
一种减小多轴加工轮廓误差的进给率松弛方法.pdf

元容****少女

1/10
2/10
3/10
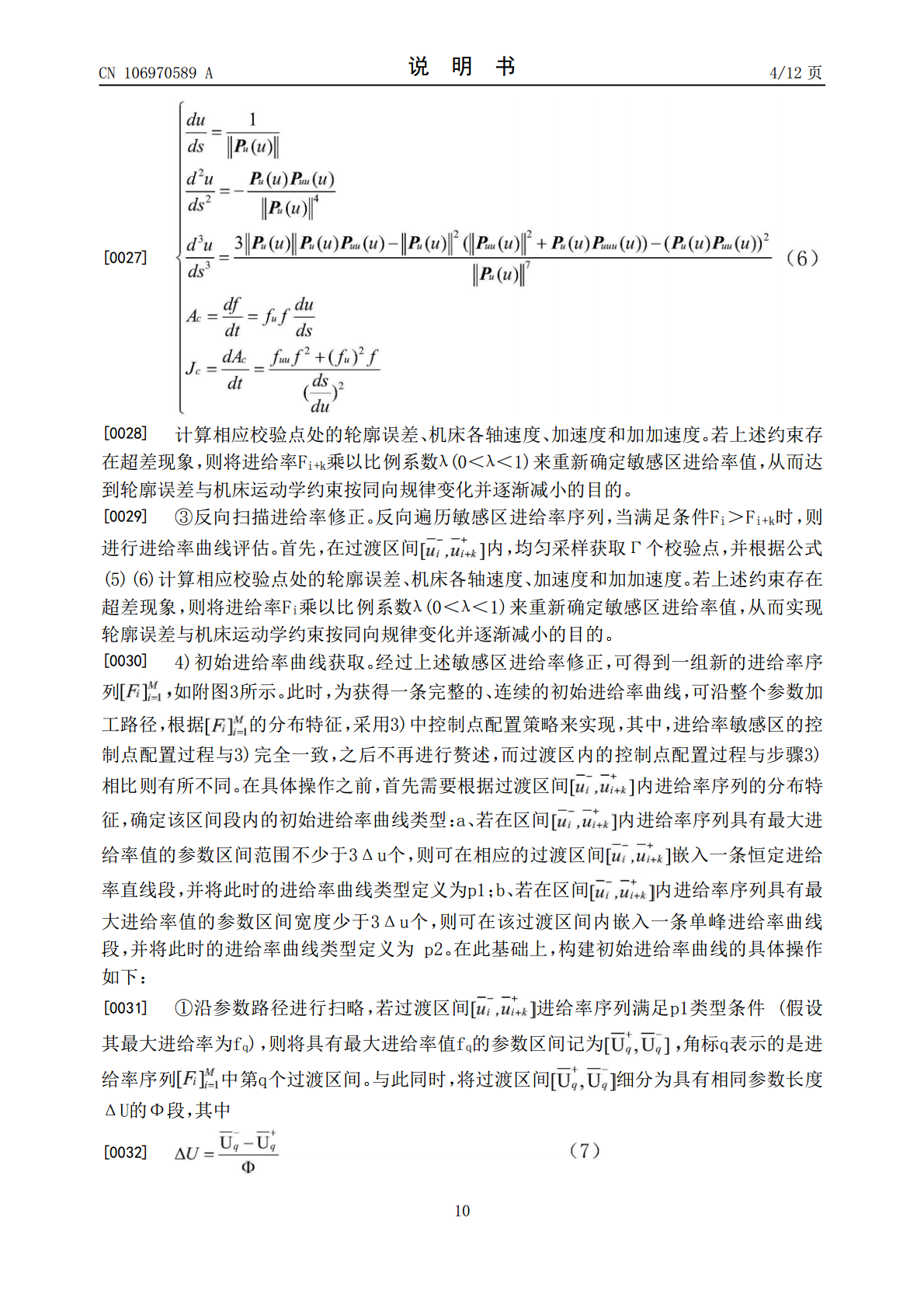
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种减小多轴加工轮廓误差的进给率松弛方法.pdf
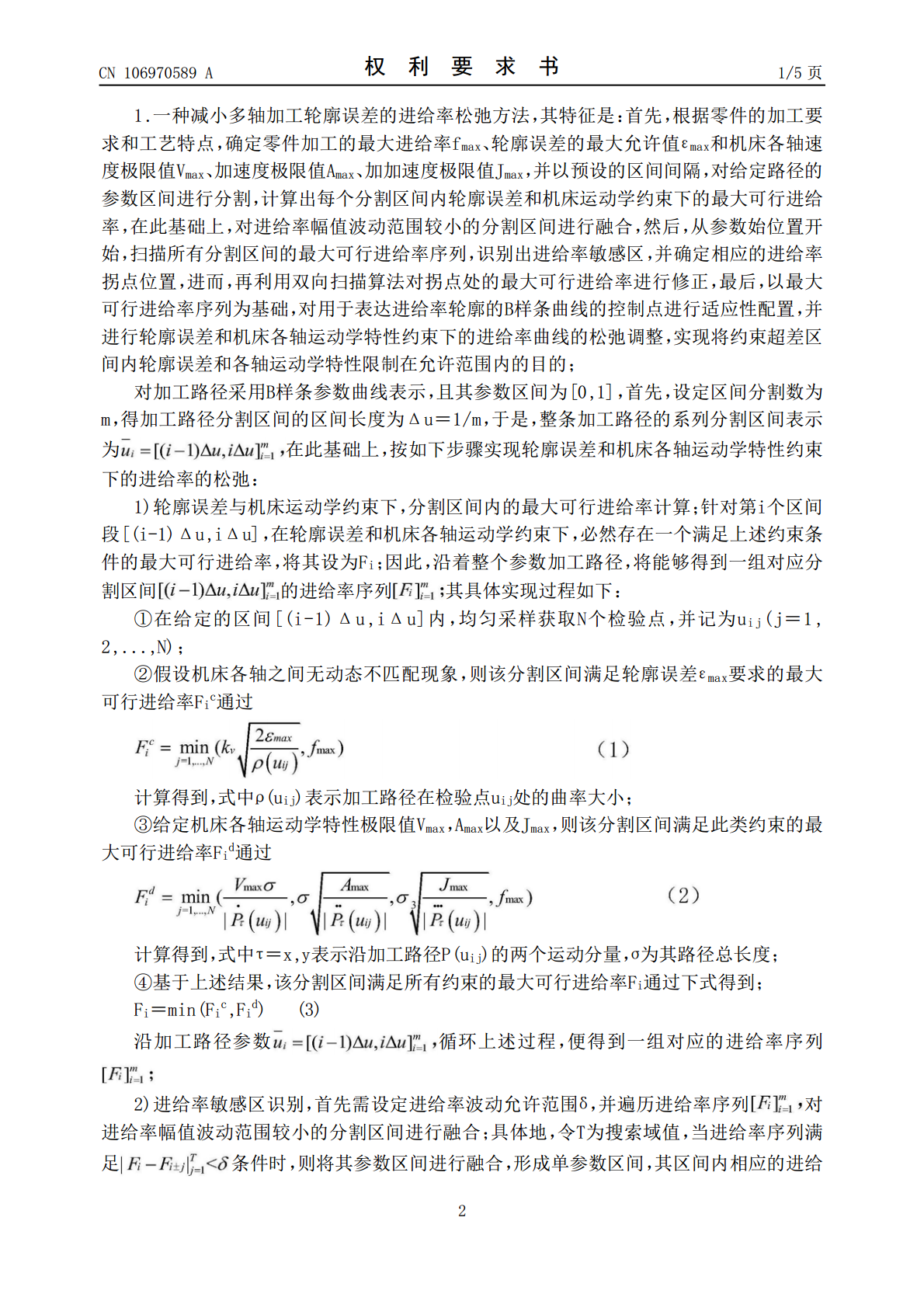
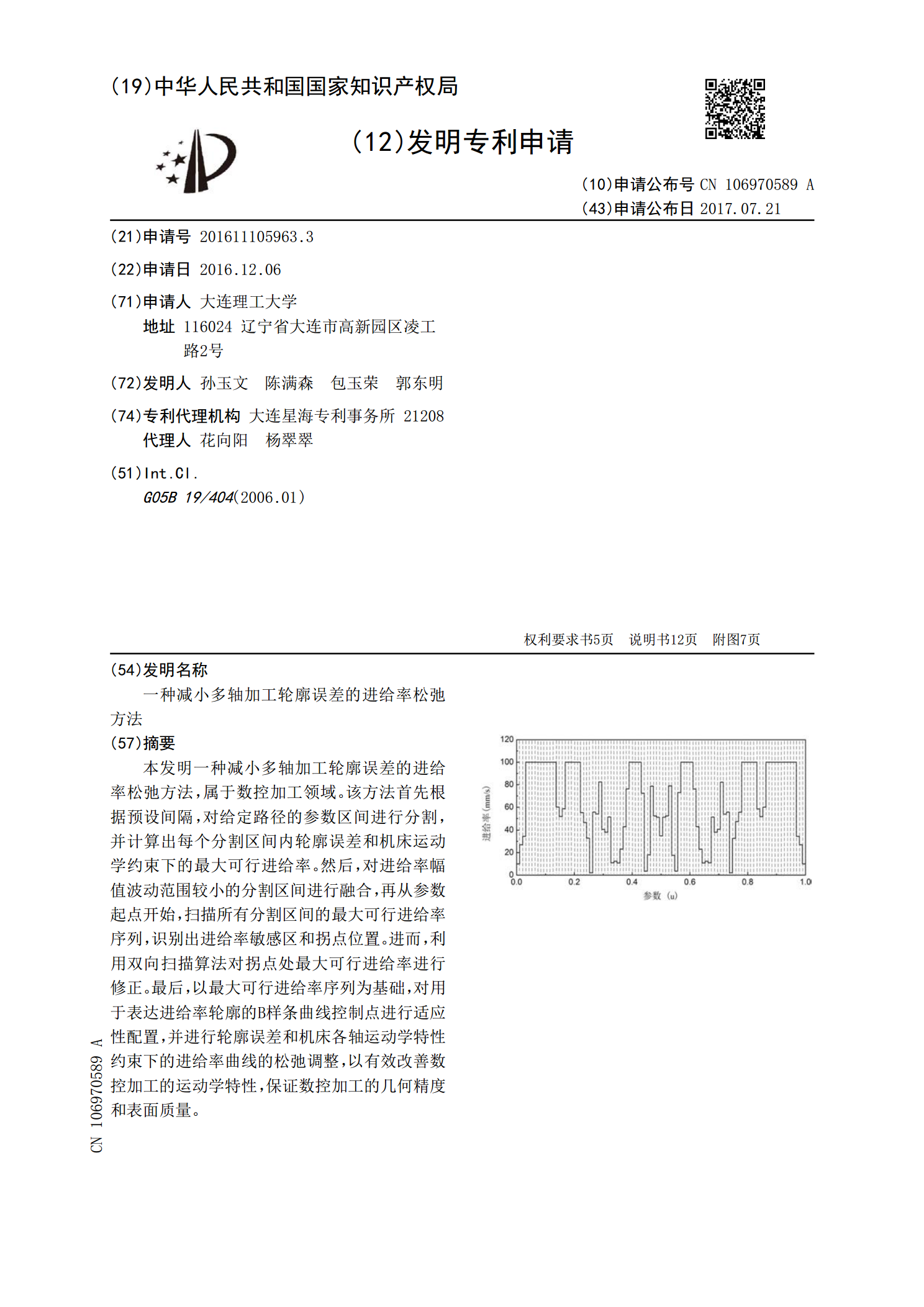
本发明一种减小多轴加工轮廓误差的进给率松弛方法,属于数控加工领域。该方法首先根据预设间隔,对给定路径的参数区间进行分割,并计算出每个分割区间内轮廓误差和机床运动学约束下的最大可行进给率。