
制动蹄滚轮轴的冷挤压加工工艺.pdf

一吃****书竹


1/6

2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
制动蹄滚轮轴的冷挤压加工工艺.pdf
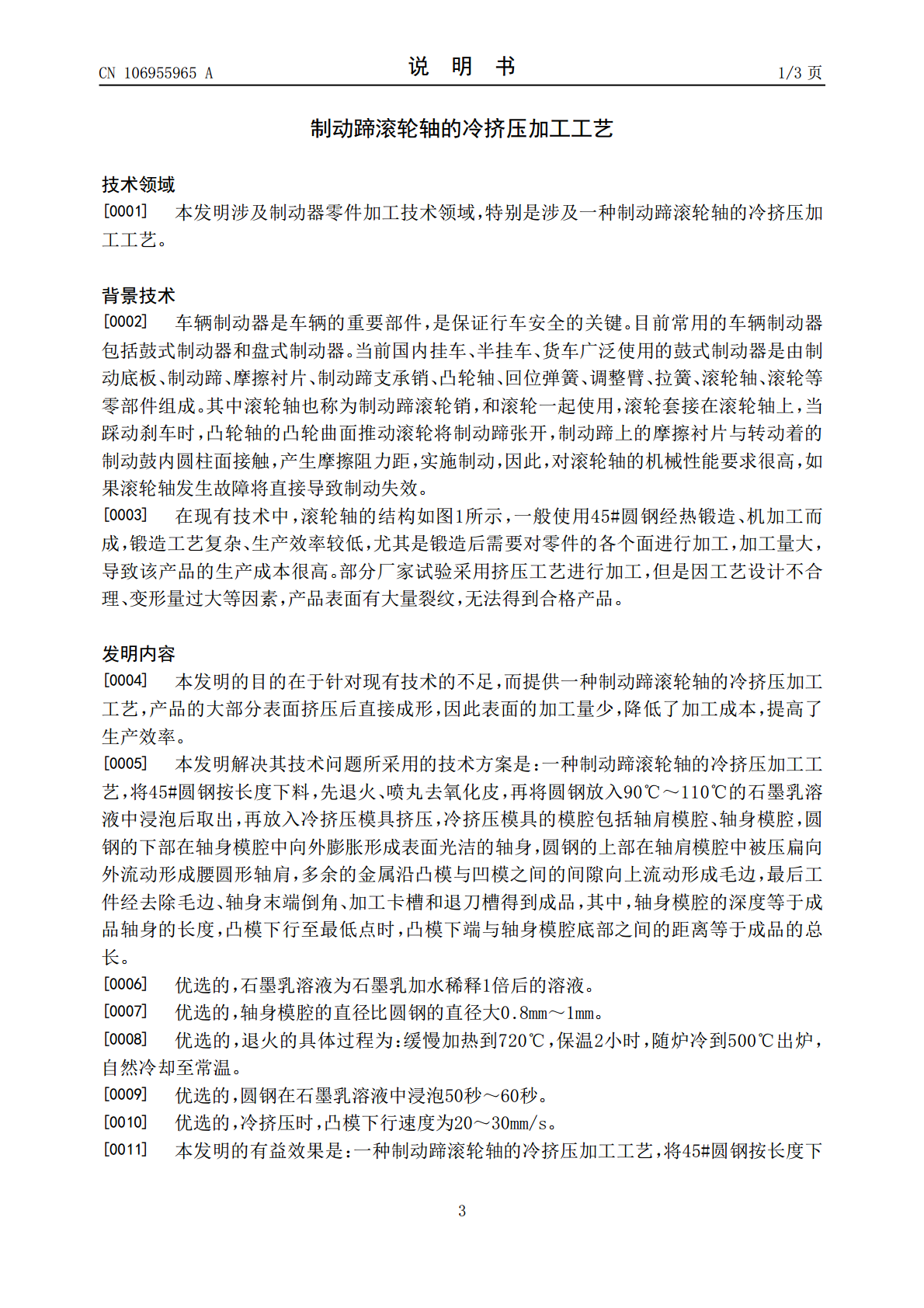
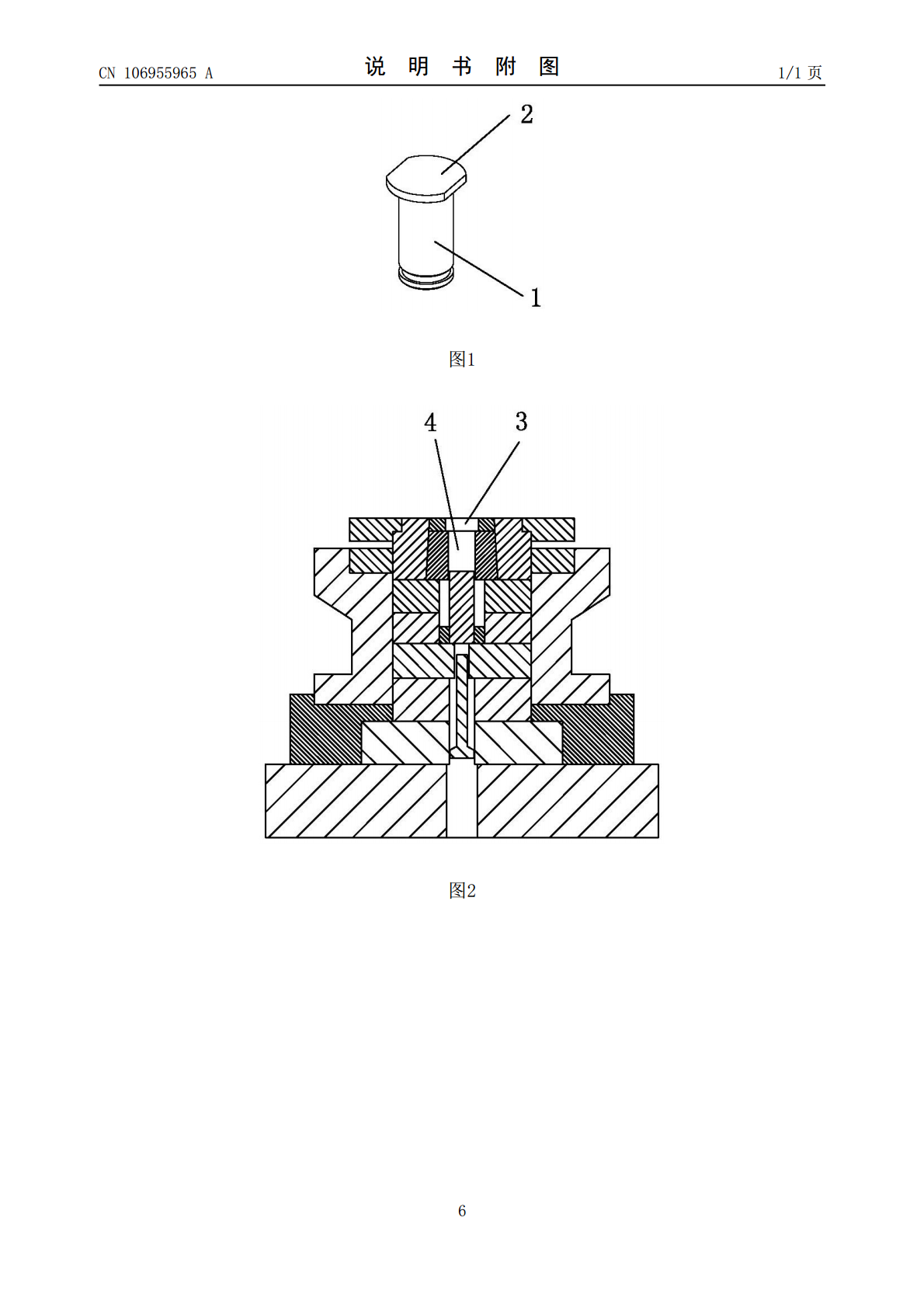
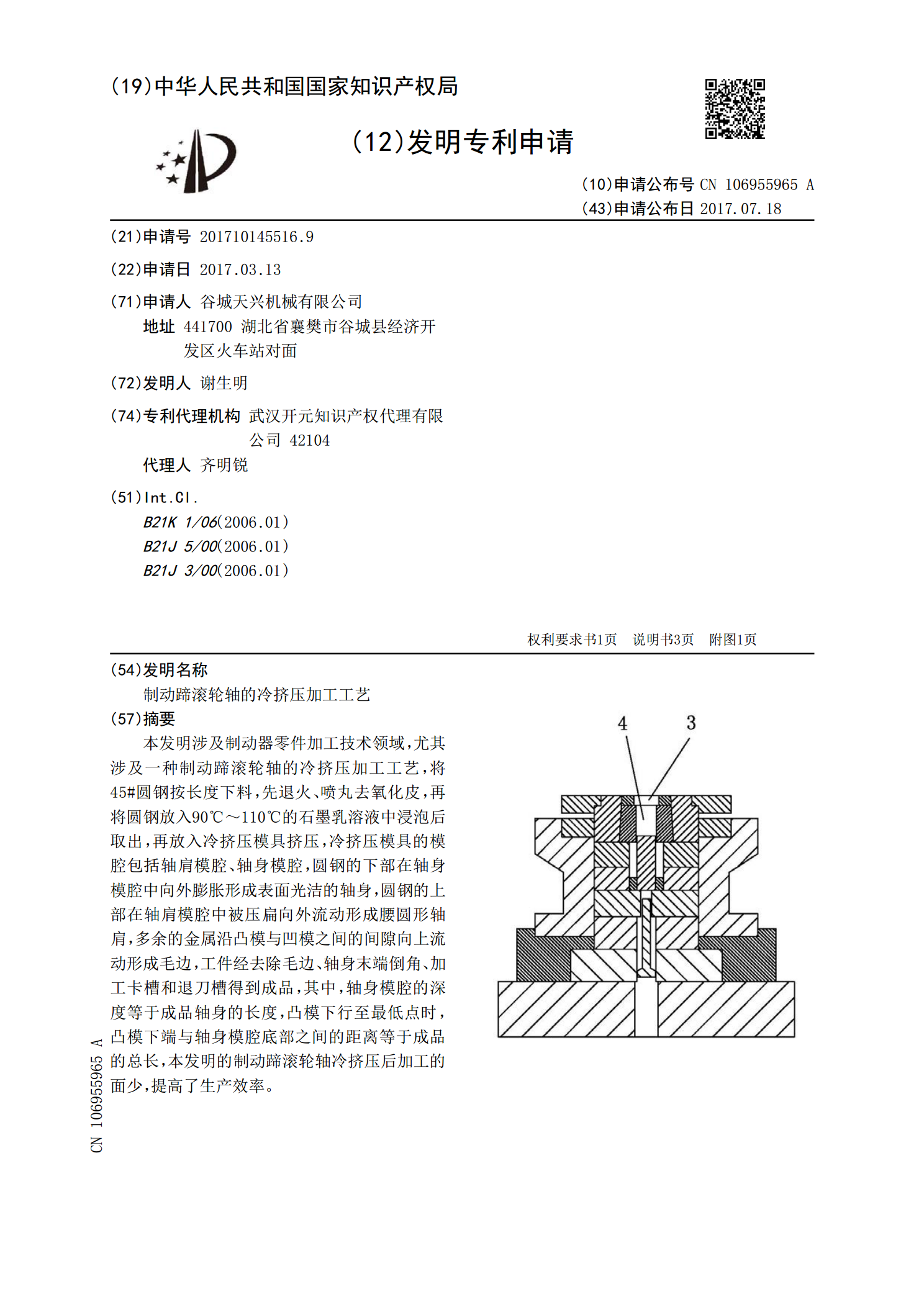
本发明涉及制动器零件加工技术领域,尤其涉及一种制动蹄滚轮轴的冷挤压加工工艺,将45#圆钢按长度下料,先退火、喷丸去氧化皮,再将圆钢放入90℃~110℃的石墨乳溶液中浸泡后取出,再放入冷挤压模具挤压,冷挤压模具的模腔包括轴肩模腔、轴身模腔,