
一种应用于锥齿轮轴的制造工艺.pdf

mm****酱吖

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种应用于锥齿轮轴的制造工艺.pdf
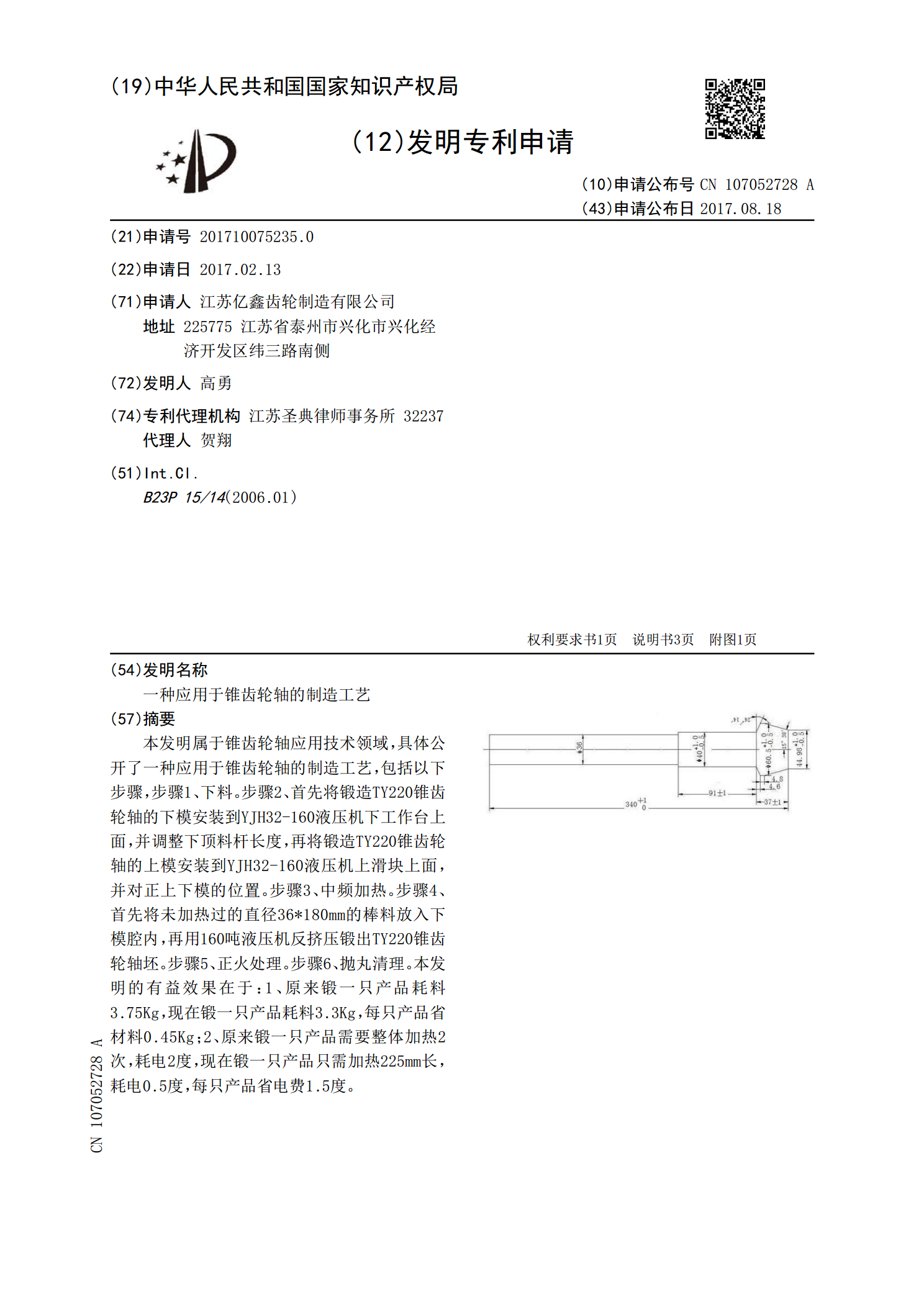
本发明属于锥齿轮轴应用技术领域,具体公开了一种应用于锥齿轮轴的制造工艺,包括以下步骤,步骤1、下料。步骤2、首先将锻造TY220锥齿轮轴的下模安装到YJH32‑160液压机下工作台上面,并调整下顶料杆长度,再将锻造TY220锥齿轮轴的上模安装到YJH32‑160液压机上滑块上面,并对正上下模的位置。步骤3、中频加热。步骤4、首先将未加热过的直径36*180mm的棒料放入下模腔内,再用160吨液压机反挤压锻出TY220锥齿轮轴坯。步骤5、正火处理。步骤6、抛丸清理。本发明的有益效果在于:1、原来锻一只产品耗

一种应用于弧齿锥齿轮的复合双面制造工艺.pdf