然后,对进给率幅值波动范围较小的分割区间进行融合,再从参数起点开始,扫描所有分割区间的最大可行进给率序列,识别出进给率敏感区和拐点位置。进而,利用双向扫描算法对拐点处最大可行进给率进行修正。最后,以最大可行进给率序列为基础,对用于表达进给率轮廓的B样条曲线控制点进行适应性配置,并进行轮廓误差和机床各轴运动学特性约束下的进给

减小轮廓加工误差的方法和系统.pdf
本发明涉及一种减小轮廓加工误差的方法和系统。所述方法包括以下步骤:获取震荡周期,并根据所述震荡周期计算延迟时间值;预估系统特性,计算系统特性参数,并根据系统特性参数计算分配系数;根据计算得到的分配系数值和延迟时间值对每个伺服周期中的原始插补位置进行卷积,将每个伺服周期分解成在所述延迟时间输出的数个部分。上述减小轮廓加工误差的方法和系统,通过在伺服周期中将原始插补位置分解为多个部分在不同延迟时间输出,从而对原始规划路径进行了处理,改善系统响应,减小了轨迹的轮廓误差,提高了加工精度。

基于线性约束优化的五轴加工进给率定制与轮廓误差预补偿研究.docx
基于线性约束优化的五轴加工进给率定制与轮廓误差预补偿研究基于线性约束优化的五轴加工进给率定制与轮廓误差预补偿研究摘要:五轴加工是现代制造技术中重要的加工方式之一。然而,在五轴加工中,由于工艺参数和机床刚性等因素的影响,常常会出现轮廓误差,降低了加工精度和表面质量。因此,本文提出了一种基于线性约束优化的五轴加工进给率定制以及轮廓误差预补偿方法,旨在提高五轴加工的精度和效率。1.