
用于铣削机床主轴的同步打刀机构.pdf

冷霜****魔王

1/8

2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于铣削机床主轴的同步打刀机构.pdf
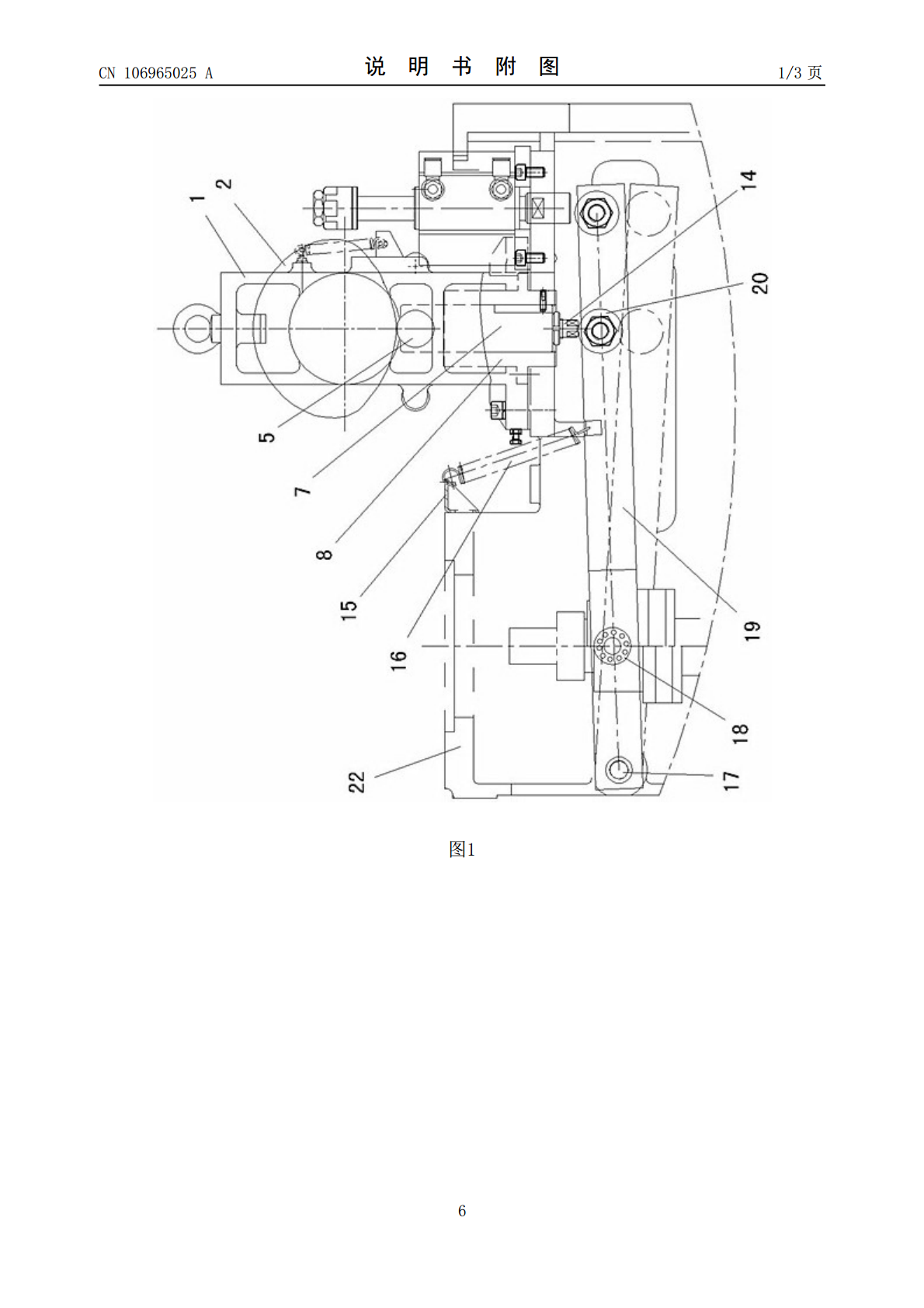
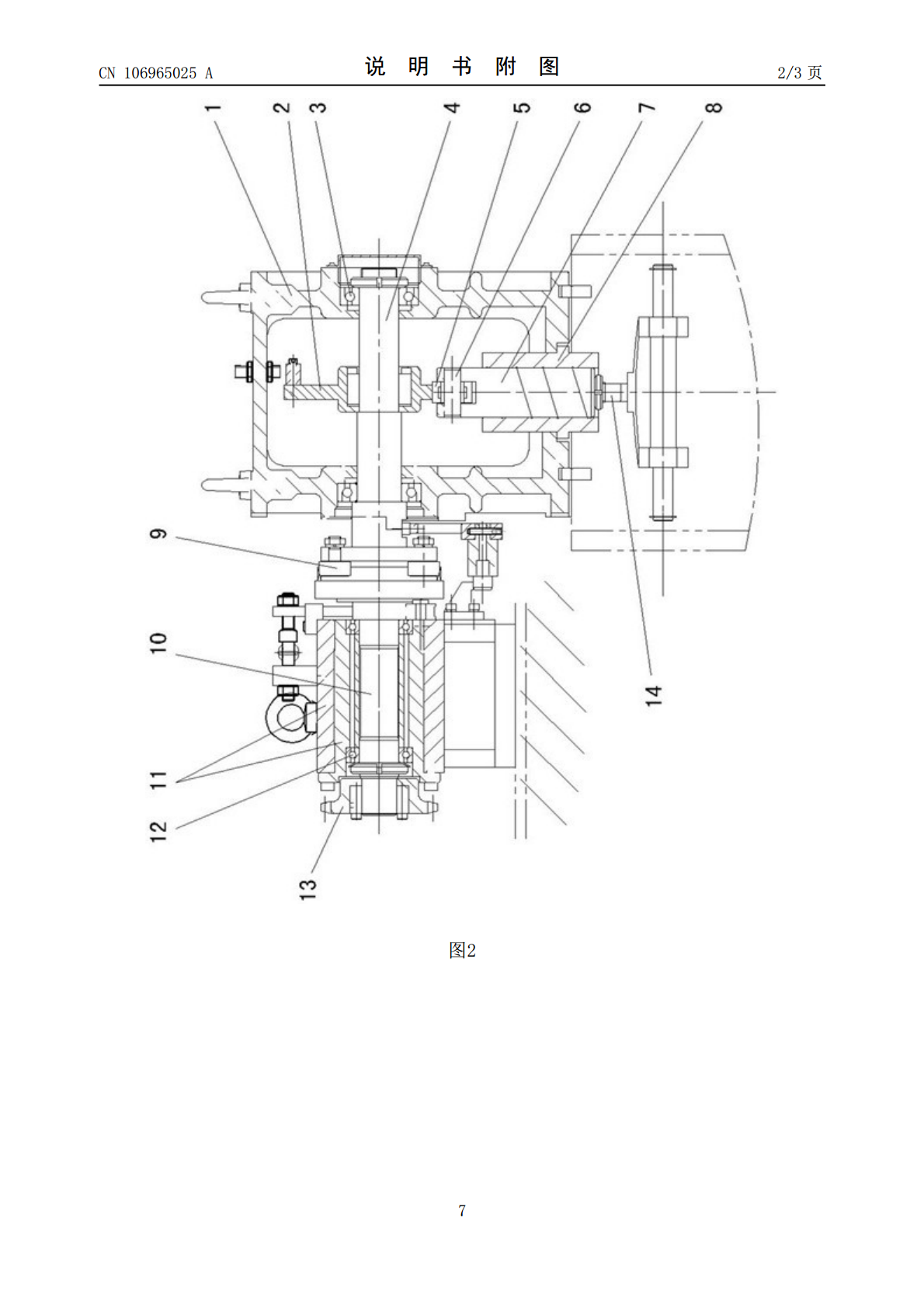
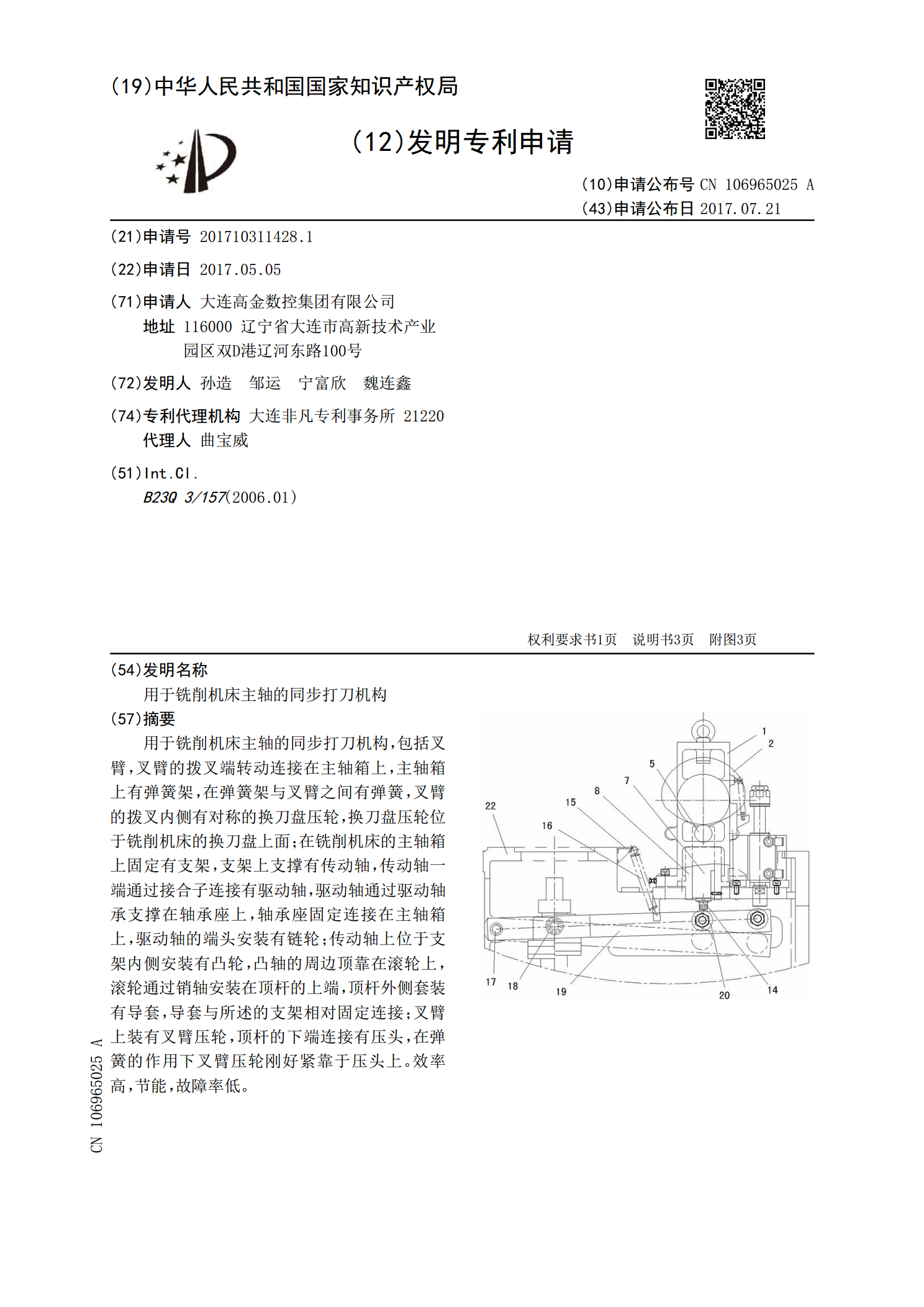
用于铣削机床主轴的同步打刀机构,包括叉臂,叉臂的拨叉端转动连接在主轴箱上,主轴箱上有