
非接触式连续热镀锌生产线带钢焊缝检测系统及其方法.pdf

是你****晨呀

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
非接触式连续热镀锌生产线带钢焊缝检测系统及其方法.pdf
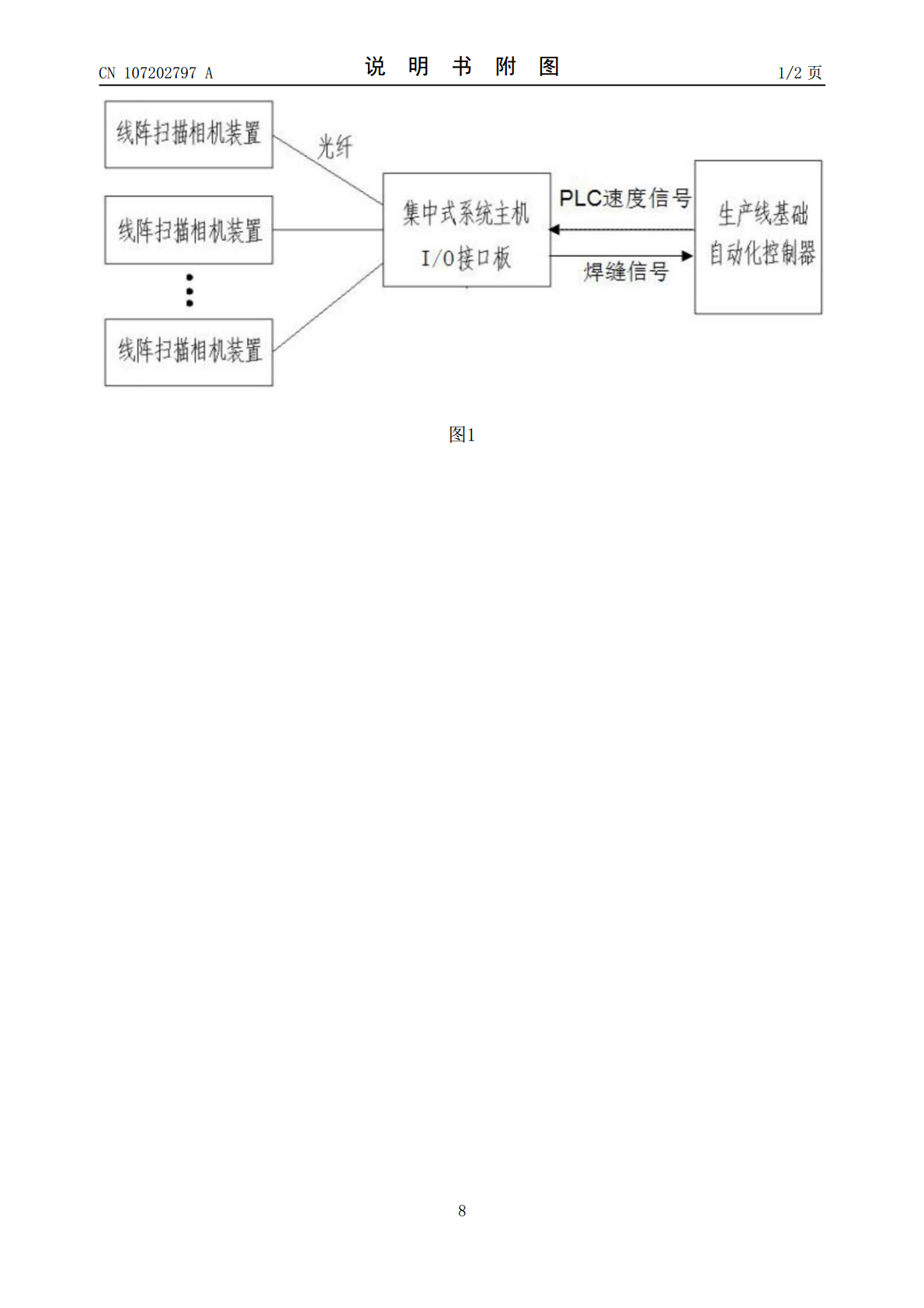
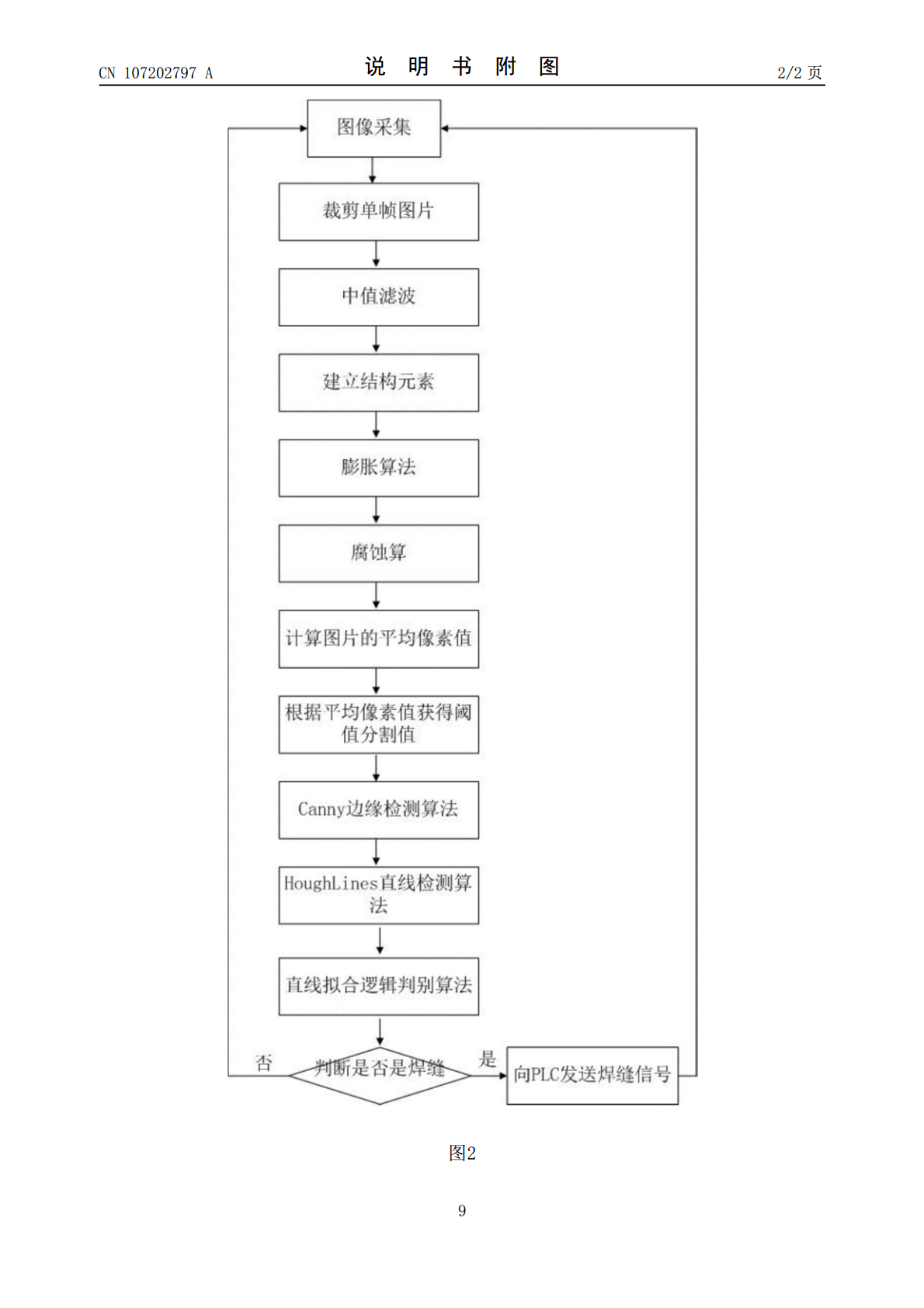
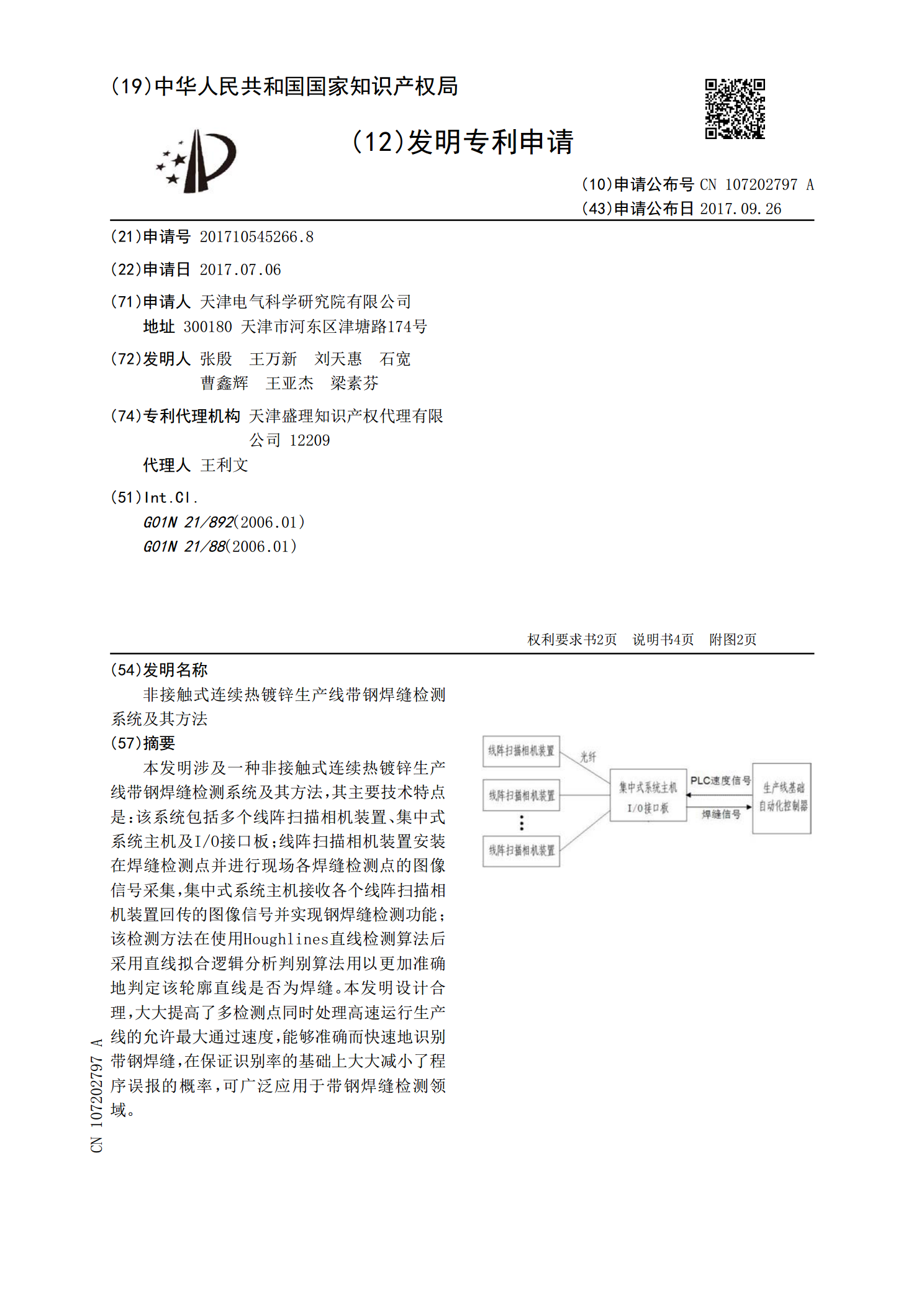
