
连杆油孔孔口曲面倒角加工设备及方法.pdf

春景****23

1/8
2/8

3/8

4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

连杆油孔孔口曲面倒角加工设备及方法.pdf
本发明公开了一种连杆油孔孔口曲面倒角加工设备及方法,涉及发动机连杆加工技术领域。本发明包括卧式三坐标驱动机构、伺服主轴驱动机构和分度工作台,所述伺服主轴驱动机构设置在卧式三坐标驱动机构上,卧式三坐标驱动机构带动伺服主轴驱动机构运动,所述伺服主轴驱动机构端部固定有铣刀柄,所述铣刀柄上固定有铣刀。本发明的连杆油孔孔口曲面倒角加工设备及方法,不但倒角效率和加工曲面轮廓度精度提高了,倒角一致性和表面粗糙度也得到了提高。
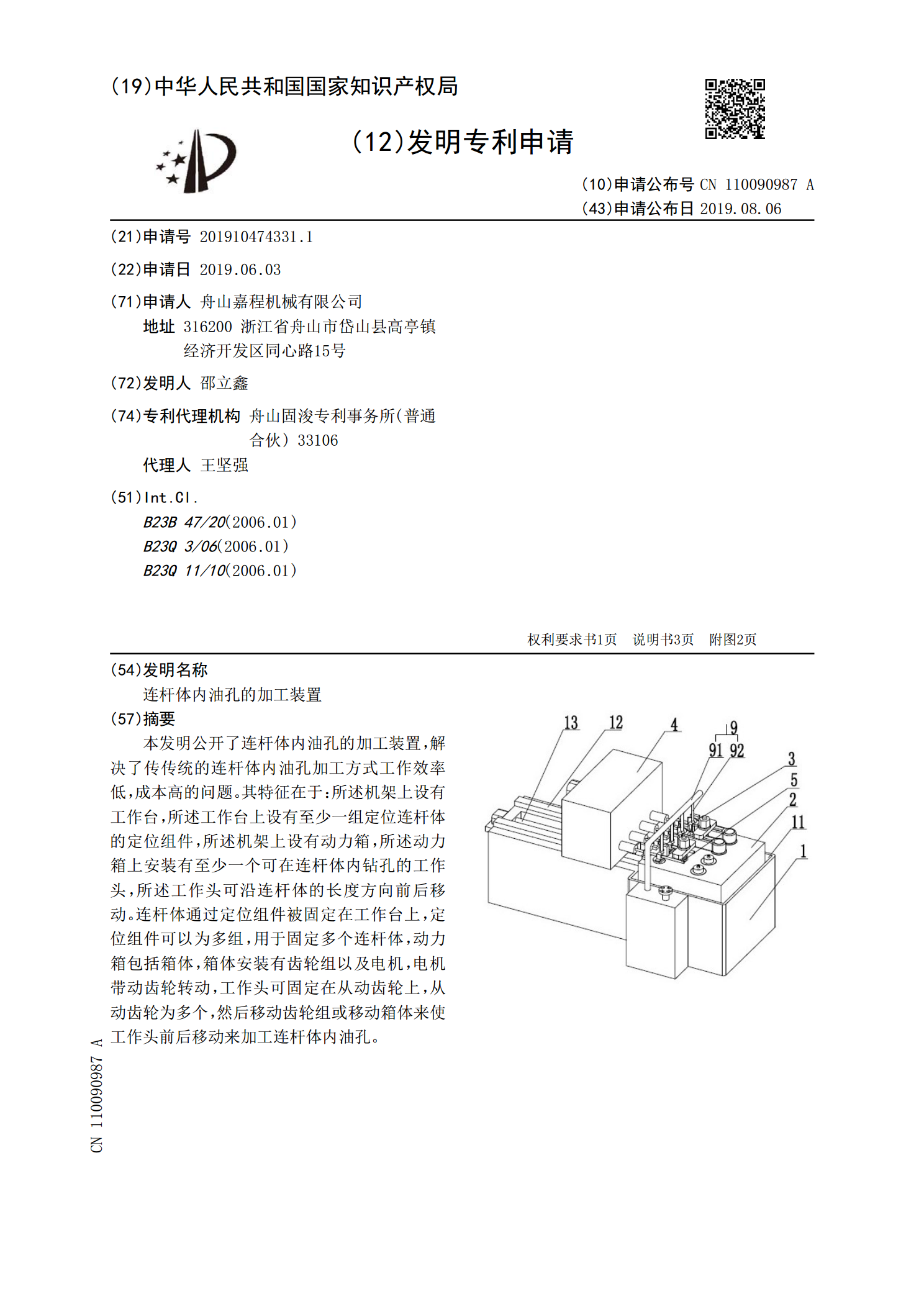
连杆体内油孔的加工装置.pdf
本发明公开了连杆体内油孔的加工装置,解决了传传统的连杆体内油孔加工方式工作效率低,成本高的问题。其特征在于:所述机架上设有工作台,所述工作台上设有至少一组定位连杆体的定位组件,所述机架上设有动力箱,所述动力箱上安装有至少一个可在连杆体内钻孔的工作头,所述工作头可沿连杆体的长度方向前后移动。连杆体通过定位组件被固定在工作台上,定位组件可以为多组,用于固定多个连杆体,动力箱包括箱体,箱体安装有齿轮组以及电机,电机带动齿轮转动,工作头可固定在从动齿轮上,从动齿轮为多个,然后移动齿轮组或移动箱体来使工作头前后移动

