
一种面向多轴数控加工的轮廓误差估计与可视化方法.pdf

春景****23

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种面向多轴数控加工的轮廓误差估计与可视化方法.pdf
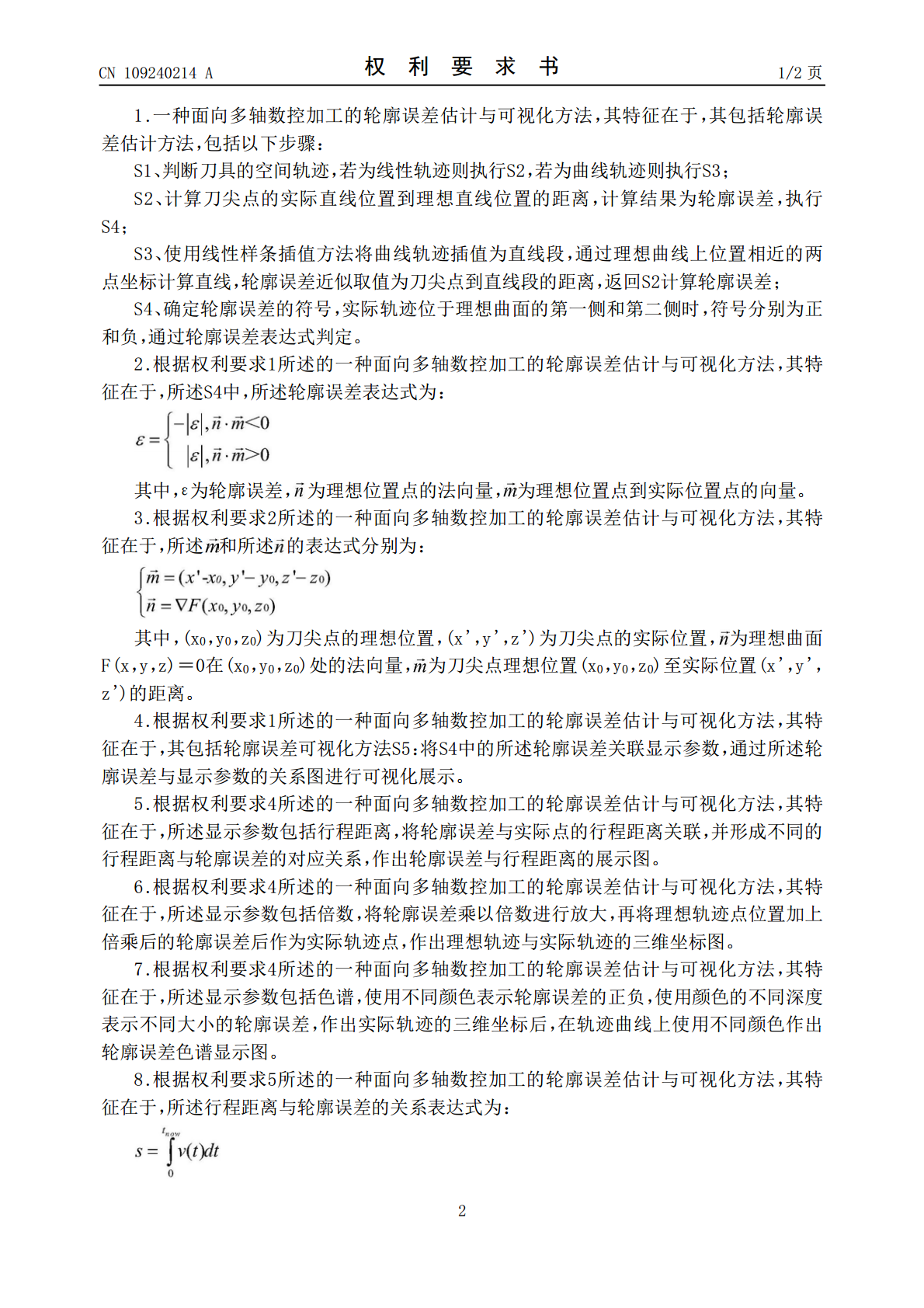
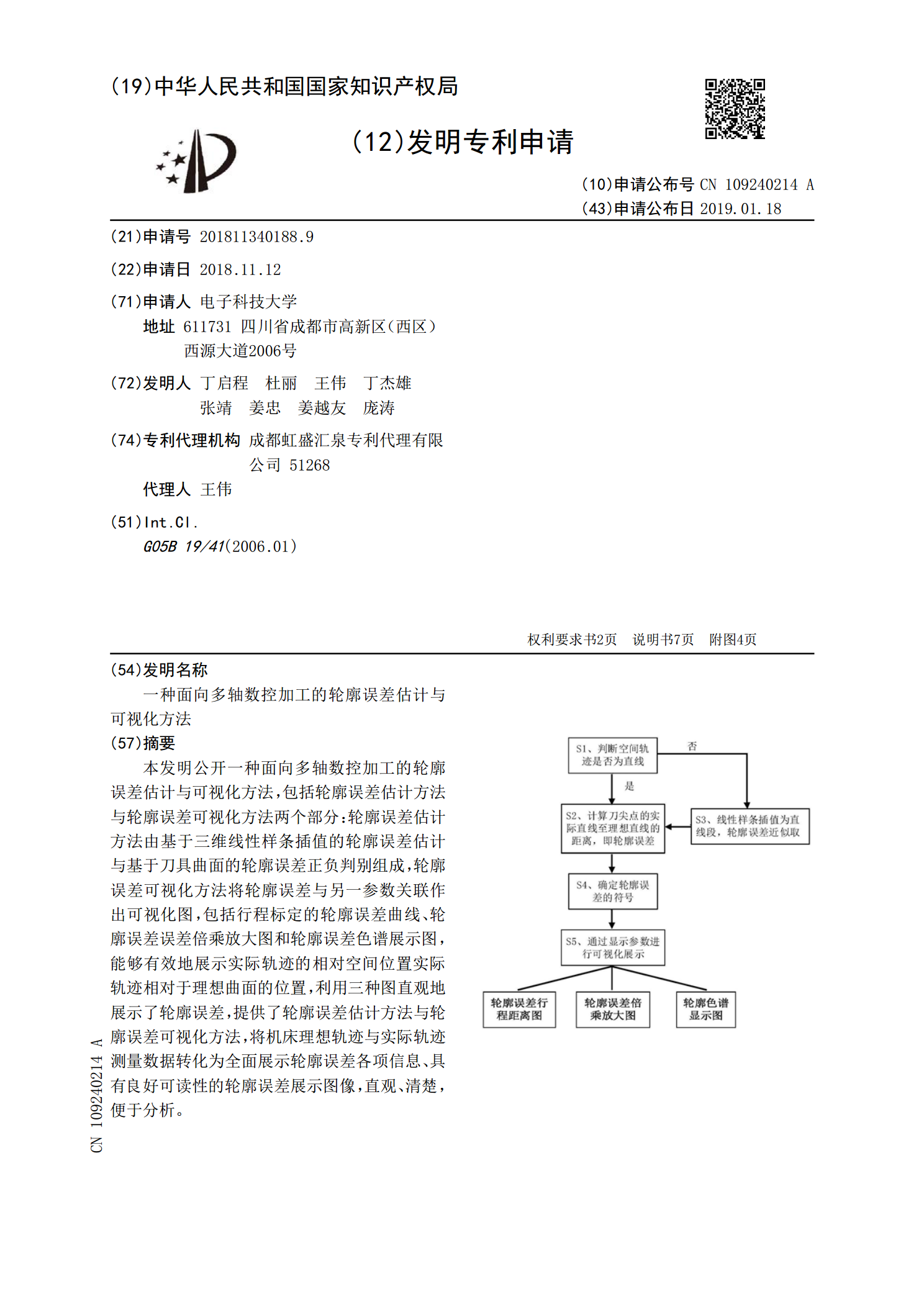
本发明公开一种面向多轴数控加工的轮廓误差估计与可视化方法,包括轮廓误差估计方法与轮廓误差可视化方