引言五轴加工是一种高效且灵活的加工方式,它允许在多个方向上同时移动刀具,可以实现更复杂的零件加工。然而,由于五轴加工过程中存在多个自

基于线性约束优化的五轴加工进给率定制与轮廓误差预补偿研究的开题报告.docx
基于线性约束优化的五轴加工进给率定制与轮廓误差预补偿研究的开题报告开题报告:基于线性约束优化的五轴加工进给率定制与轮廓误差预补偿研究一、研究背景与意义五轴数控加工技术是当今制造业中的重要技术,它可以加工出形状复杂、精度高的工件。在五轴加工过程中,工件的进给率是影响加工效率和加工质量的关键因素。在保证加工质量的前提下,提高进给率是提高加工效率的重要途径。由于五轴加工中工件的复杂性,加工过程中难免会出现轮廓误差。因此,轮廓误差的预测和补偿也是五轴加工中的重要研究方向。目前,五轴加工进给率定制和轮廓误差预测和补
一种面向多轴数控加工的轮廓误差估计与可视化方法.pdf
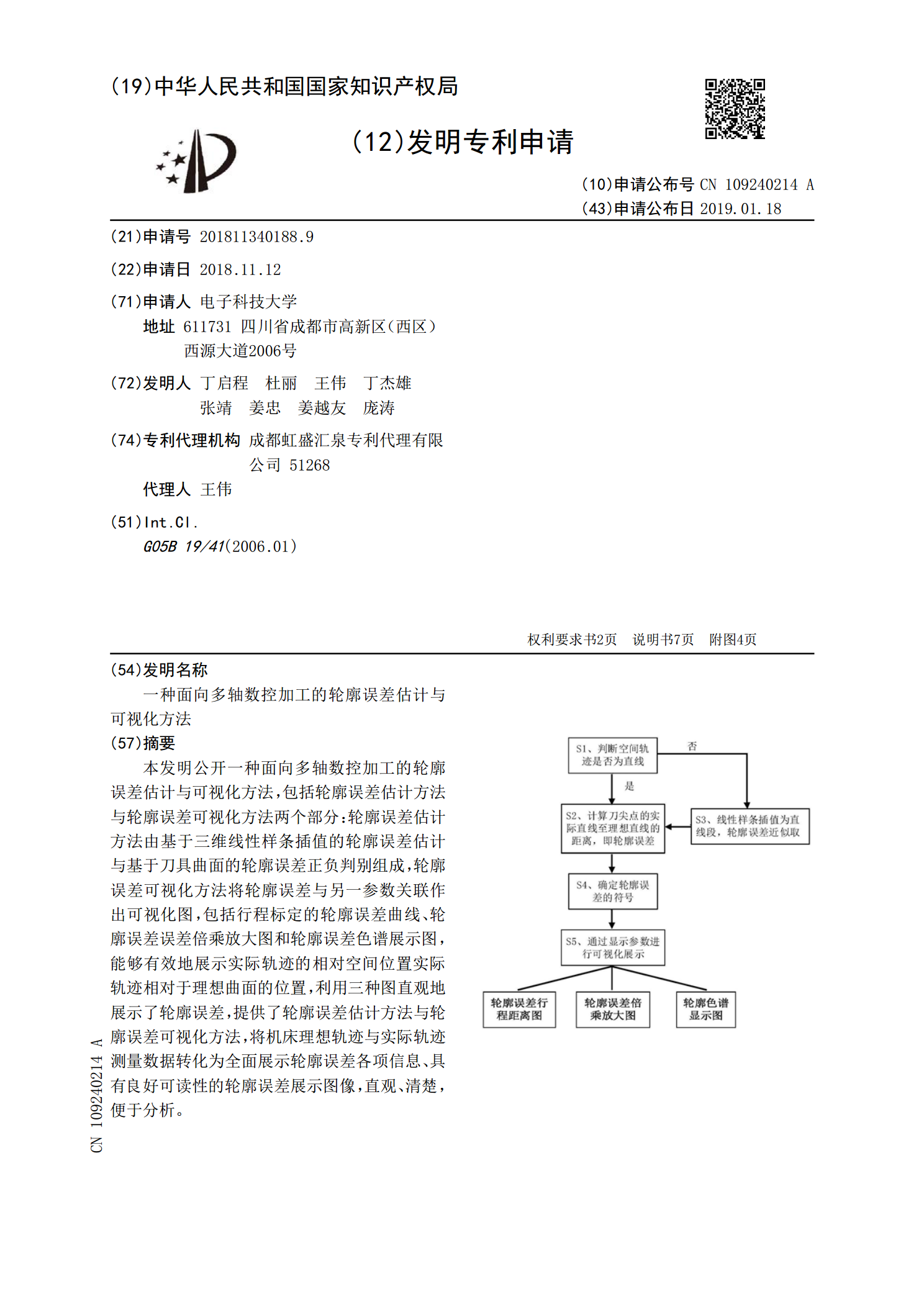
本发明公开一种面向多轴数控加工的轮廓误差估计与可视化方法,包括轮廓误差估计方法与轮廓误差可视化方法两个部分:轮廓误差估计方法由基于三维线性样条插值的轮廓误差估计与基于刀具曲面的轮廓误差正负判别组成,轮廓误差可视化方法将轮廓误差与另一参数关联作出可视化图,包括行程标定的轮廓误差曲线、轮廓误差误差倍乘放大图和轮廓误差色谱展示图,能够有效地展示实际轨迹的相对空间位置实际轨迹相对于理想曲面的位置,利用三种图直观地展示了轮廓误差,提供了轮廓误差估计方法与轮廓误差可视化方法,将机床理想轨迹与实际轨迹测量数据转化为全面