弹簧架,在弹簧架与叉臂之间有弹簧,叉臂的拨叉内侧有对称的换刀盘压轮,换刀盘压轮位于铣削机床的换刀盘上面;在铣削机床的主轴箱上固定有支架,支架上支撑有传动轴,传动轴一端通过接合子连接有驱动轴,驱动轴通过驱动轴承支撑在轴承座上,轴承座固定连接在主轴箱上,驱动轴的端头安装有链轮;传动轴上位于支架内侧安装有凸轮,凸轴的周边顶靠在滚轮上,滚轮通过销轴安装在顶杆的上端,顶杆外侧套装有导套,导套与所述的支架相对固定连接;叉臂上装有叉臂压
直联式主轴同步打刀机构.pdf
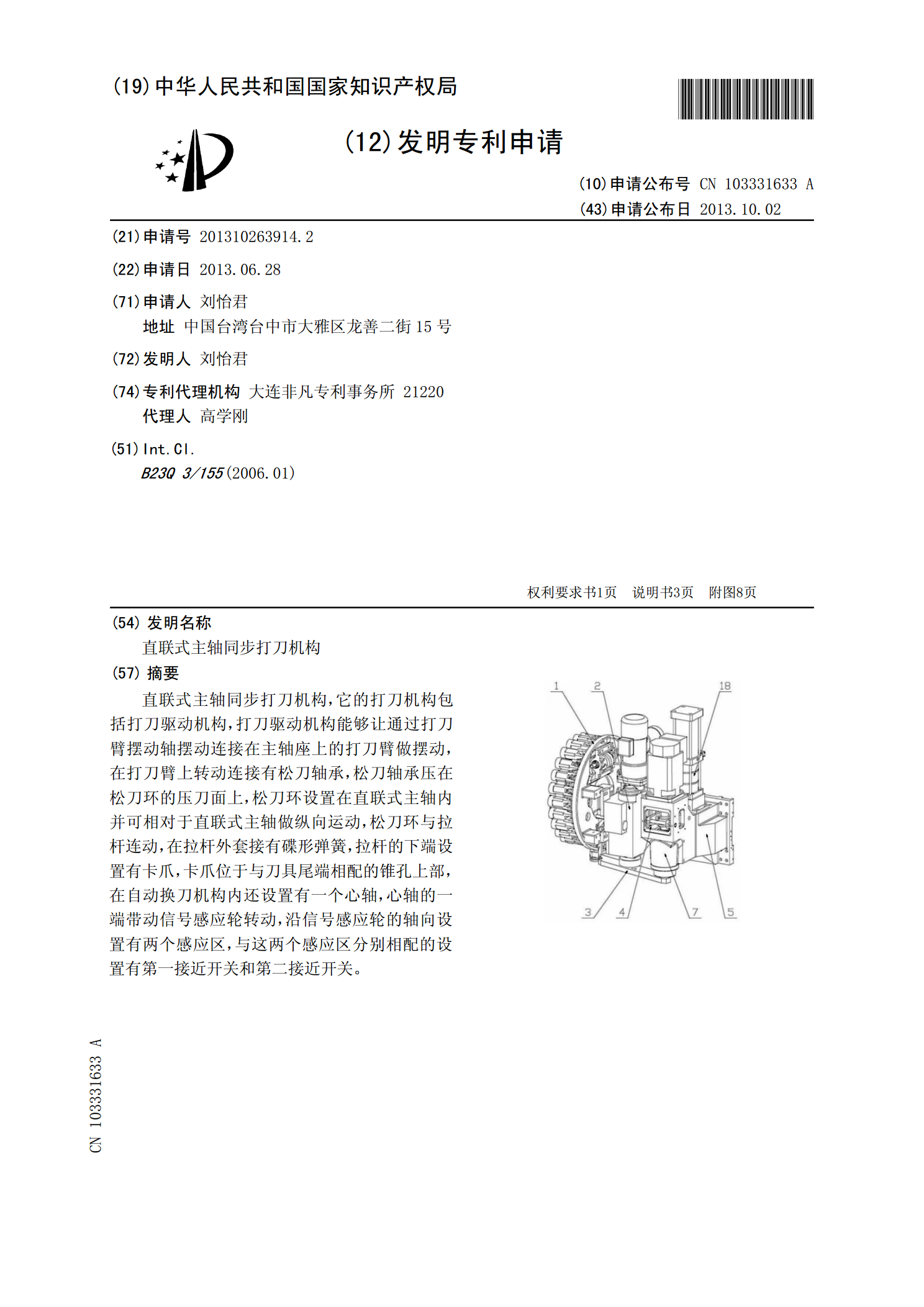