法两个部分:轮廓误差估计方法由基于三维线性样条插值的轮廓误差估计与基于刀具曲面的轮廓误差正负判别组成,轮廓误差可视化方法将轮廓误差与另一参数关联作出可视化图,包括行程标定的轮廓误差曲线、轮廓误差误差倍乘放大图和轮廓误差色谱展示图,能够有效地展示实际轨迹的相对空间位置实际轨迹相对于理想曲面的位置,利用三种图直观地展示了轮廓误差,提供了轮廓误差估计方法与轮廓误差可视化方法,将机床理想轨迹与实际轨迹测量数据转化为全面
一种减小多轴加工轮廓误差的进给率松弛方法.pdf
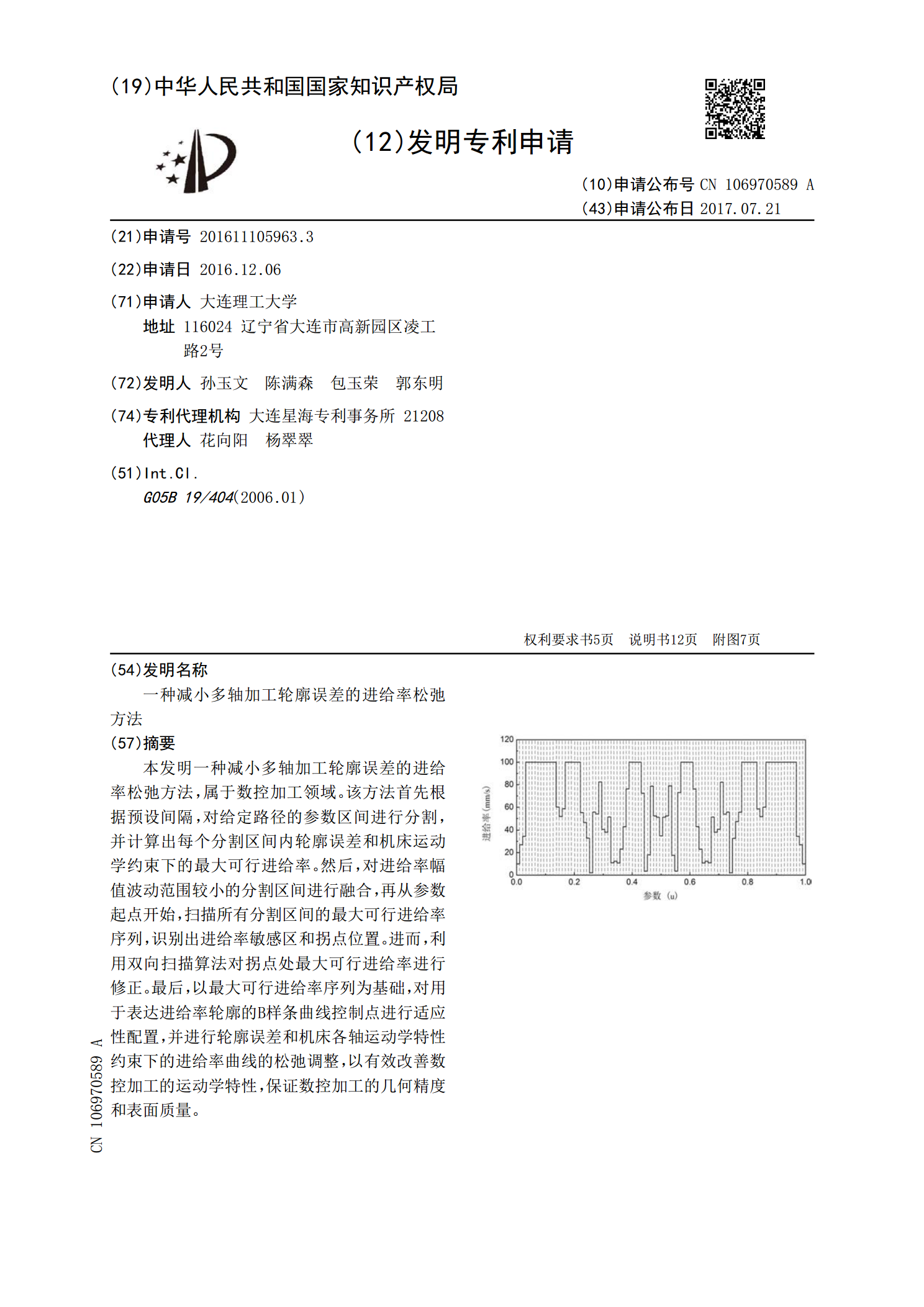
本发明一种减小多轴加工轮廓误差的进给率松弛方法,属于数控加工领域。该方法首先根据预设间隔,对给定路径的参数区间进行分割,并计算出每个分割区间内轮廓误差和机床运动学约束下的最大可行进给率。然后,对进给率幅值波动范围较小的分割区间进行融合,再从参数起点开始,扫描所有分割区间的最大可行进给率序列,识别出进给率敏感区和拐点位置。进而,利用双向扫描算法对拐点处最大可行进给率进行修正。最后,以最大可行进给率序列为基础,对用于表达进给率轮廓的B样条曲线控制点进行适应性配置,并进行轮廓误差和机床各轴运动学特性约束下的进给
