
螺旋钢管管端螺旋焊缝自动修磨机器人的修磨方法.pdf

小宏****aa


1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共39页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

螺旋钢管管端螺旋焊缝自动修磨机器人的修磨方法.pdf
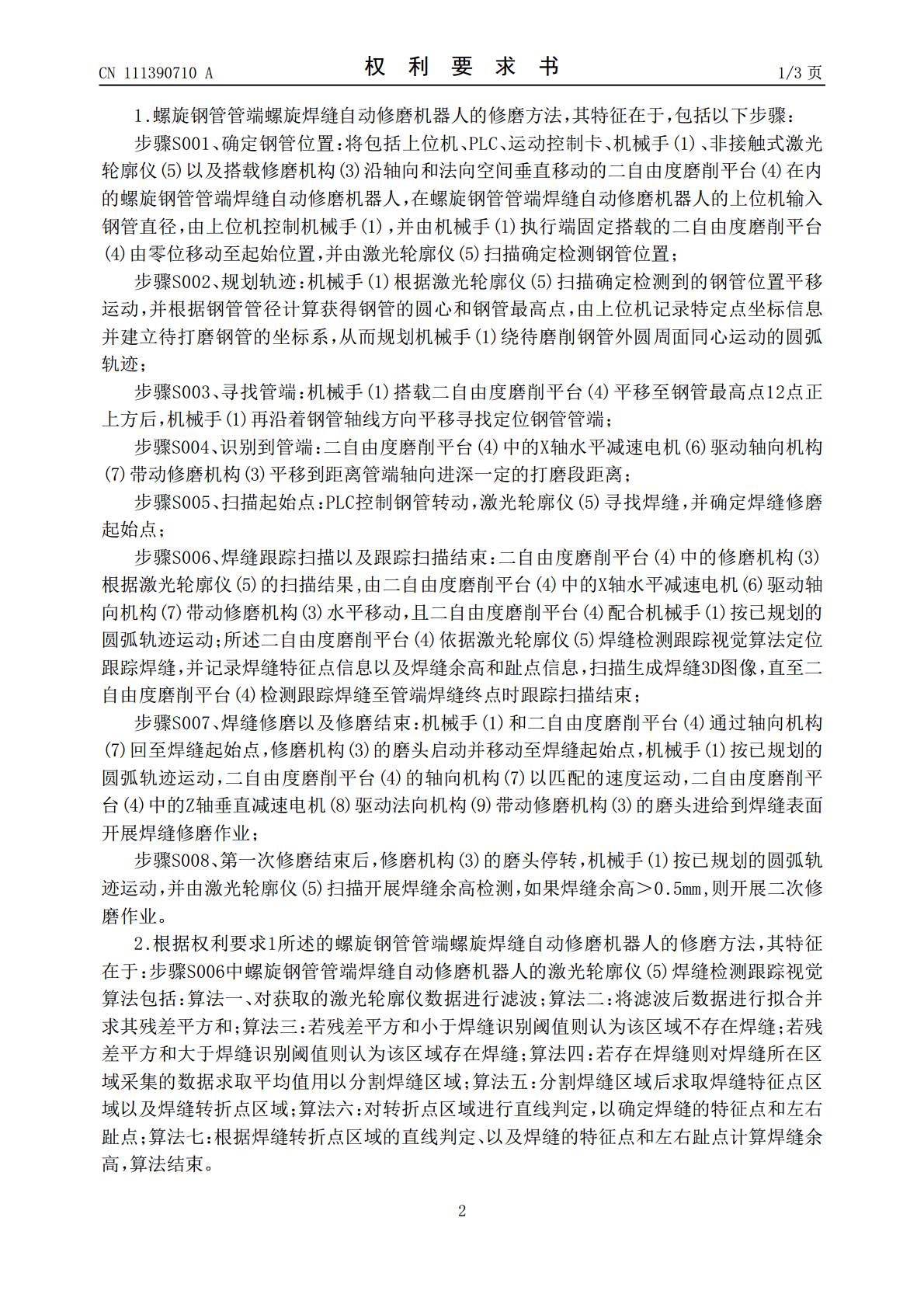
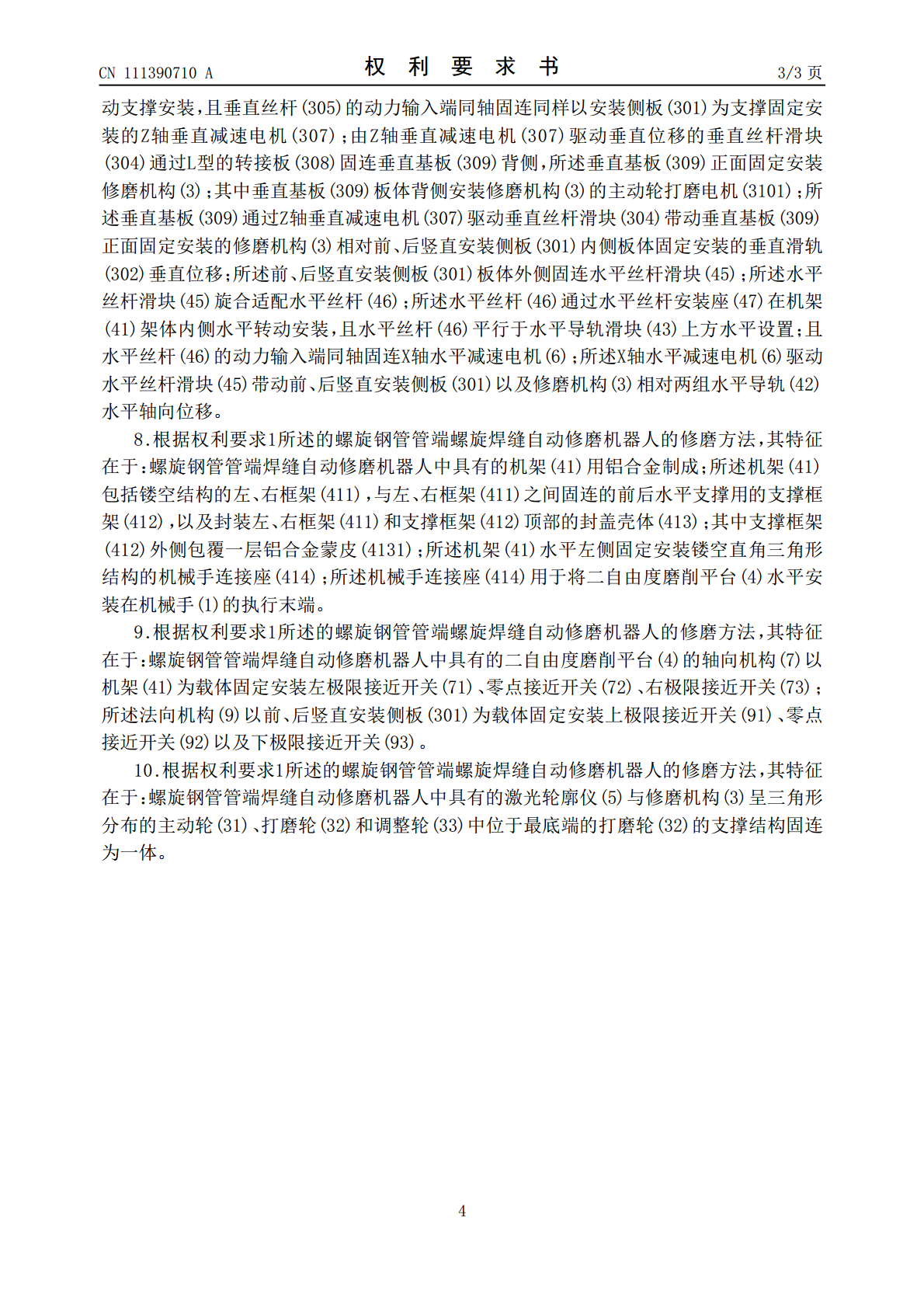
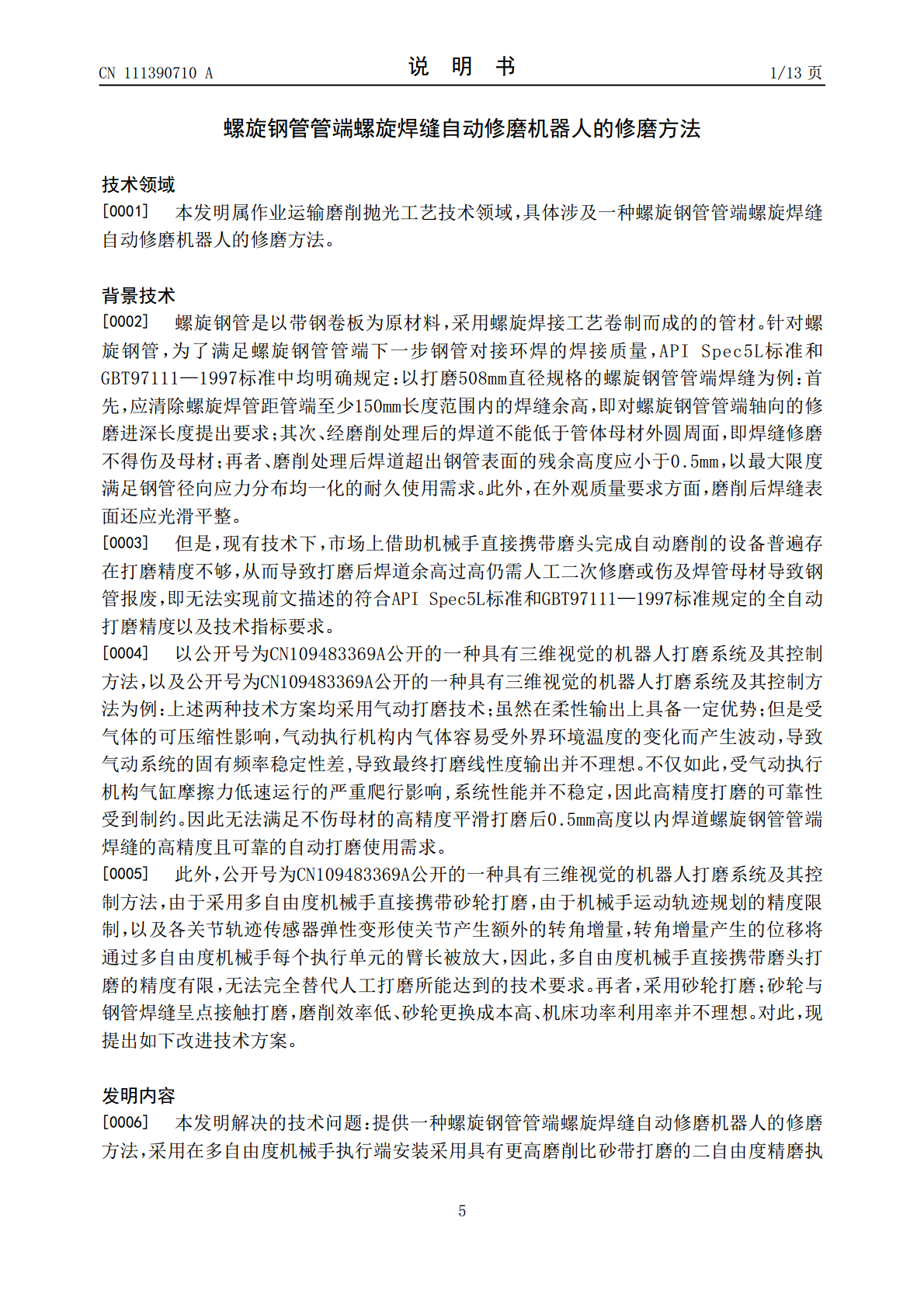
