
一种应用于弧齿锥齿轮的复合双面制造工艺.pdf

一吃****成益

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种应用于弧齿锥齿轮的复合双面制造工艺.pdf
本发明属于弧齿锥齿轮应用技术领域,具体公开了一种应用于弧齿锥齿轮的复合双面制造工艺,步骤1、根据产品参数计算机床调整参数等。步骤2、准备刀具、工装、产品毛坯。步骤3、根据机床调整参数调整机床等。步骤4、对大齿轮机床参数复查,准备试切产品等。步骤5、对小齿轮机床参数复查准备试切产品等。步骤6、将滚动检查机夹具装校好等。步骤7、将铣好的大齿轮和小齿轮分别安装到滚动检查机上面等。步骤8、根据滚动检查机的啮合印痕,在小齿轮机床进行数据调整,直至产品符合要求。本发明的有益效果在于:其制造工艺操作生产制造弧齿锥齿轮机
一种弧齿锥齿轮制造工艺.pdf
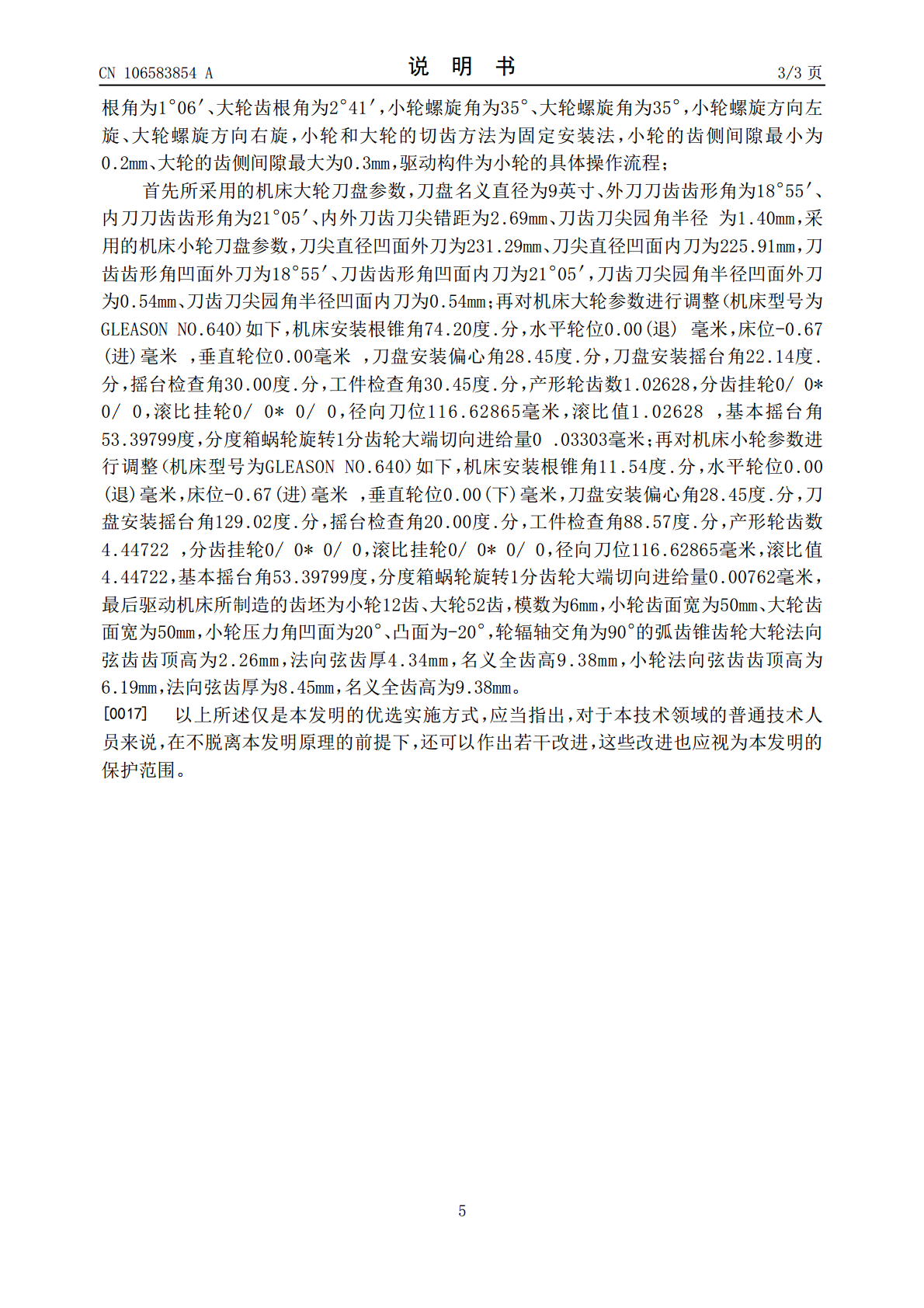
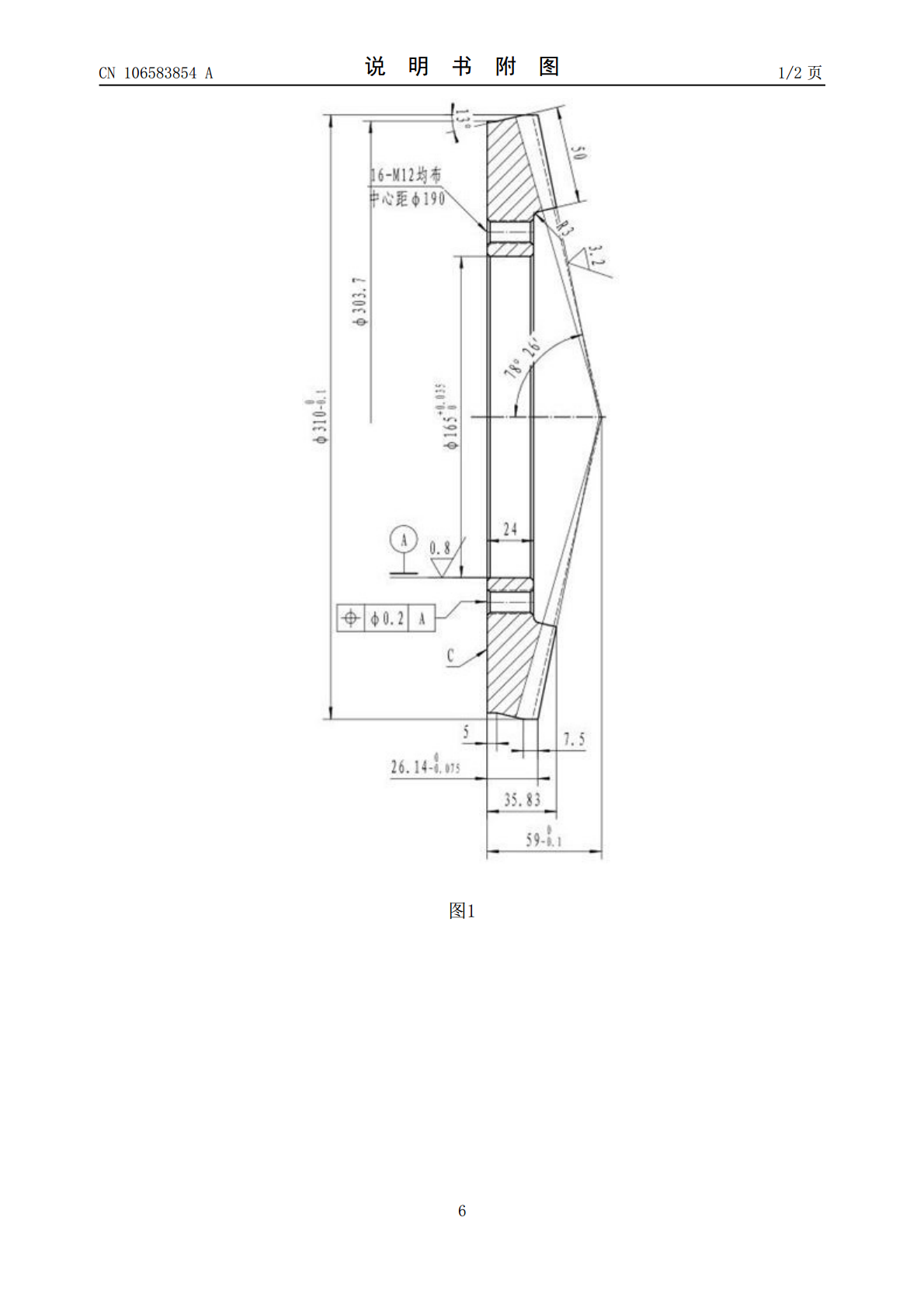
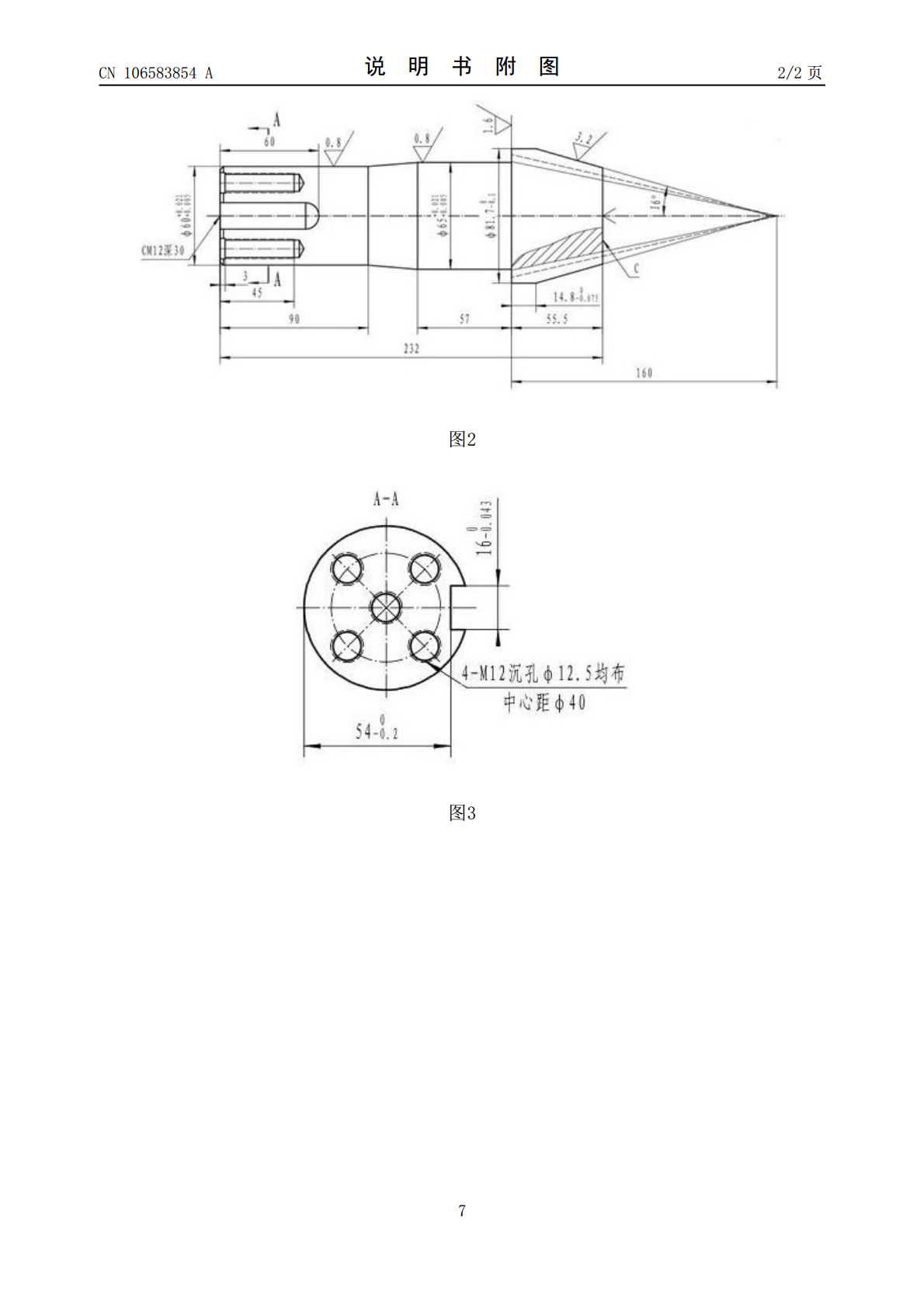
本发明涉及一种弧齿锥齿轮制造工艺,包括以下步骤:下料→热锻→切飞边→冲连皮→退火→喷丸处理→磷化皂化→冷锻→切屑加工→热处理。本发明采用相比传统的机加工提高了材料的利用率,极大地降低了生产成本。经过挤压成形的弧齿锥齿轮,提高了力学性能。而且本发明的工艺为先热锻,再冷锻,弥补了仅靠热锻加工或仅靠冷锻加工存在的缺陷。