面向圆柱凸轮加工的三轴联动轮廓误差补偿控制方法.pdf
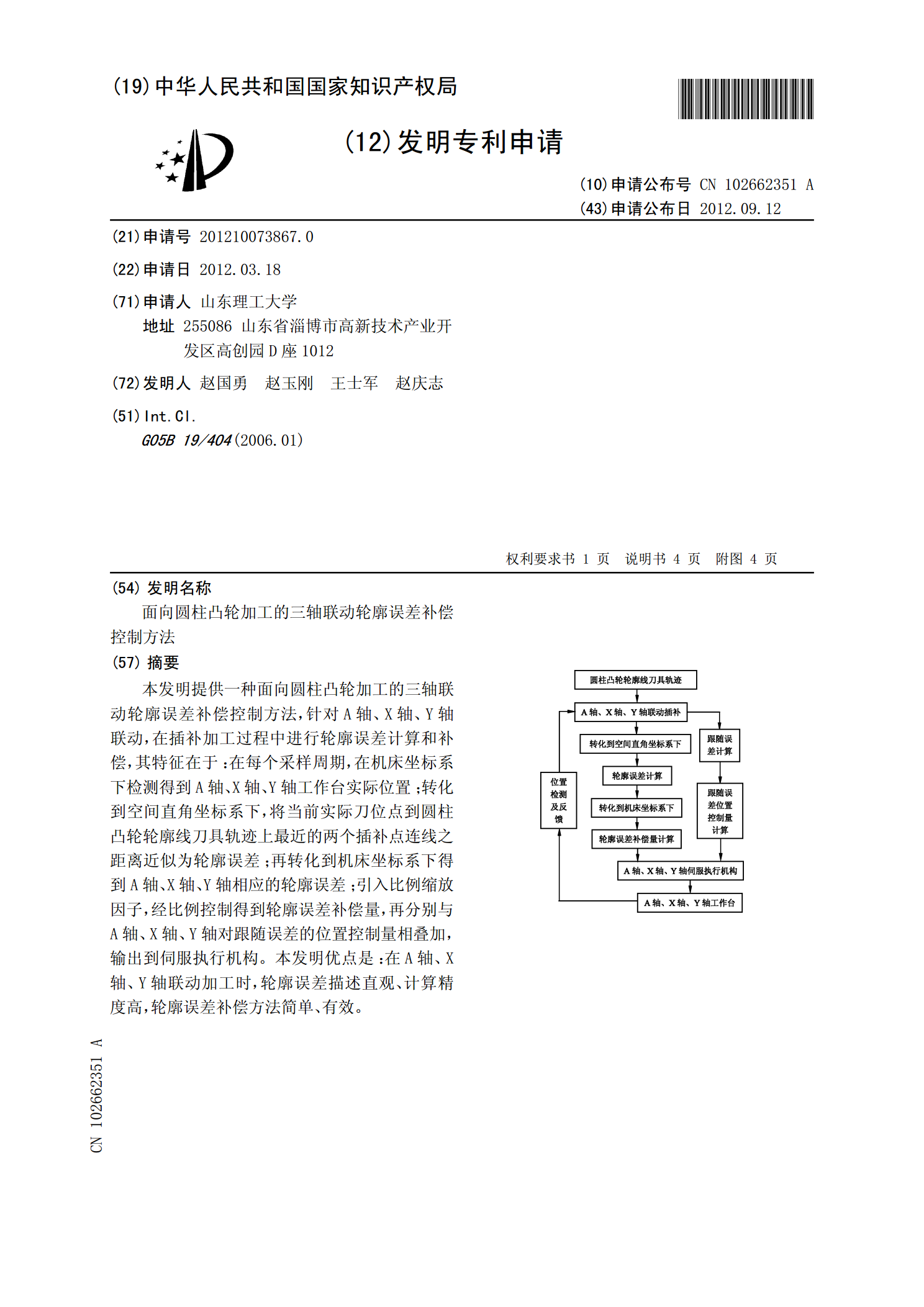
本发明提供一种面向圆柱凸轮加工的三轴联动轮廓误差补偿控制方法,针对A轴、X轴、Y轴联动,在插补加工过程中进行轮廓误差计算和补偿,其特征在于:在每个采样周期,在机床坐标系下检测得到A轴、X轴、Y轴工作台实际位置;转化到空间直角坐标系下,将当前实际刀位点到圆柱凸轮轮廓线刀具轨迹上最近的两个插补点连线之距离