直联式主轴同步打刀机构,它的打刀机构包括打刀驱动机构,打刀驱动机构能够让通过打刀臂摆动轴摆动连接在主轴座上的打刀臂做摆动,在打刀臂上转动连接有松刀轴承,松刀轴承压在松刀环的压刀面上,松刀环设置在直联式主轴内并可相对于直联式主轴做纵向运动,松刀环与拉杆连动,在拉杆外套接有碟形弹簧,拉杆的下端设置有卡爪,卡爪位于与刀具尾端相配的锥孔上部,在自动换刀机构内还设置有一个心轴,心轴的一端带动信号感应轮转动,沿信号感应轮的轴向设置有两个感应区,与这两个感应区分别相配的设置有第一接近开关和第二接近开关。

一种机床主轴换刀机构和机床.pdf
本发明公开了一种机床主轴换刀机构和机床,包括:活塞缸组件,包括缸体、活塞和顶盖,顶盖或缸体设有第一气路,活塞设有第二气路;轴芯,设有轴芯内孔,轴芯设有第三气路,第三气路延伸至轴芯和刀柄的连接面;拉爪组件,包括拉杆帽、拉杆、弹性复位部件和拉爪座,拉爪组件设有偏离拉爪组件轴线的第四气路;其中,拉刀状态下,第一气路与第二气路错开而不接通,第二气路与第四气路断开,第四气路与第三气路错开而不接通;打刀状态下,第一气路、第二气路、第四气路与第三气路形成依次连接的通路。本发明不占用电主轴特别是拉爪组件的轴线空间,一是节
直联主轴打刀吹气机构.pdf