槽内孔口简易倒角方法.docx
槽内孔口简易倒角方法槽内孔口简易倒角方法摘要:槽内孔口的倒角是一种常见的加工工艺,在机械制造中具有重要的作用。本文对槽内孔口的倒角方法进行了探讨和总结,包括手工倒角、机械倒角和激光倒角等几种常用的倒角方法。同时,还对不同方法的加工精度、加工效率和适用范围进行了比较和分析,以期为槽内孔口的倒角提供一些参考。关键词:槽内孔口;倒角;手工倒角;机械倒角;激光倒角1.引言槽内孔口的倒角是一种常见的加工工艺,在机械制造中广泛应用于各种零件和设备的制作过程中。倒角可以提高零件的装配性能和使用寿命,减少零件的应力集中和
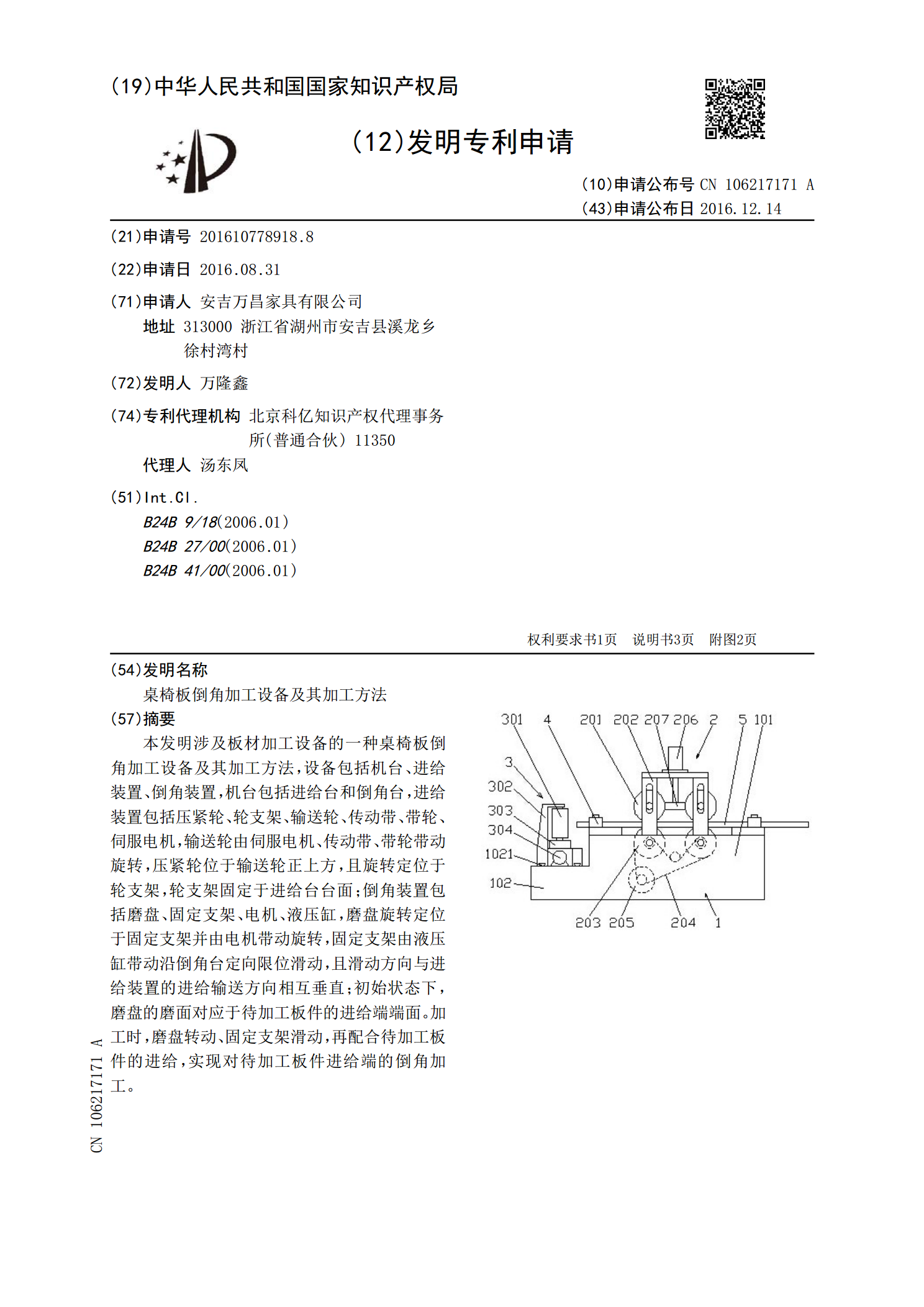
桌椅板倒角加工设备及其加工方法.pdf
本发明涉及板材加工设备的一种桌椅板倒角加工设备及其加工方法,设备包括机台、进给装置、倒角装置,机台包括进给台和倒角台,进给装置包括压紧轮、轮支架、输送轮、传动带、