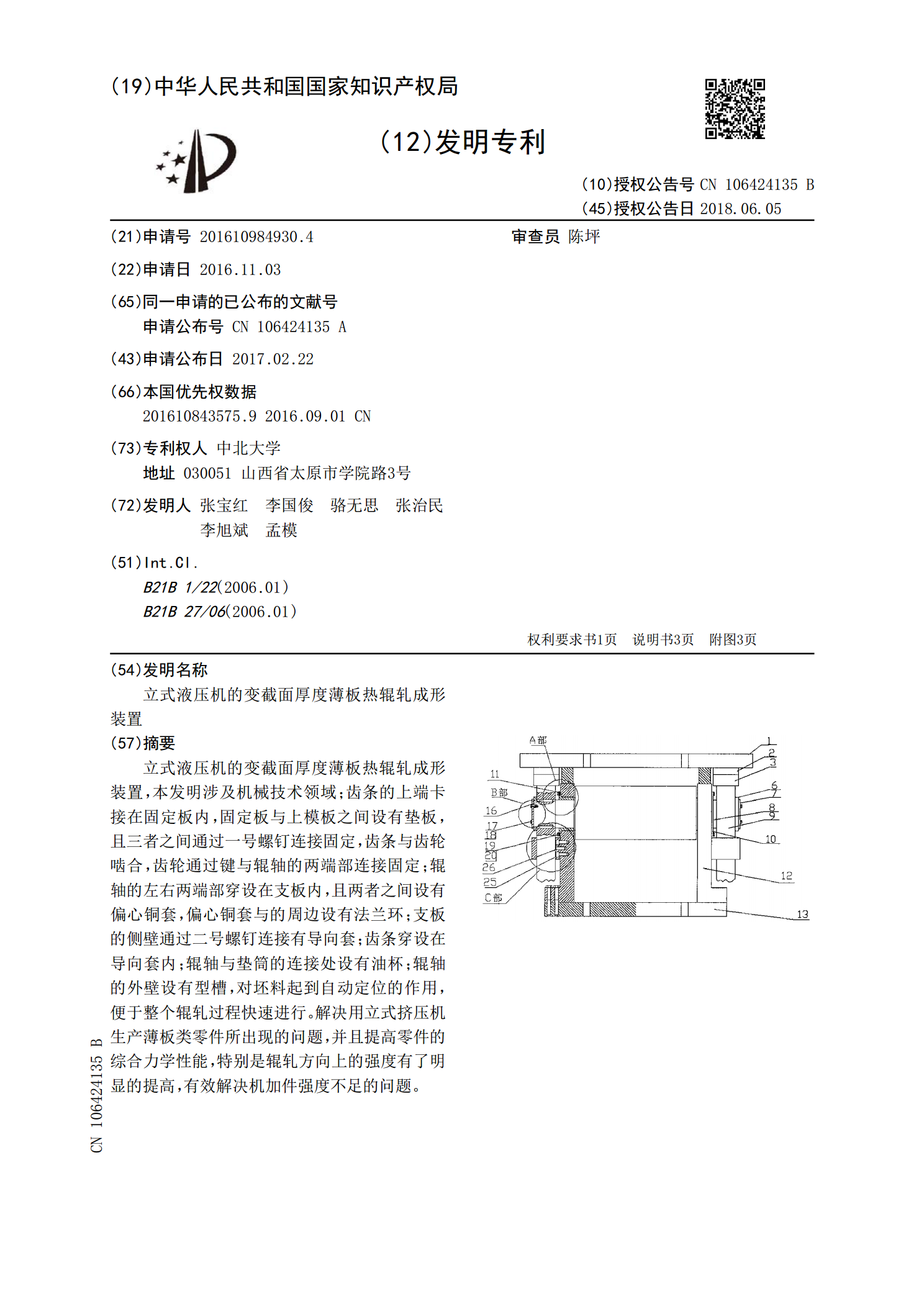
立式液压机的变截面厚度薄板热辊轧成形装置,本发明涉及机械技术领域;齿条的上端卡接在固定板内,固定板与上模板之间设有垫板,且三者之间通过一号螺钉连接固定,齿条与齿轮啮合,齿轮通过键与辊轴的两端部连接固定;辊轴的左右两端部穿设在支板内,且两者之间设有偏心铜套,偏心铜套与的周边设有法兰环;支板的侧壁通过二号螺钉连接有导向套;齿条穿设在导向套内;辊轴与垫筒的连接处设有油杯;辊轴的外壁设有型槽,对坯料起到自动定位的作用,便于整个辊轧过程快速进行。解决用立式挤压机生产薄板类零件所出现的问题,并且提高零件的综合力学性能

利用磨床修磨轧板辊的方法.pdf
本发明涉及一种利用磨床修磨轧板辊的方法,包括以下步骤:首先利用磨床上的砂轮依次修磨轧板辊的辊身和辊颈,以及辊身两端的弧形部,在修磨下一轧板辊时,先利用该砂轮修磨轧板辊中辊身两端的弧形部,然后再依次修磨轧板辊辊身和辊颈。该方法中利用改变修磨轧板辊部位的方式来减少砂轮修磨次数,从而可彻底消除砂轮的非正常消耗及减少轧辊磨削时间,提高轧板辊磨削效率。