
钢帘线生产工艺.pdf

英哲****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢帘线生产工艺.pdf
钢帘线生产工艺1、钢丝生产工艺流程钢帘线的生产工艺如图1所示该工艺对直径为Φ5.5mm的热轧线材进行初拉至Φ3.15mm或Φ2.4mm加热奥氏体化再经铅浴淬火处理中拉后进行二次热处理镀铜、镀锌在最终的湿式拔丝中进行600~1000m/min的高速拔丝再进一步通过对超细丝
钢帘线生产工艺.pdf
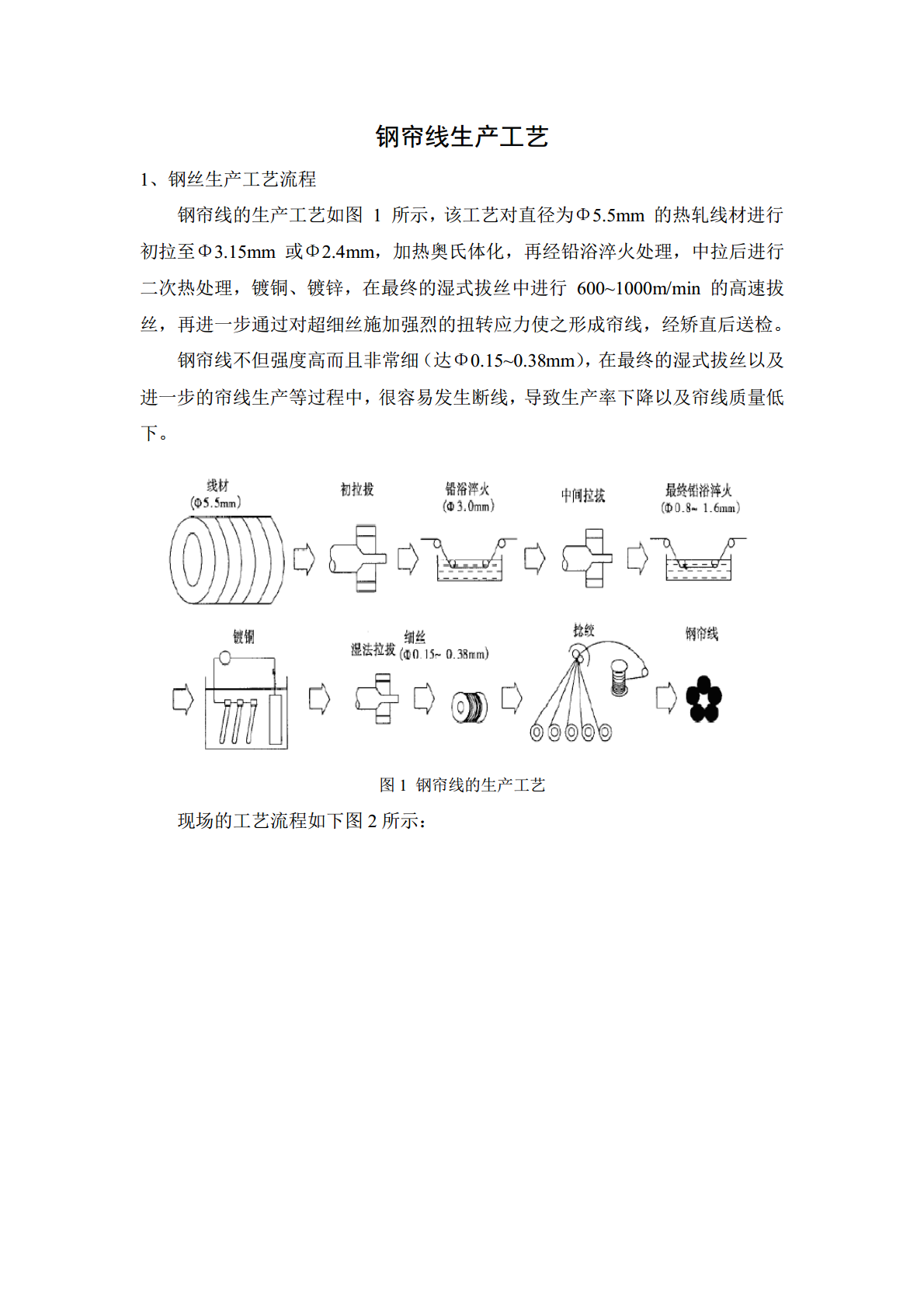