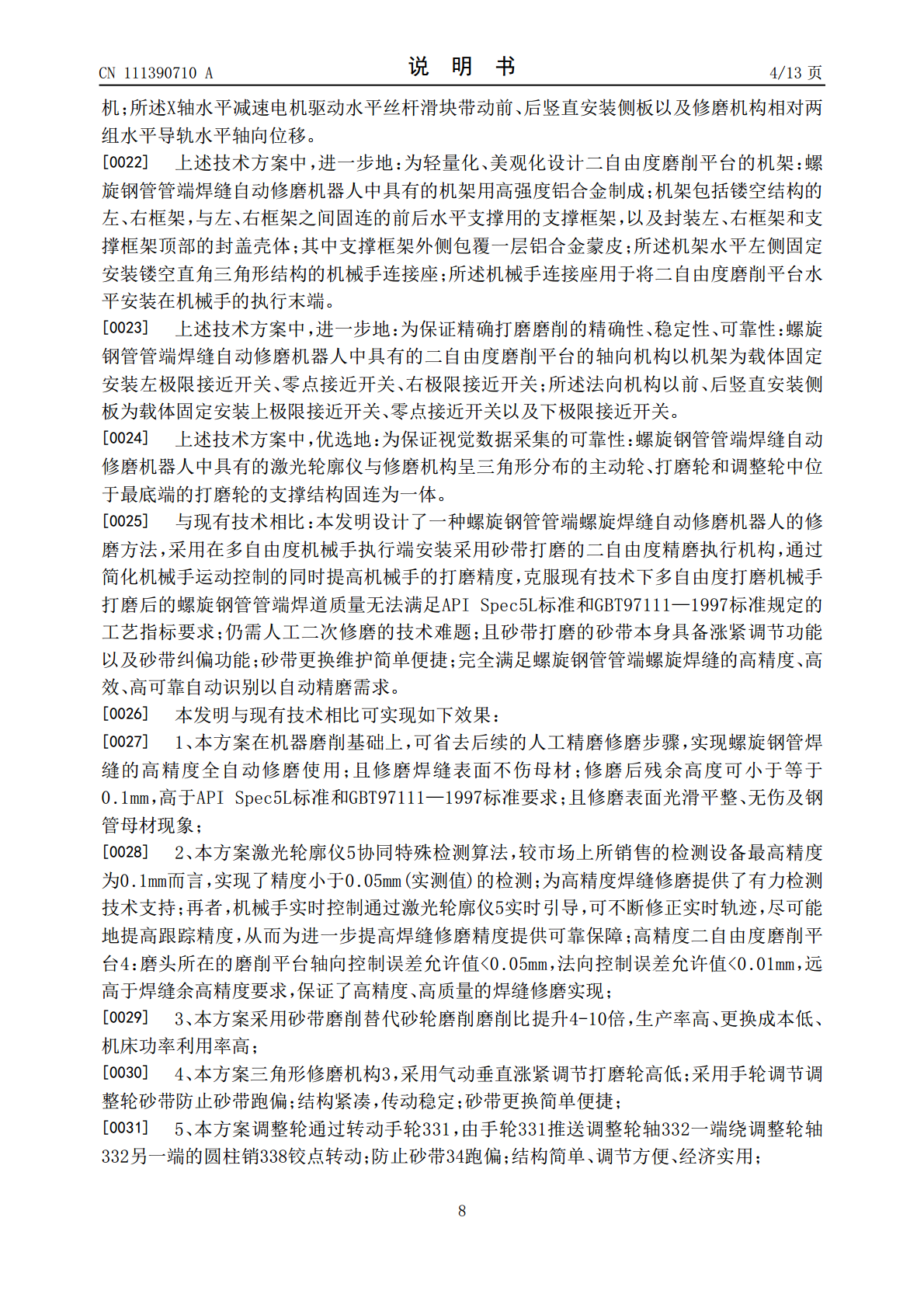
提供一种螺旋钢管管端螺旋焊缝自动修磨机器人的修磨方法,采用在多自由度机械手执行端安装配备激光轮廓仪的二自由度精磨执行机构,通过简化运动控制的同时提高机械手的打磨精度,克服现有技术下多自由度打磨机械手打磨后的螺旋钢管管端焊道质量无法满足APISpec5L标准和GBT97111—1997标准规定的工艺指标要求;仍需人工二次修磨的技术难题。本发明不仅可用于螺旋钢管的外焊缝打磨,而且适用于螺旋钢管内焊缝的打磨,且修磨不伤母材;修磨后残余高度最小可小于等于0.1mm,远高于APISpec5L标准和GBT9711

