
一种差速器壳体加工中心.pdf

An****99


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种差速器壳体加工中心.pdf
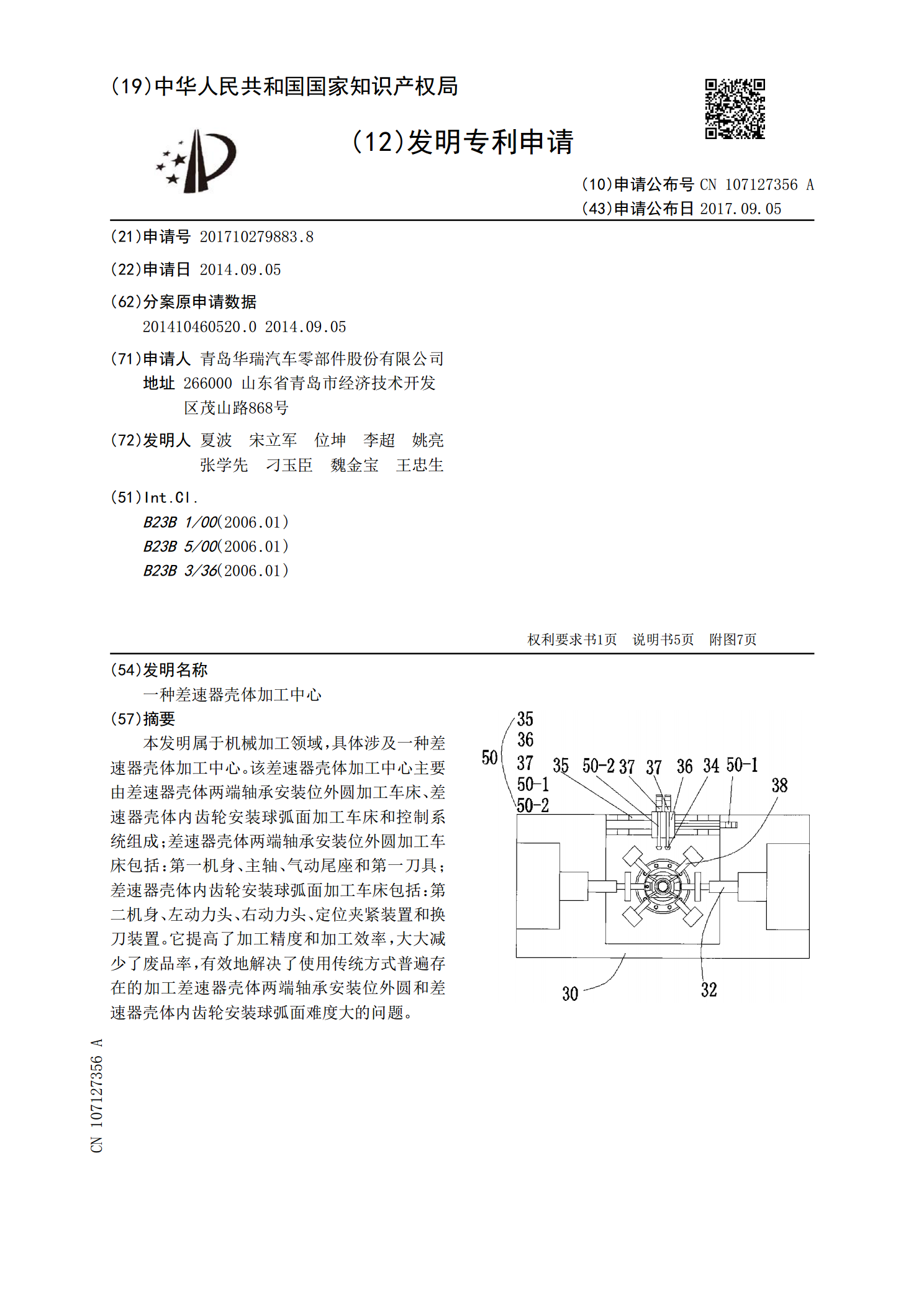
本发明属于机械加工领域,具体涉及一种差速器壳体加工中心。该差速器壳体加工中心主要由差速器壳体两端轴承安装位外圆加工车床、差速器壳体内齿轮安装球弧面加工车床和控制系统组成;差速器壳体两端轴承安装位外圆加工车床包括:第一机身、主轴、气动尾座和第一刀具;差速器壳体内齿轮安装球弧面加工车床包括:第二机身、左动力头、右动力头、定位夹紧装置和换刀装置。它提高了加工精度和加工效率,大大减少了废品率,有效地解决了使用传统方式普遍存在的加工差速器壳体两端轴承安装位外圆和差速器壳体内齿轮安装球弧面难度大的问题。

