
鸟巢工程QC成果.pptx

13****95

1/10
2/10
3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共38页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

鸟巢工程QC成果.pptx
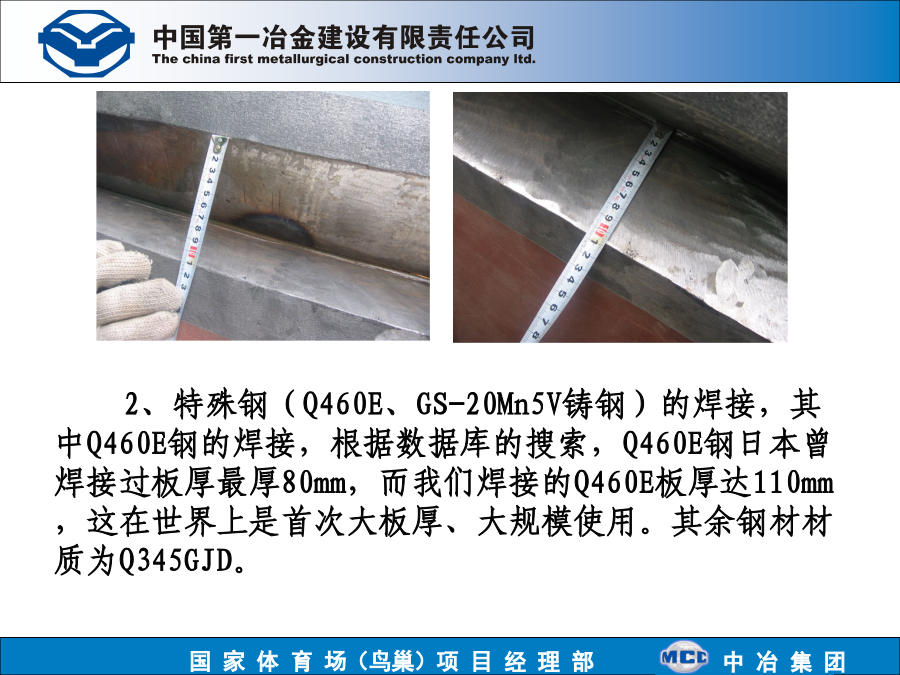
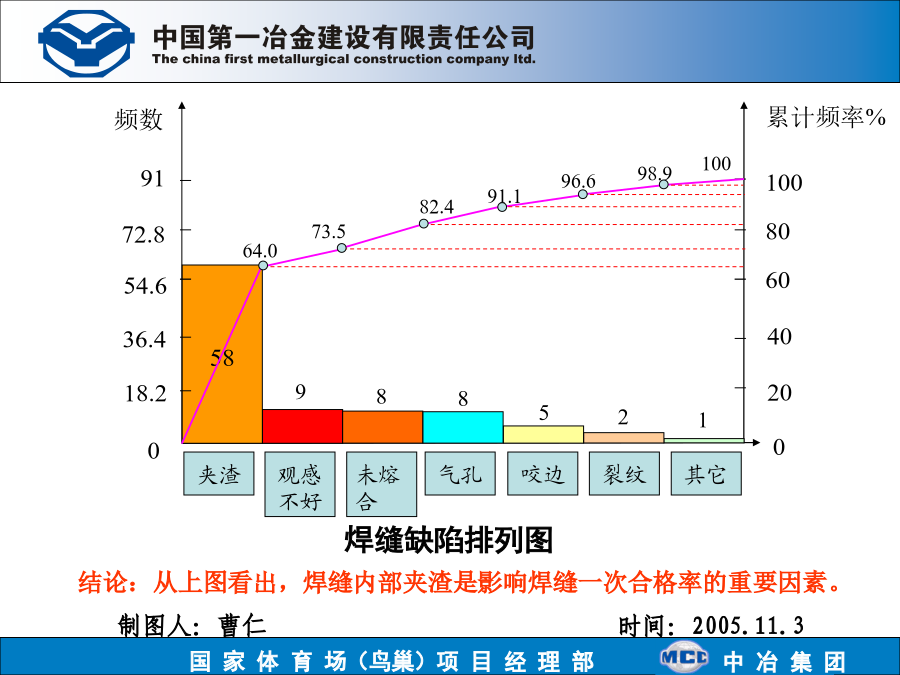
提高钢结构现场焊缝的一次合格率一、工程概况2、特殊钢(Q460E、GS-20Mn5V铸钢)的焊接,其中Q460E钢的焊接,根据数据库的搜索,Q460E钢日本曾焊接过板厚最厚80mm,而我们焊接的Q460E板厚达110mm,这在世界上是首次大板厚、大规模使用。其余钢材材质为Q345GJD。3、焊接质量要求高,所有现场拼装焊缝为一级焊缝(100%UT检测),焊缝余高0~1mm,焊缝宽度偏差不超过3mm,焊缝外观成型美观等。施工现场的焊接方法选用结合现场情况、生产率以及焊接变形小的特点,本工程的焊接方法选用CO