钻杆焊缝内表面自动修磨设备.pdf
本发明涉及一种钻杆焊缝内表面自动修磨设备,其特征在于所述设备包括底座(25)、磨床(20)和托架(5),底座(25)上纵向设置有滑轨(24),磨床(20)置于滑轨(24)上,磨床(20)后端连接有一往复传动机构(12),往复传动机构(12)与一伺服电机(11)相连,伺服电机(11)安装在底座(25)上;所述磨床(20)包括支座(26)、滑台(17)、横移气缸(16)、转台(6)、摆动气缸(8)、丝杠(1)、床身(27)、磨杆(2)和电机(7);所述托架(5)设置于所述底座(25)前方,托架(5)包括支架(

自动旋转修磨角度的修磨机.pdf
本发明涉及一种自动旋转修磨角度的修磨机,它包括齿轮箱(1),所述齿轮箱(1)上设置有两个插销缸(2)和两个回转缸(3),所述两个插销缸(2)和两个回转缸(3)上下对称布置,所述两个回转缸(3)之间连接设置有回转缸杆(5),所述齿轮箱(1)内设置有与轴端固定的回转齿轮(4),所述回转齿轮(4)包括上下两层齿,所述回转齿轮(4)的上层齿与回转缸杆(5)相啮合,所述回转齿轮(4)的下层齿与插销缸(2)的插销端相啮合,所述齿轮箱(1)左侧设置有检测元件(6),所述回转齿轮(4)边缘上设置有多个检测片(7)。本发明