近似为轮廓误差;再转化到机床坐标系下得到A轴、X轴、Y轴相应的轮廓误差;引入比例缩放因子,经比例控制得到轮廓误差补偿量,再分别与A轴、X轴、Y轴对跟随误差的位置控制量相叠加,输出到伺服执行机构。本发明优点是:
一种基于CAN网络的多轴数控系统的轮廓误差控制方法.pdf
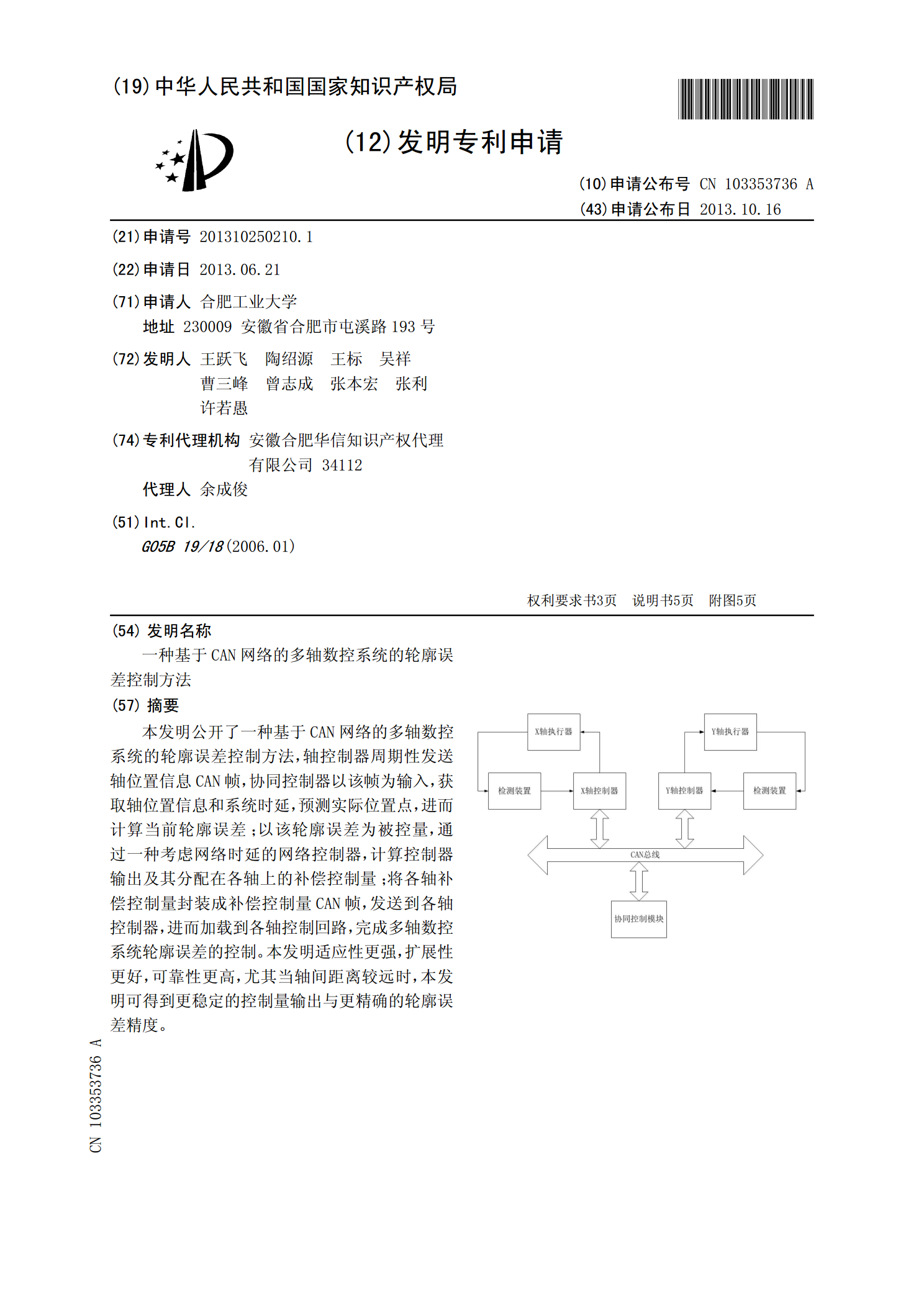
本发明公开了一种基于CAN网络的多轴数控系统的轮廓误差控制方法,轴控制器周期性发送轴位置信息CAN帧,协同控制器以该帧为输入,获取轴位置信息和系统时