本发明涉及一种非接触式连续热镀锌生产线带钢焊缝检测系统及其方法,其主要技术特点是:该系统包括多个线阵扫描相机装置、集中式系统主机及I/O接口板;线阵扫描相机装置安装在焊缝检测点并进行现场各焊缝检测点的图像信号采集,集中式系统主机接收各个线阵扫描相机装置回传的图像信号并实现钢焊缝检测功能;该检测方法在使用Houghlines直线检测算法后采用直线拟合逻辑分析判别算法用以更加准确地判定该轮廓直线是否为焊缝。本发明设计合理,大大提高了多检测点同时处理高速运行生产线的允许最大通过速度,能够准确而快速地识别带钢焊缝
一种带钢连续热镀锌生产线炉区焊缝跟踪优化方法.pdf
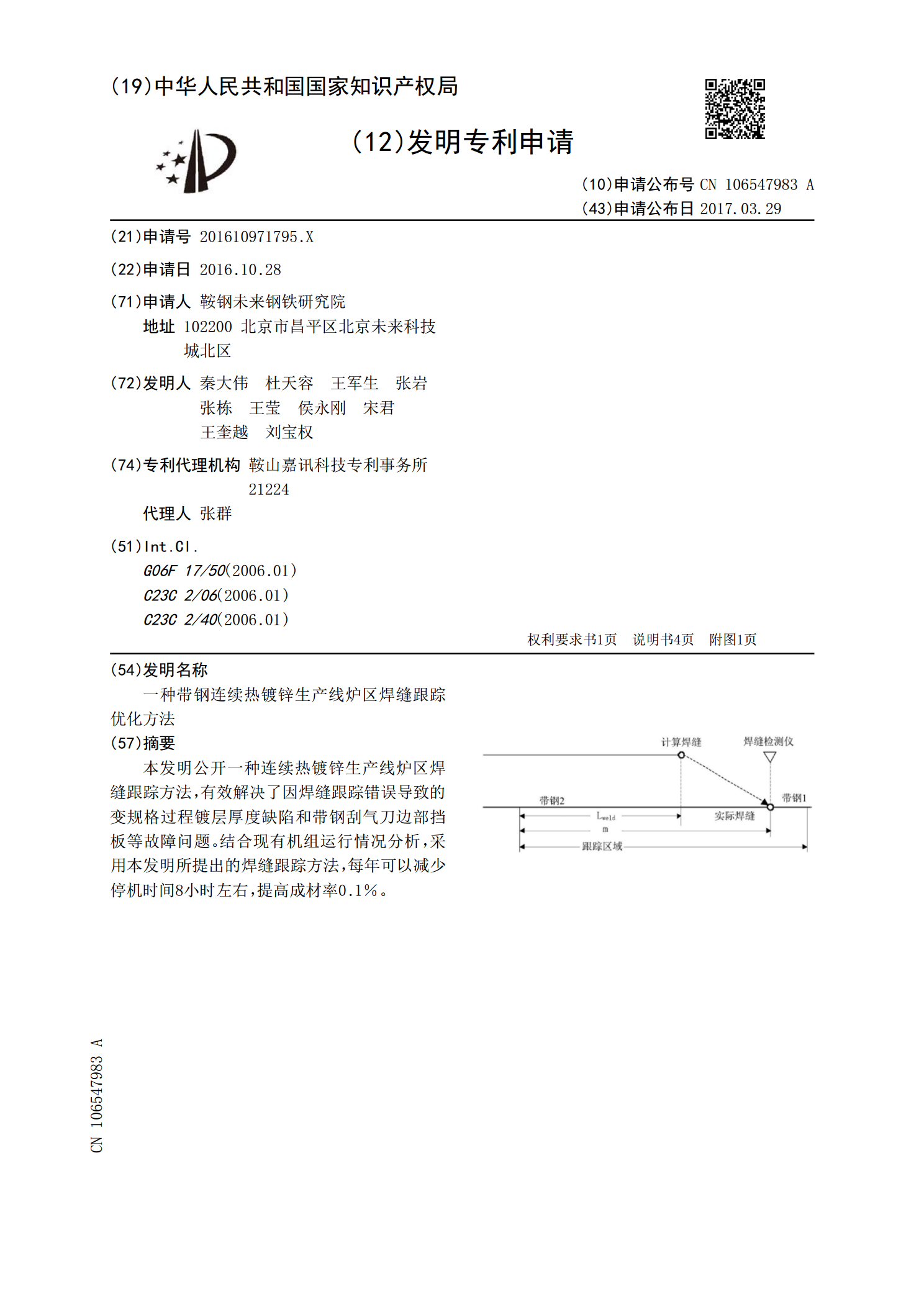
本发明公开一种连续热镀锌生产线炉区焊缝跟踪方法,有效解决了因焊缝跟踪错误导致的变规格过程镀层厚度缺陷和带钢刮气刀边部挡板等故障问题。结合现有机组运行情况分析,采用本发明所提出的焊缝跟踪方法,每年可以减少停机时间8小时左右,提高成材率0.1%。
连续处理生产线带钢焊缝跟踪控制方法.pdf
一种连续处理生产线带钢焊缝跟踪控制方法,其特征在于:工艺段焊缝跟踪控制采用炉子段跳动辊带钢长度动态补偿和锌锅段建立带钢伸缩模型相结合的控制方法。