本发明属于弧齿锥齿轮应用技术领域,具体公开了一种应用于弧齿锥齿轮的复合双面制造工艺,步骤1、根据产品参数计算机床调整参数等。步骤2、准备刀具、工装、产品毛坯。步骤3、根据机床调整参数调整机床等。步骤4、对大齿轮机床参数复查,准备试切产品等。步骤5、对小齿轮机床参数复查准备试切产品等。步骤6、将滚动检查机夹具装校好等。步骤7、将铣好的大齿轮和小齿轮分别安装到滚动检查机上面等。步骤8、根据滚动检查机的啮合印痕,在小齿轮机床进行数据调整,直至产品符合要求。本发明的有益效果在于:其制造工艺操作生产制造弧齿锥齿轮机
车用锥齿轮轴制造方法.pdf
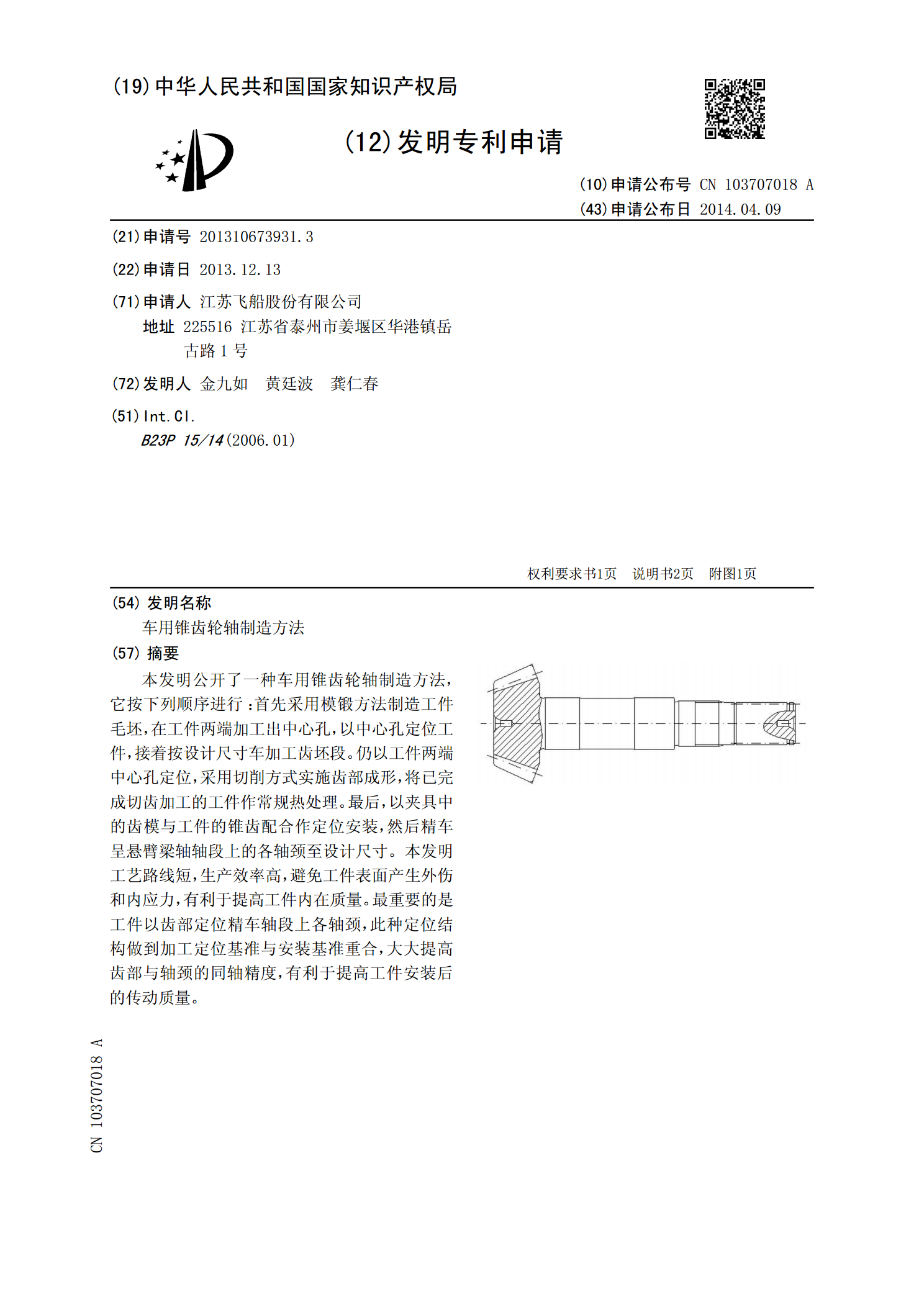
本发明公开了一种车用锥齿轮轴制造方法,它按下列顺序进行:首先采用模锻方法制造工件毛坯,在工件两端加工出中心孔,以中心孔定位工件,接着按设计尺寸车加工齿坯段。仍以工件两端中心孔定位,采用切削方式实施齿部成形,将已完成切齿加工的工件作常规热处理。最后,以夹具中的齿模与工件的锥齿配合作定位安装,然后精车呈悬臂梁轴轴段上的各轴颈至设计尺寸。本发明工艺路线短,生产效率高,避免工件表面产生外伤和内应力,有利于提高工件内在质量。最重要的是工件以齿部定位精车轴段上各轴颈,此种定位结构做到加工定位基准与安装基准重合,大大提
