
小管径焊接钢管管端修磨机头.pdf

Ma****57

1/7
2/7

3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

小管径焊接钢管管端修磨机头.pdf
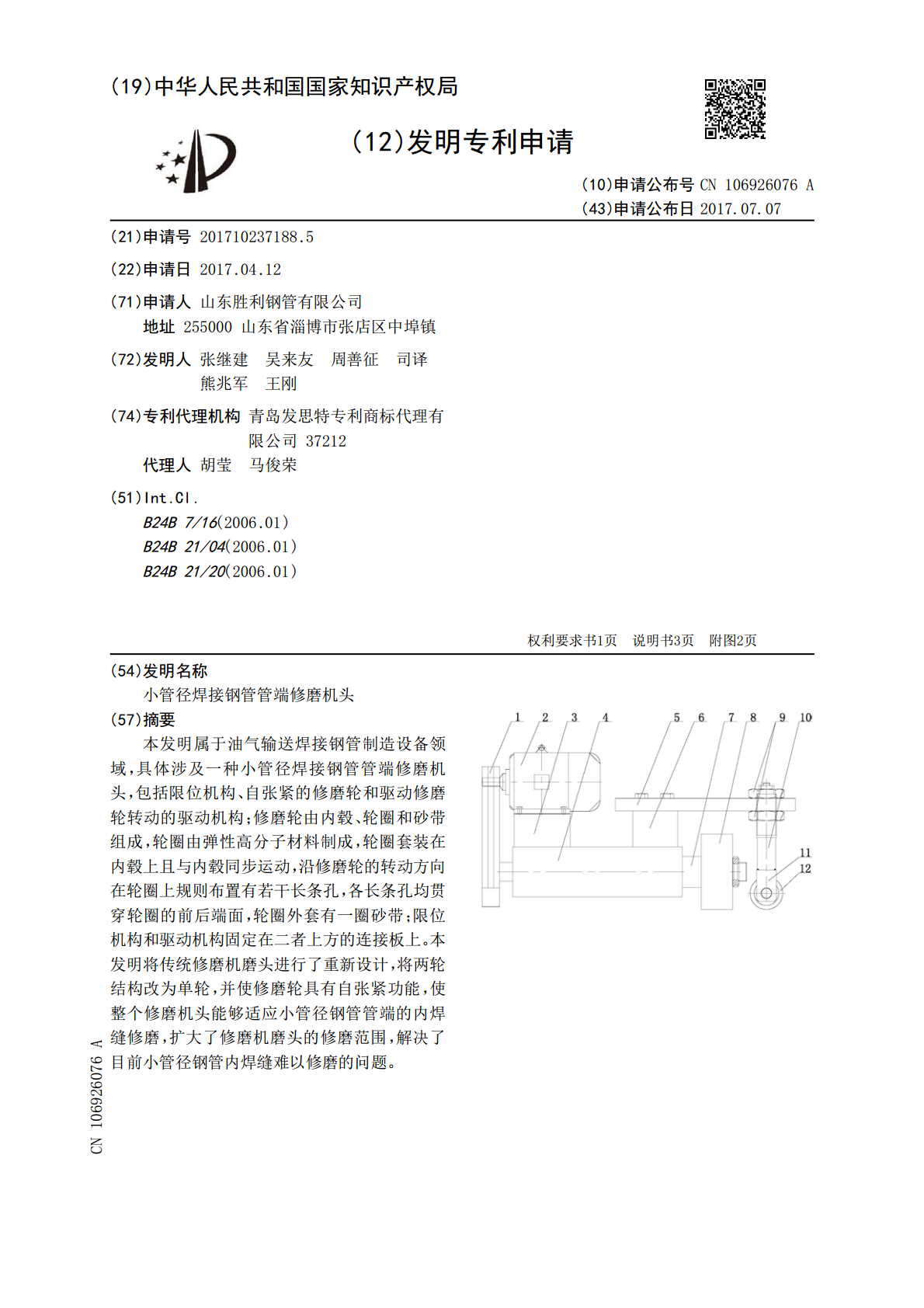
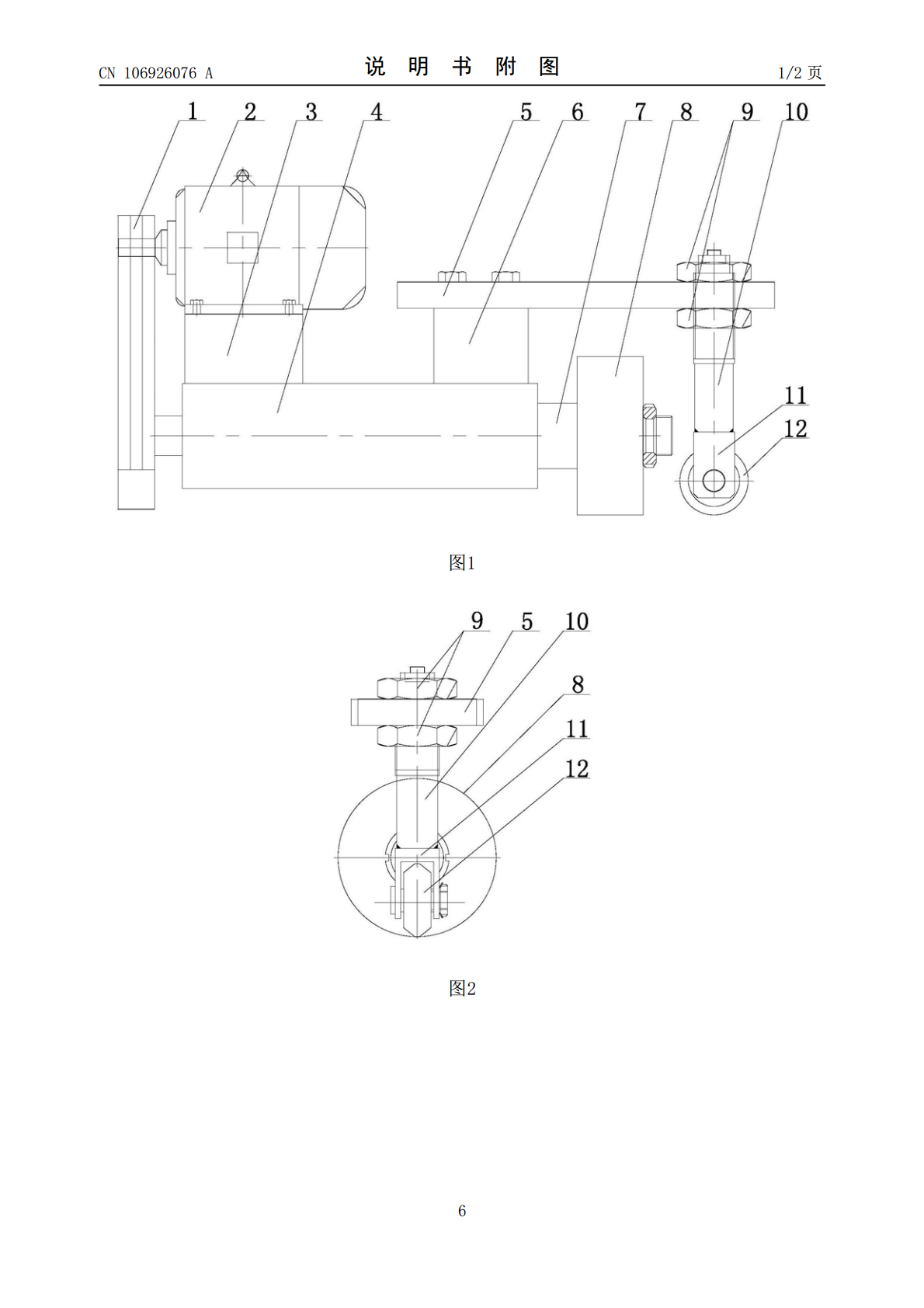
本发明属于油气输送焊接钢管制造设备领域,具体涉及一种小管径焊接钢管管端修磨机头,包括限位机构、自张紧的修磨轮和驱动修磨轮转动的驱动机构;修磨轮由内毂、轮圈和砂带组成,轮圈由弹性高分子材料制成,轮圈套装在内毂上且与内毂同步运动,沿修磨轮的转动方向在轮圈上规则布置有若干长条孔,各长条孔均贯穿轮圈的前后端面,轮圈外套有一圈砂带;限位机构和驱动机构固定在二者上方的连接板上。本发明将传统修磨机磨头进行了重新设计,将两轮结构改为单轮,并使修磨轮具有自张紧功能,使整个修磨机头能够适应小管径钢管管端的内焊缝修磨,扩大了修