延,预测实际位置点,进而计算当前轮廓误差;以该轮廓误差为被控量,通过一种考虑网络时延的网络控制器,计算控制器输出及其分配在各轴上的补偿控制量;将各轴补偿控制量封装成补偿控制量CAN帧,发送到各轴控制器,进而加载到各轴控制回路,完成多轴数控系统轮廓误差的控制。本发明适应性更强,扩展性更好,可靠性更高,尤其当轴间距离较远时,本发明可得到更稳定的控制量输出与更精确的
一种三轴数控机床的轮廓误差估算方法.pdf
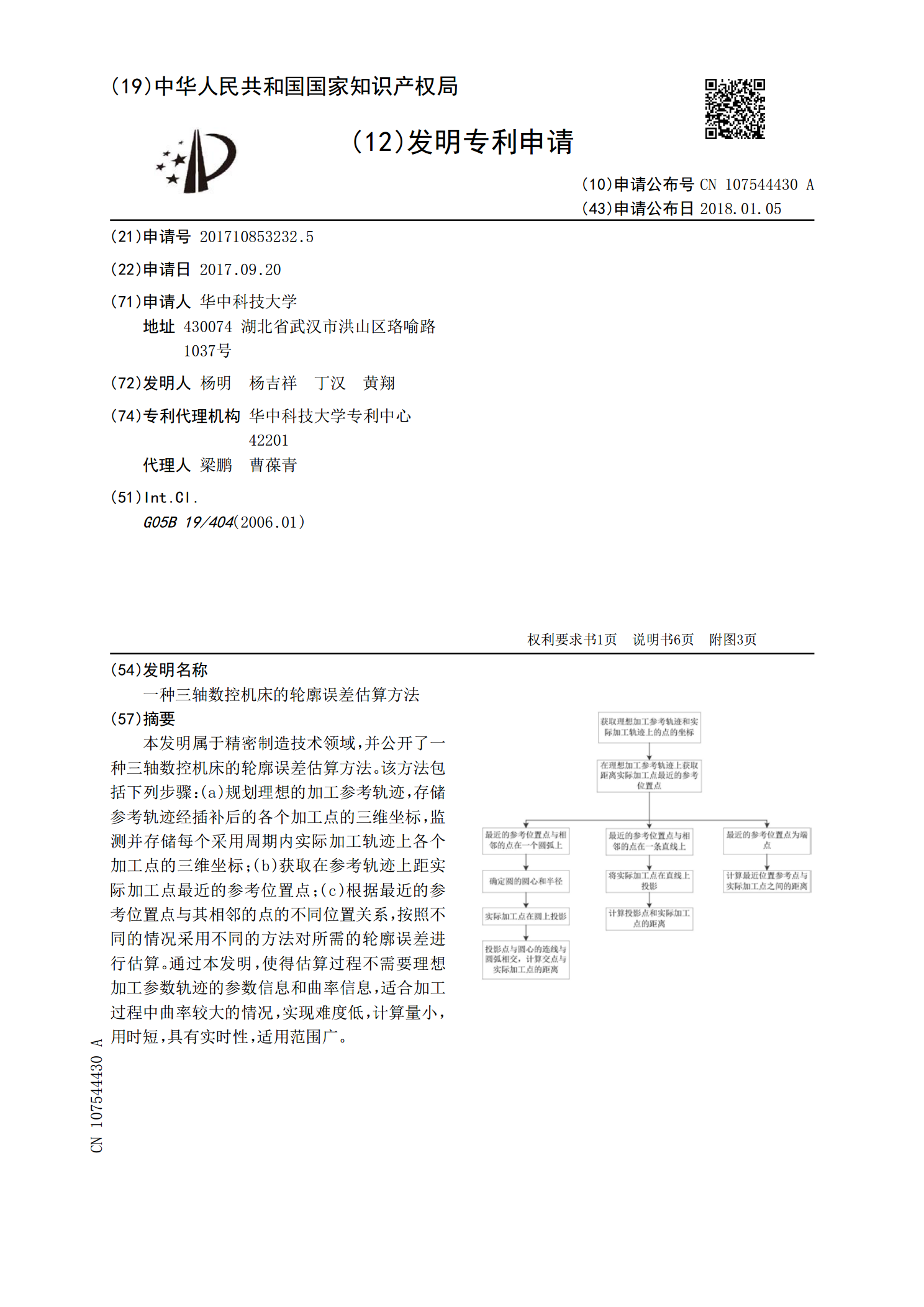
本发明属于精密制造技术领域,并公开了一种三轴数控机床的轮廓误差估算方法。该方法包括下列步骤:(a)规划理想的加工参考轨迹,存储参考轨迹经插补后的各个加工点的三维坐标,监测并存储每个采用周期内实际加工轨迹上各个加工点的三维坐标;(b)获取在参考轨迹上距实际加工点最近的参考位置点;(c)根据最近的参考位置点与其相邻的点的不同位置关系,按照不同的情况采用不同的方法对所需的轮廓误差进行估算。通过本发明,使得估算过程不需要理想加工参数轨迹的参数信息和曲率信息,适合加工过程中曲率较大的情况,实现难度低,计算量小,用时