弧齿锥齿轮制造技术.pdf

双圆弧弧齿锥齿轮制造工艺和试验研究.docx
双圆弧弧齿锥齿轮制造工艺和试验研究双圆弧弧齿锥齿轮是一种特殊的齿轮,其制造工艺和试验研究是现代机械制造技术中的重要一环。本文将介绍双圆弧弧齿锥齿轮的特点、制造工艺以及试验研究。一、双圆弧弧齿锥齿轮的特点双圆弧弧齿锥齿轮是指齿轮传动中的一种特殊设计,其牙形轮廓是双圆弧弧形状的。相对于普通的锥齿轮,双圆弧弧齿锥齿轮具有如下几个特点:1.高精密度。双圆弧弧齿锥齿轮的齿形精度是传统锥齿轮的数倍,能够有效提高传动精度。2.承载能力强。由于双圆弧弧齿锥齿轮齿型的特殊设计,其承载能力相对于传统锥齿轮有很大提升。3.传动

直齿、弧齿锥齿轮研齿工艺守则.docx
直齿、弧齿锥齿轮研齿工艺守则直齿、弧齿锥齿轮研齿工艺守则摘要:齿轮是机械传动中常见的元件之一,直齿、弧齿锥齿轮作为常用的齿轮类型,其研齿工艺守则对于保证齿轮的装配质量和使用寿命具有重要作用。本文将详细介绍直齿、弧齿锥齿轮研齿工艺守则的内容和要点,并分析其在实际生产中的应用情况。通过深入研究和分析,我们可以为齿轮制造商和使用单位提供参考和指导,以提高产品质量和减少故障率。关键词:齿轮,直齿,弧齿锥齿轮,研齿工艺1.引言齿轮作为机械传动的重要组成部分,广泛应用于各个领域。直齿、弧齿锥齿轮由于其特殊的结构与工作