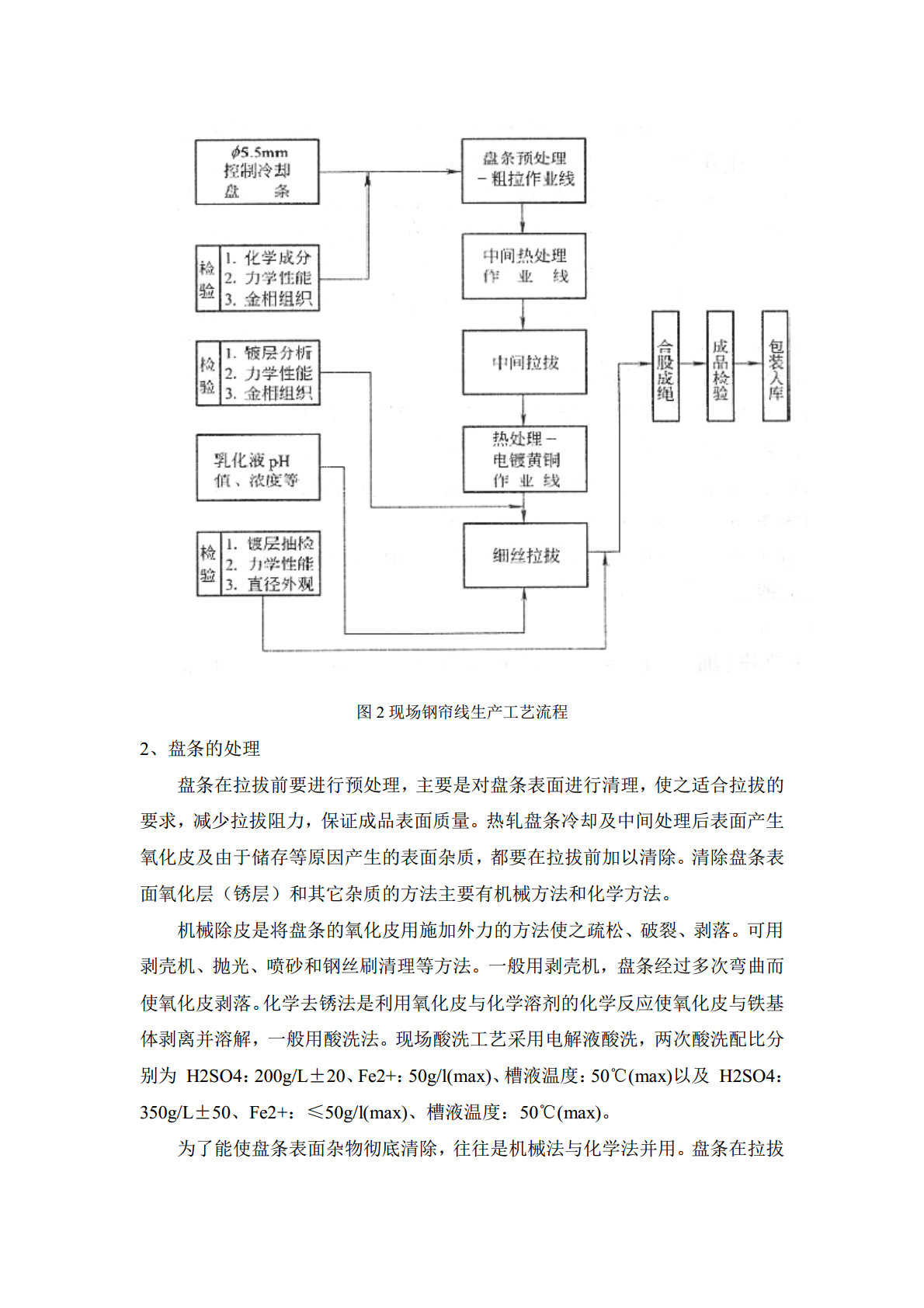
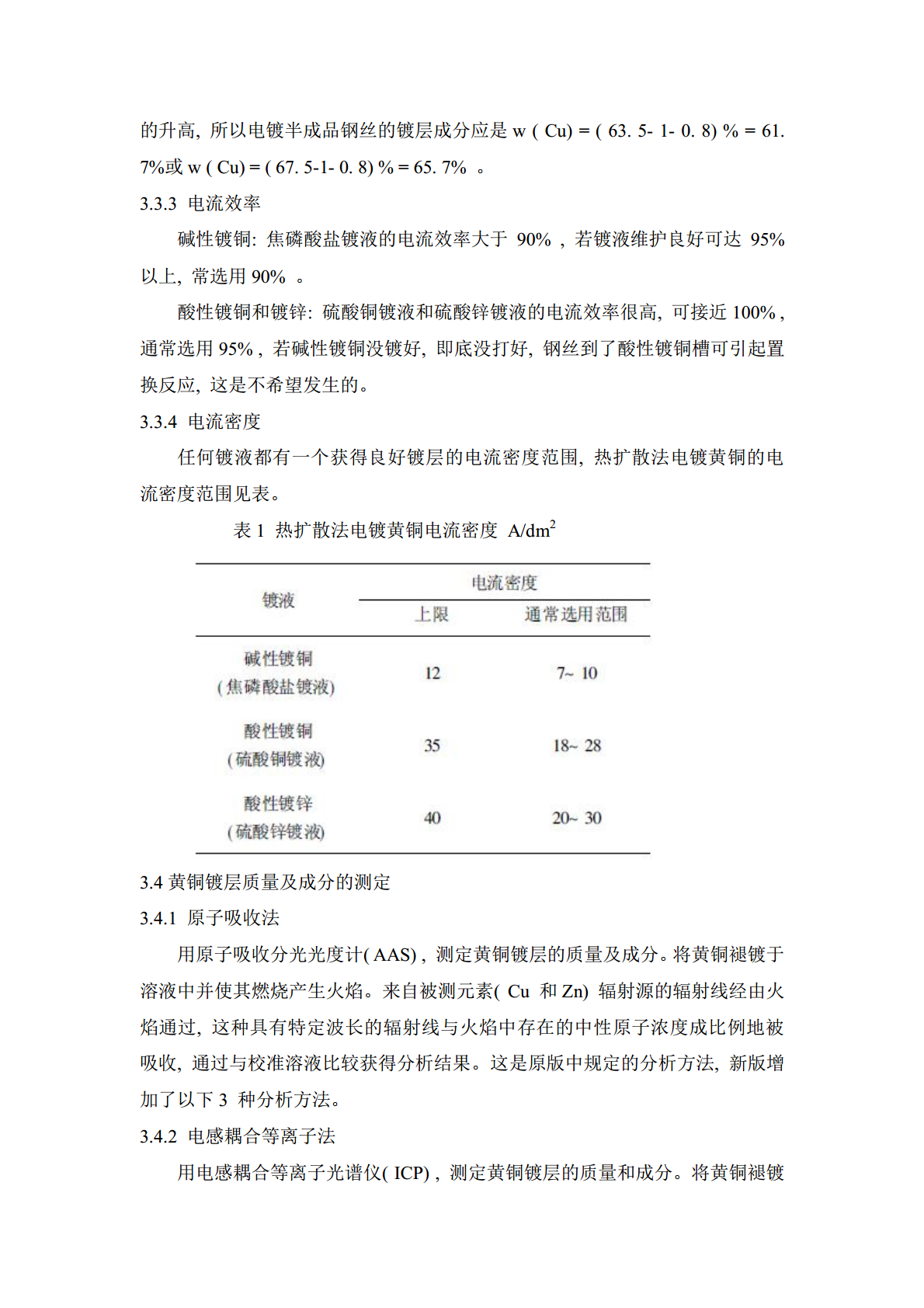
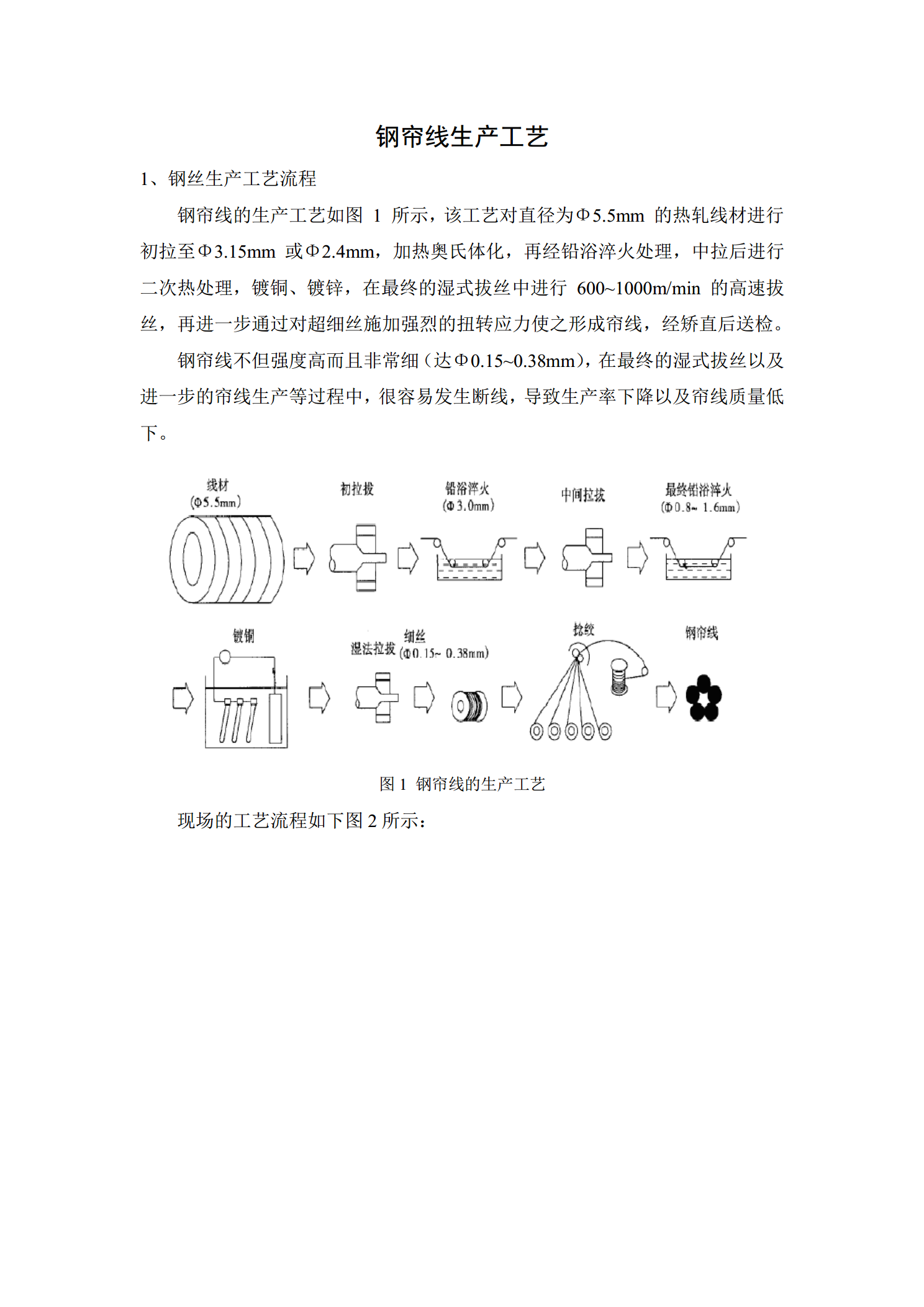
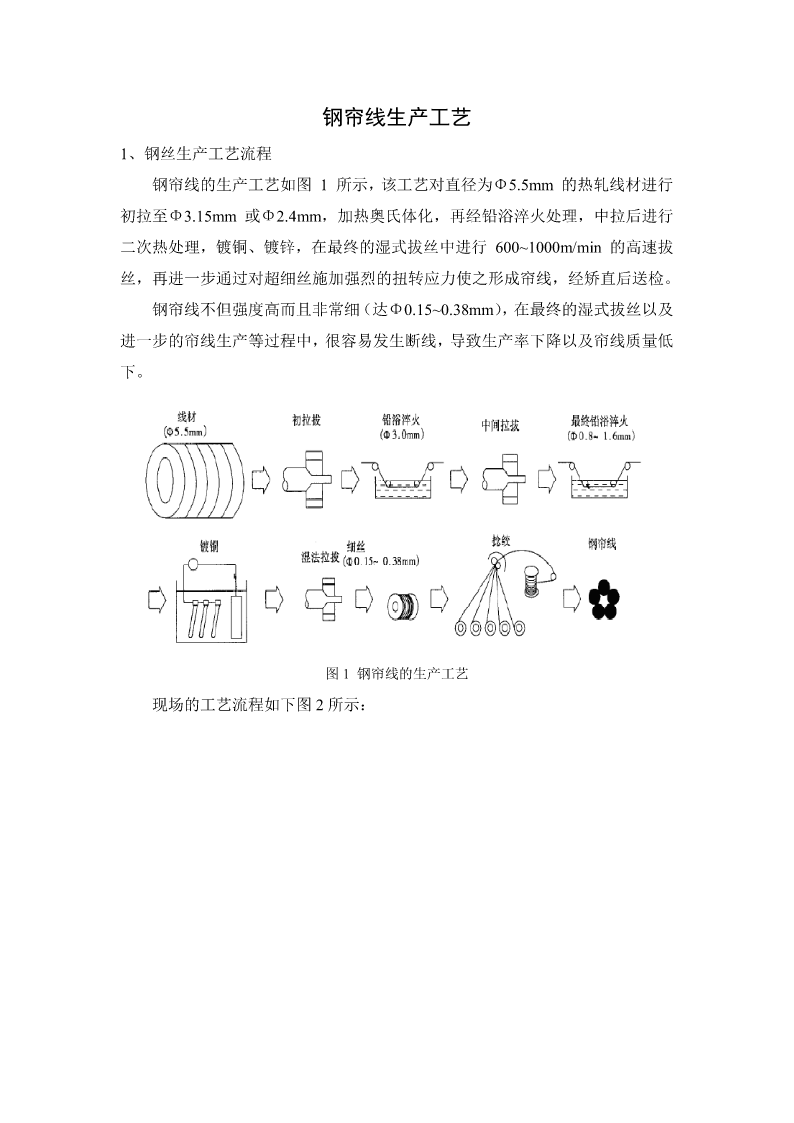
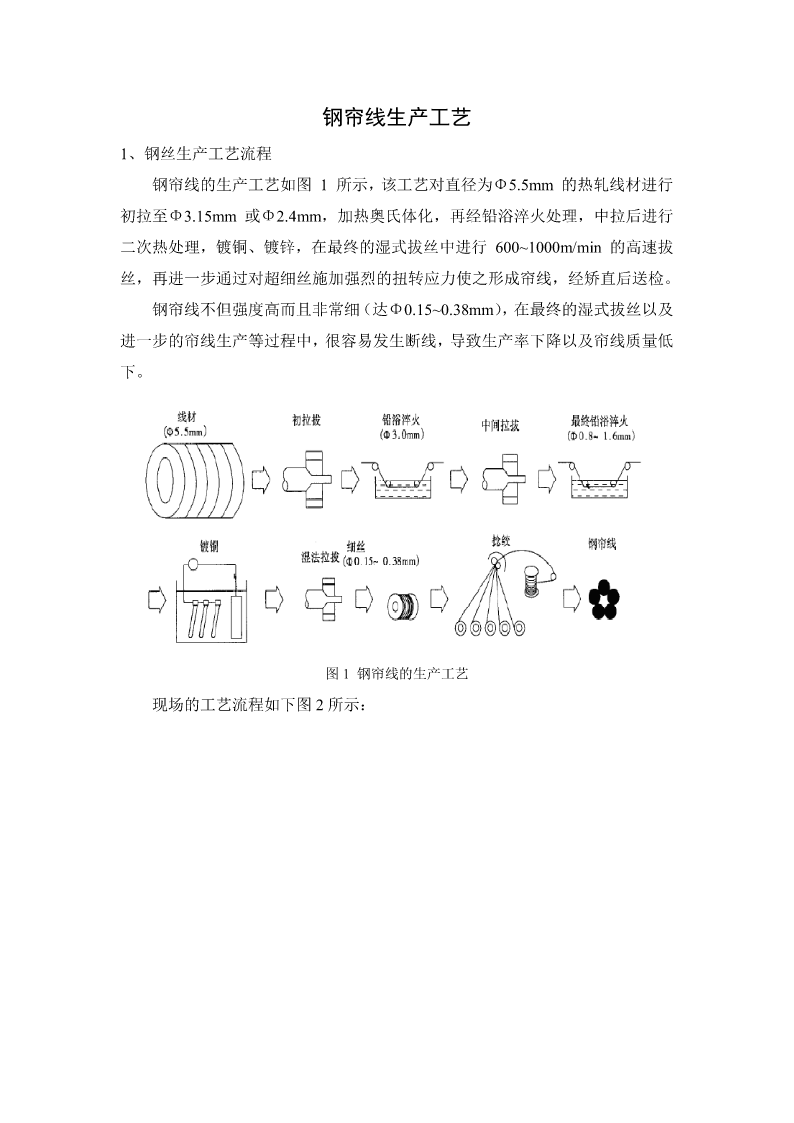
钢帘线生产工艺1、钢丝生产工艺流程钢帘线的生产工艺如图1所示,该工艺对直径为Φ5.5