圆钢的下部在轴身模腔中向外膨胀形成表面光洁的轴身,圆钢的上部在轴肩模腔中被压扁向外流动形成腰圆形轴肩,多余的金属沿凸模与凹模之间的间隙向上流动形成毛边,工件经去除毛边、轴身末端倒角、加工卡槽和退刀槽得到成品,其中,轴身模腔的深度等于成品轴身的长度,凸模下行至最低点时,凸模

一种制动蹄滚轮轴的冷挤压加工工艺.pdf
本发明公开了一种制动蹄滚轮轴的冷挤压加工工艺,属于机件加工技术领域,它包括以下步骤:以油钢为原材料,按照规定尺寸下料后,依次进行退火、平头、抛丸、磷皂化处理、冷挤整形、机加工、淬火、回火、抛丸、清洗、磨床加工、废料回收,得到成品制动蹄滚轮轴。该工艺得到制动蹄滚轮轴精度高、个体间差异小,且强度性能好,使用寿命长。

防止制动蹄滚轮轴轴肩偏移的冷挤压加工工艺.pdf
本发明涉及制动器零件加工技术领域,尤其涉及一种防止制动蹄滚轮轴轴肩偏移的冷挤压加工工艺,将45#圆钢下料、退火、喷丸,再将圆钢放入石墨乳溶液中浸泡后,放入冷挤压模具挤压,冷挤压模具的模腔包括轴肩模腔、轴身模腔,圆钢的下部在轴身模腔中向外膨胀形成表面光洁的轴身,圆钢的上部在轴肩模腔中被压扁向外流动形成带凹槽的腰圆形凸台,凸台的凹槽部分为轴肩,轴肩外部为环形的毛边,工件去除毛边后经机加工得到成品,其中,轴身模腔的深度等于成品轴身的长度,凸模下行至最低点时,凸模下端与轴身模腔底部之间的距离等于成品的总长,本发明

耐磨圆轴冷挤压加工方法及制动蹄滚轮轴加工方法.pdf
本发明涉及机械加工技术领域,尤其涉及一种耐磨圆轴冷挤压加工方法,将45#圆钢按长度下料,退火、喷丸去氧化皮,再将圆钢放入90℃~110℃的石墨乳溶液中浸泡后取出,再放入冷挤压模具挤压,冷挤压模具的模腔为竖直的圆柱形,凸模下端为圆柱形,其直径与圆钢直径相等,模腔的直径比圆钢的直径大0.8mm~1mm,圆钢的下部在模腔中向外膨胀形成表面光洁的轴身,多余的金属沿凸模与凹模之间的间隙向上流动形成毛边,控制毛边的高度在6mm与15mm之间,工件经去除毛边、倒角得到耐磨圆轴,对于阶梯轴,如制动蹄滚轮轴也可以采用该加工
一种耐腐蚀制动蹄滚轮轴的加工工艺.pdf
本发明公开了一种耐腐蚀制动蹄滚轮轴的加工工艺,属于机件加工技术领域,它包括以下步骤:以铬钢为原材料,按照规定尺寸下料后,依次进行退火、平头、抛丸、磷皂化处理、冷挤整形、机加工、淬火、回火、抛丸、清洗、磨床加工、废料回收,得到成品制动蹄滚轮轴。该工艺得到制动蹄滚轮轴精度高、个体间差异小,且强度性能好,使用寿命长。