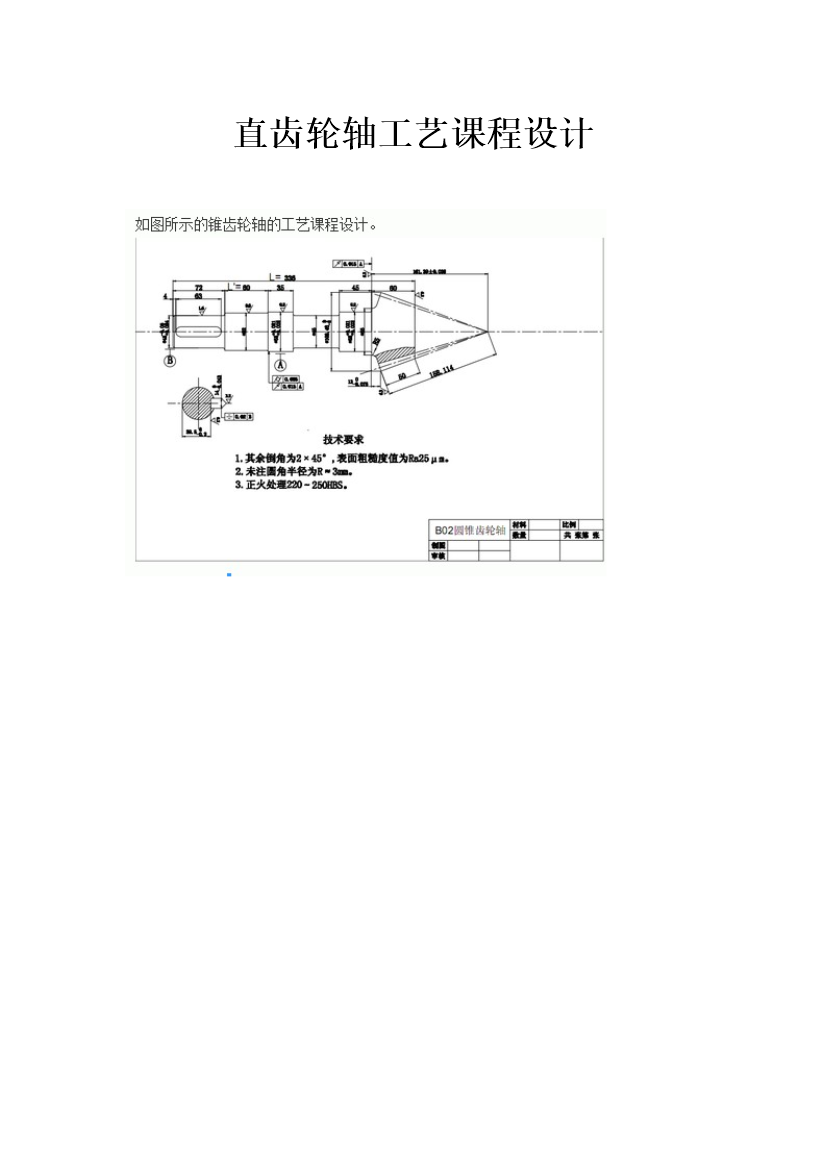
锥齿轮轴工艺课程设计.doc
直齿轮轴工艺课程设计目录一.零件图的分析11.1零件的结构分析11.2零件的工艺分析11.3零件的生产类型1二.选择毛坯并拟定毛坯尺寸、设计毛坯图12.1选择毛坯12.2.拟定机械加工余量、毛坯尺寸和公差12.2.1.质量计算12.2.2锻件公差等级12.2.3.锻件的材质系数22.2.4.锻件的形状复杂系数S22.2.5.零件表面粗糙度22.3.拟定机械加工余量22.4.拟定毛坯尺寸22.5.拟定毛坯尺寸公差22.6.设计毛坯图2三.选择加工方法、制定工艺路线33.1定位基准的选择33.2零件表面加工方
一种弧齿锥齿轮制造工艺.pdf
本发明涉及一种弧齿锥齿轮制造工艺,包括以下步骤:下料→热锻→切飞边→冲连皮→退火→喷丸处理→磷化皂化→冷锻→切屑加工→热处理。本发明采用相比传统的机加工提高了材料的利用率,极大地降低了生产成本。经过挤压成形的弧齿锥齿轮,提高了力学性能。而且本发明的工艺为先热锻,再冷锻,弥补了仅靠热锻加工或仅靠冷锻加工存在的缺陷。