复合管内焊缝修磨机修磨进给机构.pdf
本发明公开了一种复合管内焊缝修磨机修磨进给机构,包括安装座和设在该安装座表面的安装支架,还包括移动座、移动机构、进给机构和磨头升降微调机构;所述移动座通过所述移动机构安装在所述安装支架上;所述进给机构通过所述磨头升降微调机构安装在所述移动座的上部。本发明通过移动座、移动机构、进给机构和磨头升降微调机构之间的配合对复合管内焊缝进行修磨,修磨速度快、修磨精度高。移动座在移动机构的带动下,做往复移动,并结合磨头升降微调机构、对刀基板和万向仿形轮实现快速对刀、快速修磨的效果,方便快捷。
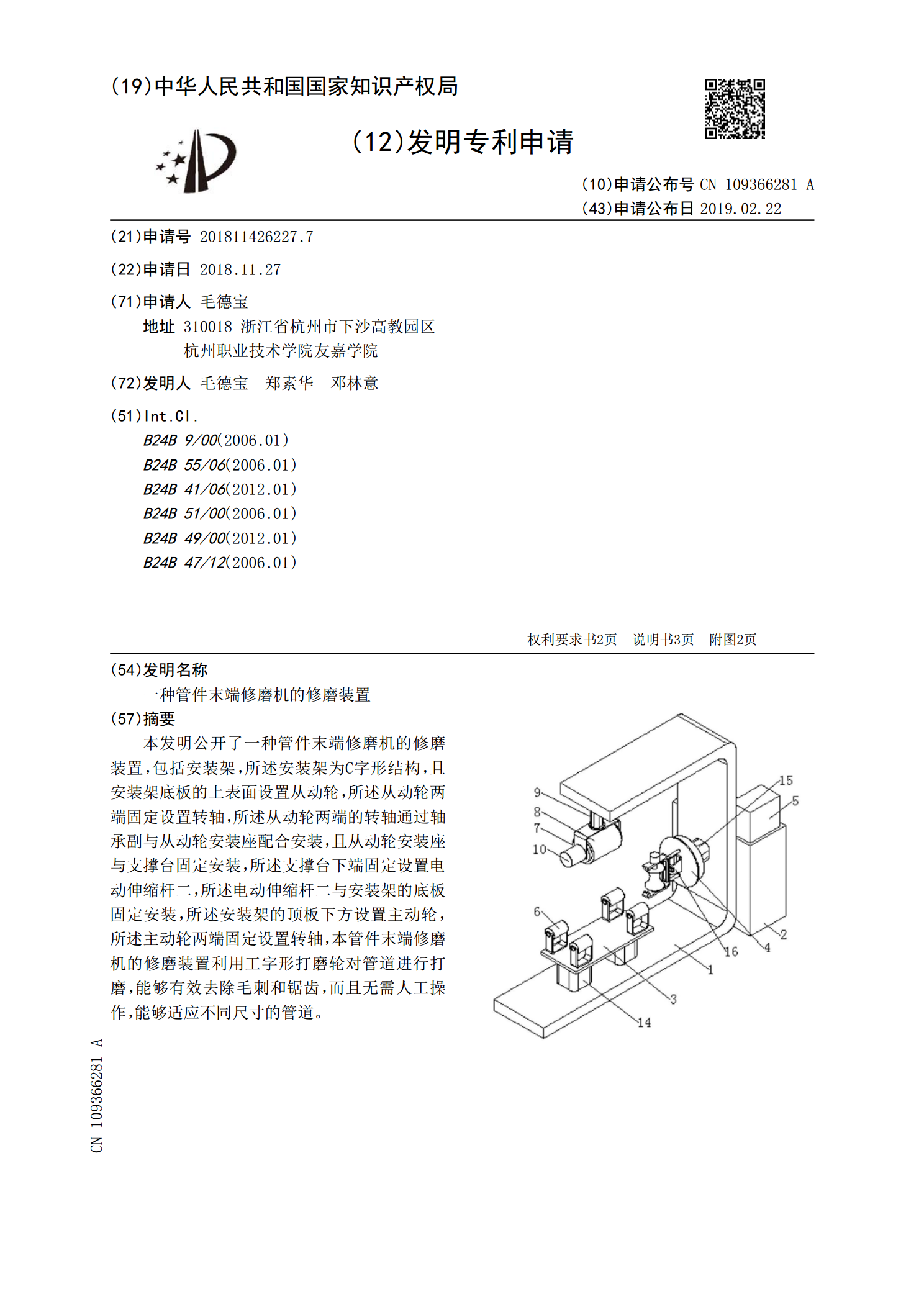
一种管件末端修磨机的修磨装置.pdf
本发明公开了一种管件末端修磨机的修磨装置,包括安装架,所述安装架为C字形结构,且安装架底板的上表面设置从动轮,所述从动轮两端固定设置转轴,所述从动轮两端的转轴通过轴承副与从动轮安装座配合安装,且从动轮安装座与支撑台固定安装,所述支撑台下端固定设置电动伸缩杆二,所述电动伸缩杆二与安装架的底板固定安装,所述安装架的顶板下方设置主动轮,所述主动轮两端固定设置转轴,本管件末端修磨机的修磨装置利用工字形打磨轮对管道进行打磨,能够有效去除毛刺和锯齿,而且无需人工操作,能够适应不同尺寸的管道。