mm的热轧线材进行初拉至Φ3.15mm或Φ2.4mm,加热奥氏体化,再经铅浴淬火处理,中拉后进行二次热处理,镀铜、镀锌,在最终的湿式拔丝中进行600~1000m/min的高速拔丝,再进一步通过对超细丝施加强烈的扭转应力使之形成帘线,经矫直后送检。钢帘线不但强度高而且非常细(达Φ0.15~0.38mm),在最终的湿式拔丝以及进一步的帘线生产等过程中,很容易发生断线,导致生产率下降以及帘线质量低下。图1钢帘线的生产工艺现场的工
钢帘线生产工艺.pdf
钢帘线生产工艺1、钢丝生产工艺流程钢帘线的生产工艺如图1所示,该工艺对直径为Φ5.5mm的热轧线材进行初拉至Φ3.15mm或Φ2.4mm,加热奥氏体化,再经铅浴淬火处理,中拉后进行二次热处理,镀铜、镀锌,在最终的湿式拔丝中进行600~1000m/min的高速拔丝,再进一步通过对超细丝施加强烈的扭转应力使之形成帘线,经矫直后送检。钢帘线不但强度高而且非常细(达Φ0.15~0.38mm),在最终的湿式拔丝以及进一步的帘线生产等过程中,很容易发生断线,导致生产率下降以及帘线质量低下。图1钢帘线的生产工艺现场的工

意大利钢帘线生产工艺技术考察报告-钢帘线生产工艺.docx