炉子段跳动辊带钢长度动态补偿就是利用位置传感器测量得到的带钢长度叠加到预热段(JPF)物理长度中去进行焊缝跟踪控制,锌锅段带钢伸缩模型就是根据带钢厚度值,依据热镀锌工艺曲线建立一个输出因子为带钢长度的变化值,将该值叠加到锌锅段物理长度中去进行焊缝跟踪控制。根据本发明,能为炉子段各段张力切换时刻最佳,并提供合适的带钢张力,使得机组能够生产出合格的镀锌产品;大大提高工

非接触式熔融金属溶液温度连续检测方法及系统.pdf
本发明提供一种非接触式熔融金属溶液温度连续检测方法及系统,其中,方法包括:获取非制冷焦平面红外热像仪间隔预设时间段透过高炉沟道上方安全罩的开口对熔融金属溶液进行拍摄而获得的红外热图像;对红外热图像进行处理,确定处理后得到的灰度图中的感兴趣区域ROI,ROI为灰度图中未被氧化膜覆盖的熔融金属溶液部分;获取ROI中所有像素点对应的温度信息;根据熔融金属溶液的实际温度阈值,对ROI中的所有像素点进行选择;根据选择后ROI保留的像素点对应的温度信息,建立温度值提取模型,获得熔融金属溶液的温度值。本发明能实现对熔融
基于图像的非接触式手掌疱疹检测系统及其检测方法.pdf
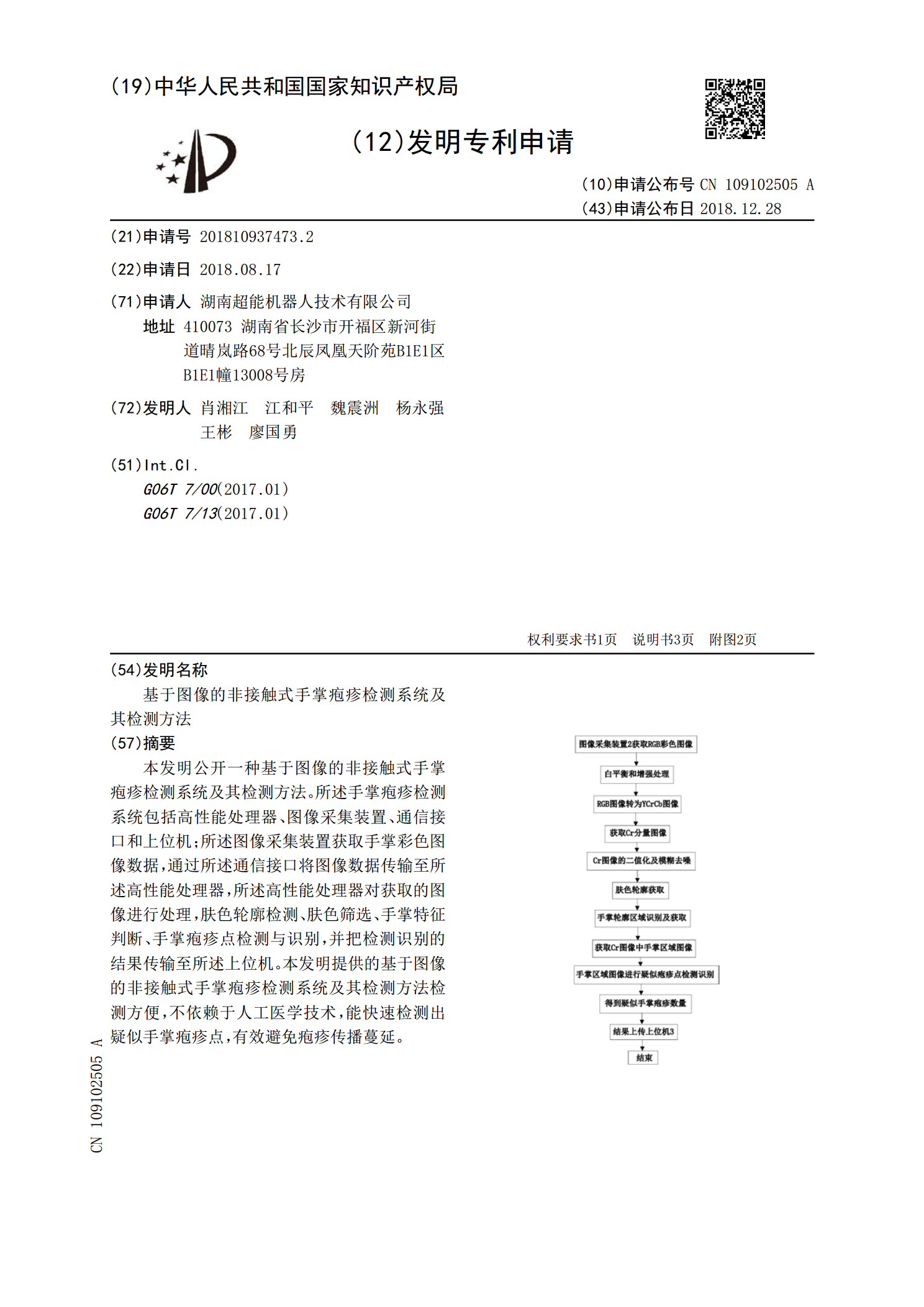
本发明公开一种基于图像的非接触式手掌疱疹检测系统及其检测方法。所述手掌疱疹检测系统包括高性能处理器、图像采集装置、通信接口和上位机;所述图像采集装置获取手掌彩色图像数据,通过所述通信接口将图像数据传输至所述高性能处理器,所述高性能处理器对获取的图像进行处理,肤色轮廓检测、肤色筛选、手掌特征判断、手掌疱疹点检测与识别,并把检测识别的结果传输至所述上位机。本发明提供的基于图像的非接触式手掌疱疹检测系统及其检测方法检测方便,不依赖于人工医学技术,能快速检测出疑似手掌疱疹点,有效避免疱疹传播蔓延。