螺旋钢管管端螺旋焊缝自动修磨机器人的修磨方法.pdf
提供一种螺旋钢管管端螺旋焊缝自动修磨机器人的修磨方法,采用在多自由度机械手执行端安装配备激光轮廓仪的二自由度精磨执行机构,通过简化运动控制的同时提高机械手的打磨精度,克服现有技术下多自由度打磨机械手打磨后的螺旋钢管管端焊道质量无法满足APISpec5L标准和GBT97111—1997标准规定的工艺指标要求;仍需人工二次修磨的技术难题。本发明不仅可用于螺旋钢管的外焊缝打磨,而且适用于螺旋钢管内焊缝的打磨,且修磨不伤母材;修磨后残余高度最小可小于等于0.1mm,远高于APISpec5L标准和GBT9711

一种用于密排小管径金属管焊接的手持自动化焊接机头.pdf
一种用于密排小管径金属管焊接的手持自动化焊接机头,包括壳体,壳体内部设置伺服电机、传动部和焊接部,伺服电机通过传动部带动焊接部运转;本发明通过电机和传动部的配合在有限的空间内带动开口齿轮转动,实现对U型管的360度焊接,有效的利用了齿轮传动的精髓,结合轴传动,在完成焊接作业的同时,最大化的节省了操作空间。通过电机带动从动齿轮,此处从动齿轮用来改变传动方向,打破焊接方向的单一限制,传动轴确保开口齿轮转动到开口处焊接的不间断,实现360度焊接,而且保证了各种运动的顺利实现。

小管径端口修平器.pdf
本发明涉及机械加工技术领域,目的是提供一种结构紧凑、精密,能对小管径的端面实现修平并且调节方便的小管径端口修平器,包括一个带高速滚铣刀的电机,该电机的机头上连接有电机连接套,电机连接套的后侧固定有机座套,机座套内设有一套能对伸入其内的小管径完成夹紧以及进退刀功能的手动小型铣削装置。本发明由进退刀转轮转动带动拉杆件平移,由拉杆件带动夹套及小管径夹紧手轮整体移动,完成进刀和退刀其结构紧凑、精密,一体化集成,调节方便。
一种复合管管端堆焊层焊缝修磨设备.pdf
本发明公开了一种复合管管端堆焊层焊缝修磨设备,包括机架、底座,设置在机架上的修磨机构及设置在机架和底座之间的修磨进给机构,修磨机构包括主动轴、变频电机、上皮带轮,主动轴的一端套接设置有下皮带轮,上皮带轮和下皮带轮通过皮带连接,主动轴的另一端套接设置有砂轮及仿形轮;修磨进给机构包括左右进给机构、前后进给机构及联动机构,机架上铰接设置有修磨固定板,主动轴穿过修磨固定板与机架连接。本发明结构设计合理,使用方便快捷,通过设置的修磨进给机构实现机架的前后左右移动,通过设置的联动机构解决钢管圆周跳动问题,通过设置的砂