带轮、伺服电机,输送轮由伺服电机、传动带、带轮带动旋转,压紧轮位于输送轮正上方,且旋转定位于轮支架,轮支架固定于进给台台面;倒角装置包括磨盘、固定支架、电机、液压缸,磨盘旋转定位于固定支架并由电机带动旋转,固定支架由液压缸带动沿倒角台定向限位滑动,且滑动方向与进给装置的进给输送方向相互垂直;初始状态下,磨盘的磨面对应于待加工板件的进给端端面。加工
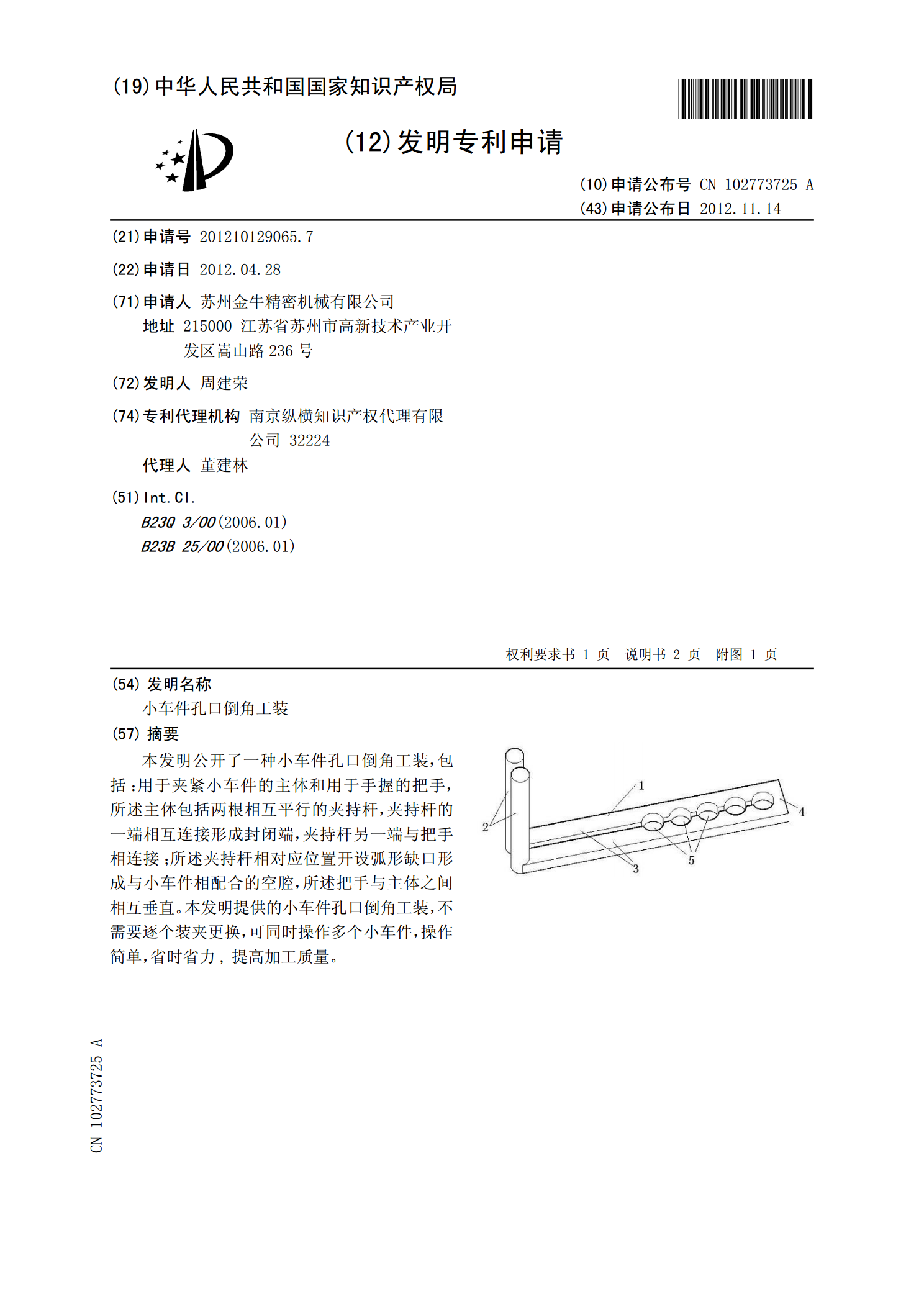
小车件孔口倒角工装.pdf
本发明公开了一种小车件孔口倒角工装,包括:用于夹紧小车件的主体和用于手握的把手,所述主体包括两根相互平行的夹持杆,夹持杆的一端相互连接形成封闭端,夹持杆另一端与把手相连接;所述夹持杆相对应位置开设弧形缺口形成与小车件相配合的空腔,所述把手与主体之间相互垂直。本发明提供的小车件孔口倒角工装,不需要逐个装夹更换,可同时操作多个小车件,操作简单,省时省力,提高加工质量。