一种用于汽车差速器壳体车加工的装置.pdf
本发明公开了一种用于汽车差速器壳体车加工的装置,其包括车床和安装于车床卡盘内的芯轴以及杠杆,所述安装于车床卡盘内的芯轴为短芯轴,该短芯轴穿过汽车差速器壳体一端轴承位内孔,并在汽车差速器壳体中间部位的空心通孔面壁对应的外圆面上开设有用于杠杆对工件进行穿插定位的通孔槽。通过采用本发明的一种用于汽车差速器壳体车加工的装置,加工装夹更加迅速,并有效提高了对汽车差速器壳体轴承位加工尺寸的精度控制和产品加工的合格率。

差速器壳体半球面加工工艺.pdf
本发明属于汽车转向系统制造加工技术领域,尤其涉及差速器壳体半球面加工工艺。其包括以下步骤:先对待加工的工件进行外观、公差范围的检测,保证此工件是合格产品,保证加工的有效性。然后将检测合格后的产品装夹在工装上,做好待加工的准备。再利用清洗剂对工件进行第一次清洗,清洗掉工件上残留的铁屑、润滑油、冷却剂等杂质,提升对刀精度,同时保证刀头在开始加工时不会因为杂质发生打滑现象,提升加工精度。本方案合理规划加工工艺,首先对待加工工件进行自检,排出已存在的不合格工件,保证加工的有效性。然后对工件进行清洗,清洗掉工件上残

一种加工汽车差速器壳体球弧面的系统及加工方法.pdf
本发明属于机械加工领域,具体涉及一种加工汽车差速器壳体球弧面的系统及加工方法。该加工汽车差速器壳体球弧面的系统主要由差速器壳体两端轴承安装位外圆加工车床、差速器壳体内齿轮安装球弧面加工车床和控制系统组成;差速器壳体两端轴承安装位外圆加工车床包括:第一机身、主轴、气动尾座和第一刀具;差速器壳体内齿轮安装球弧面加工车床包括:第二机身、左动力头、右动力头、定位夹紧装置和换刀装置。它提高了加工精度和加工效率,大大减少了废品率,有效地解决了使用传统方式普遍存在的加工差速器壳体两端轴承安装位外圆和差速器壳体内齿轮安装

一种壳体加工中心.pdf
本发明公开了一种壳体加工中心,它属于机加工领域,包括机床本体,机床本体上设有工作台,该工作台可以实现平面内移动和旋转,工作台上设有可翻转的壳体工装,可翻转的壳体工装将壳体夹紧后壳体上所有法兰均在可翻转的壳体工装外侧,即法兰Ⅰ、法兰Ⅱ、法兰Ⅲ、法兰Ⅳ在可翻转的壳体工装四周,而法兰Ⅴ在可翻转的壳体工装的顶部,可翻转的壳体工装一侧设有专用刀具头,可翻转的壳体工装另一侧设有连接孔加工主轴,连接孔加工主轴同专用刀具头同时加工,专用刀具头上设有组合刀具,组合刀具可快速实现对每个法兰的加工,节省了换刀操作时间,整个加工