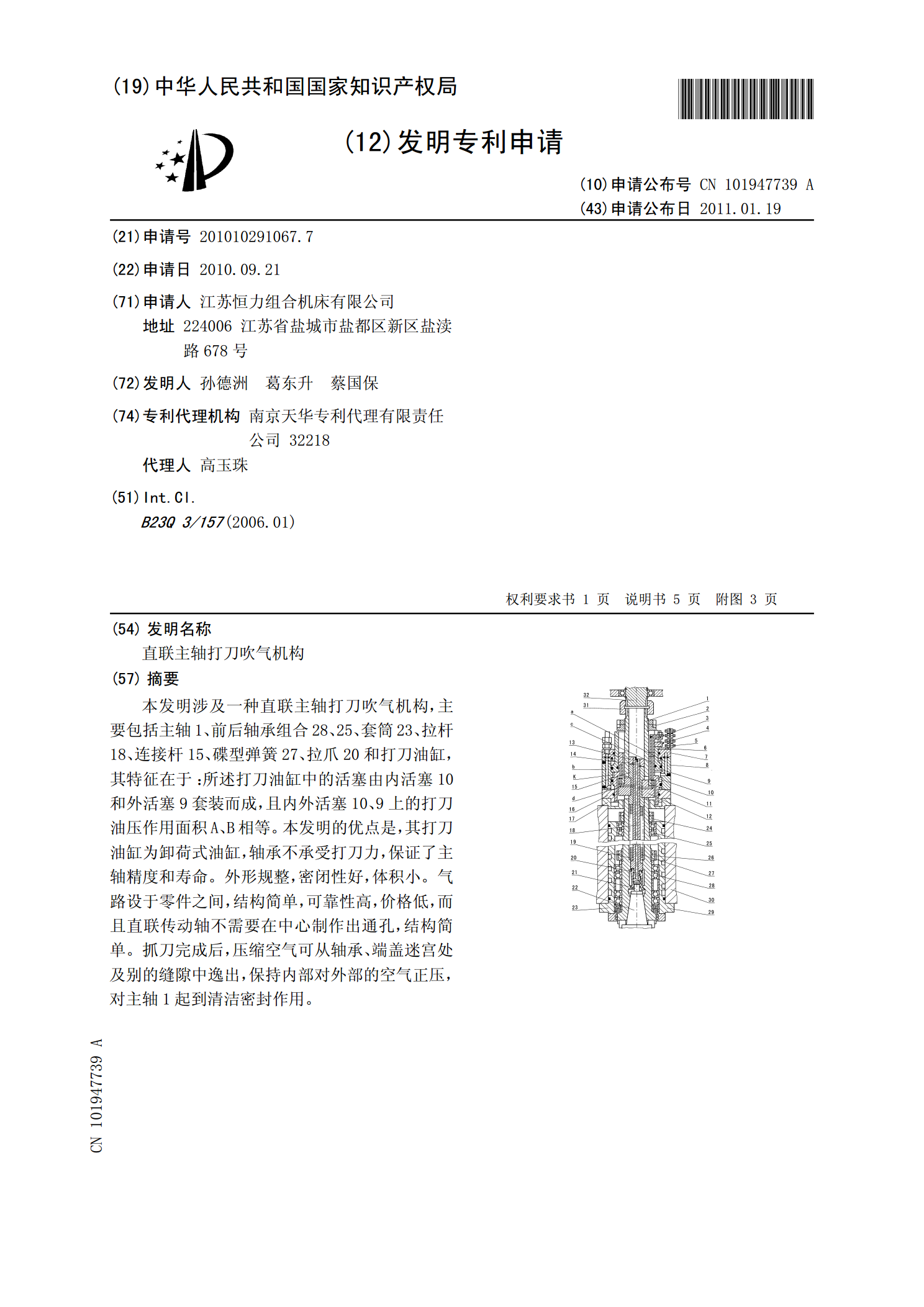
本发明涉及一种直联主轴打刀吹气机构,主要包括主轴1、前后轴承组合28、25、套筒23、拉杆18、连接杆15、碟型弹簧27、拉爪20和打刀油缸,其特征在于:所述打刀油缸中的活塞由内活塞10和外活塞9套装而成,且内外活塞10、9上的打刀油压作用面积A、B相等。本发明的优点是,其打刀油缸为卸荷式油缸,轴承不承受打刀力,保证了主轴精度和寿命。外形规整,密闭性好,体积小。气路设于零件之间,结构简单,可靠性高,价格低,而且直联传动轴不需要在中心制作出通孔,结构简单。抓刀完成后,压缩空气可从轴承、端盖迷宫处及别的缝隙中

一种机床的打刀机构.pdf
本发明公开了一种机床的打刀机构,其特征在于,包括主轴支架、主轴、打刀装置,主轴和打刀装置设置在主轴支架上,打刀装置将主轴的打刀盖面下压;还包括下刀装置,下刀装置包括调节板和刀架,刀架包括固定刀架和旋转刀架,刀架可旋转的固定在机床上,并且在固定刀架上设置有滑轮,调节板固定在主轴支架上,调节板呈阶梯状,滑轮与调节板紧贴。本发明结构简单,操作方便,通过曲柄压动打刀盖面,并且在初始位置时与打刀盖面之间存在间隙,避免了由于加工产生的反作用损坏打刀盖面与打刀环之间的轴承,减少使用寿命,另外,增加刀架,避免工人直接接触