意大利钢帘线生产工艺技术考察报告:钢帘线生产工艺年第卷增刊意大利钢帘生产线工技艺考察术告报汉清郑公司的主要产品结构,、杨选文赵昌信、绍介意大侧利段手。规格及钢帘生产工线流艺程,特点,以及管理和检,该公司采用大盘重工字轮收线高,速拉拨和大缩压串热理处采用气体保护控冷制却单丝高电速镀等新技术得值借鉴。开型放帘线的点特是就组成帘线钢的之间丝。前宫,隙间大较按照江阴钢绳厂意与、橡,胶有好很的渗透力。能,因此,一帘九八又月九年线与橡胶的合结力强上用预采变形器置装取一帘短线置于壁灯艺工大利同,司公所签订的技术培训察考

极高强钢帘线生产工艺探索.docx
极高强钢帘线生产工艺探索极高强钢帘线是一种具有出色机械性能和耐腐蚀性能的钢丝产品,广泛应用于轮胎、钢丝绳和电力线路等领域。然而,由于生产工艺的复杂性,极高强钢帘线的生产仍然面临许多挑战。本论文旨在探索极高强钢帘线的生产工艺,以提高其质量和产量。首先,极高强钢帘线的生产工艺应注重原材料的选择。钢帘线的质量在很大程度上取决于所使用的钢丝。因此,生产商应选择高质量的原材料,并进行严格的检测和筛选,以确保其符合所需的强度和化学成分要求。其次,采用适当的加工工艺对钢丝进行处理是提高极高强钢帘线质量的关键。加工工艺包