工程QC成果2011.doc
沥青路面裂缝的预防措施一、小组概况2011年莱山公路局工程科QC小组成立于3月,主要目的是深入研究沥青路面产生裂缝的原因,并在施工阶段寻求合理的预防措施,以提高莱院路K0+000-K0+300段改建工程的沥青路面施工质量。莱山公路局工程科QC小组简介单位名称莱山公路管理局注册登记号小组名称莱山公路局工程科QC小组成立日期2011年3月课题名称沥青路面裂缝的预防措施登记日期成员姓名性别年龄职称学历组内职务赵香川男31助工大本组长张雷男31工程师大本组长杨杰男31助工大本组员李茂壮男30助工大本组员王润坤男2

QC成果.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:提高在高原地区焊接(CO2保护焊)一次合格率中交二航局拉萨柳梧大桥项目部2007年3月3日提高在高原地区焊接(CO2保护焊)一次合格率-------中交二航局拉萨柳梧大桥施工质量控制QC小组一、工程概况拉萨市柳梧大桥位于拉萨市主城区内横跨拉萨河北接城市主干道鲁定路并与金珠路、滨河路立体交又;南岸为拉萨市总体规划中新规划建设占地二十平方公里的柳梧区已开工建设的青藏铁路其拉萨铁路枢纽站设于柳梧区内。因此
QC成果.docx
编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:提高在高原地区焊接(CO2保护焊)一次合格率中交二航局拉萨柳梧大桥项目部2007年3月3日提高在高原地区焊接(CO2保护焊)一次合格率-------中交二航局拉萨柳梧大桥施工质量控制QC小组一、工程概况拉萨市柳梧大桥位于拉萨市主城区内,横跨拉萨河,北接城市主干道鲁定路,并与金珠路、滨河路立体交又;南岸为拉萨市总体规划中新规划建设占地二十平方公里的柳梧区,已开工建设的青藏铁路其拉萨铁路枢纽站设于柳梧区内。因此,拉萨柳梧大桥的修
QC成果.doc
提高在高原地区焊接(CO2保护焊)一次合格率中交二航局拉萨柳梧大桥项目部2007年3月3日提高在高原地区焊接(CO2保护焊)一次合格率-------中交二航局拉萨柳梧大桥施工质量控制QC小组一、工程概况拉萨市柳梧大桥位于拉萨市主城区内横跨拉萨河北接城市主干道鲁定路并与金珠路、滨河路立体交又;南岸为拉萨市总体规划中新规划建设占地二十平方公里的柳梧区已开工建设的青藏铁路其拉萨铁路枢纽站设于柳梧区内。因此拉萨柳梧大桥的修建不仅实现拉萨市总体规划完善拉萨市城市路网的需要更是开发建设柳梧新区建设青藏铁路拉萨铁路枢纽