
一种带钢连续热镀锌生产线炉区焊缝跟踪优化方法.pdf

邻家****文章

1/7

2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种带钢连续热镀锌生产线炉区焊缝跟踪优化方法.pdf
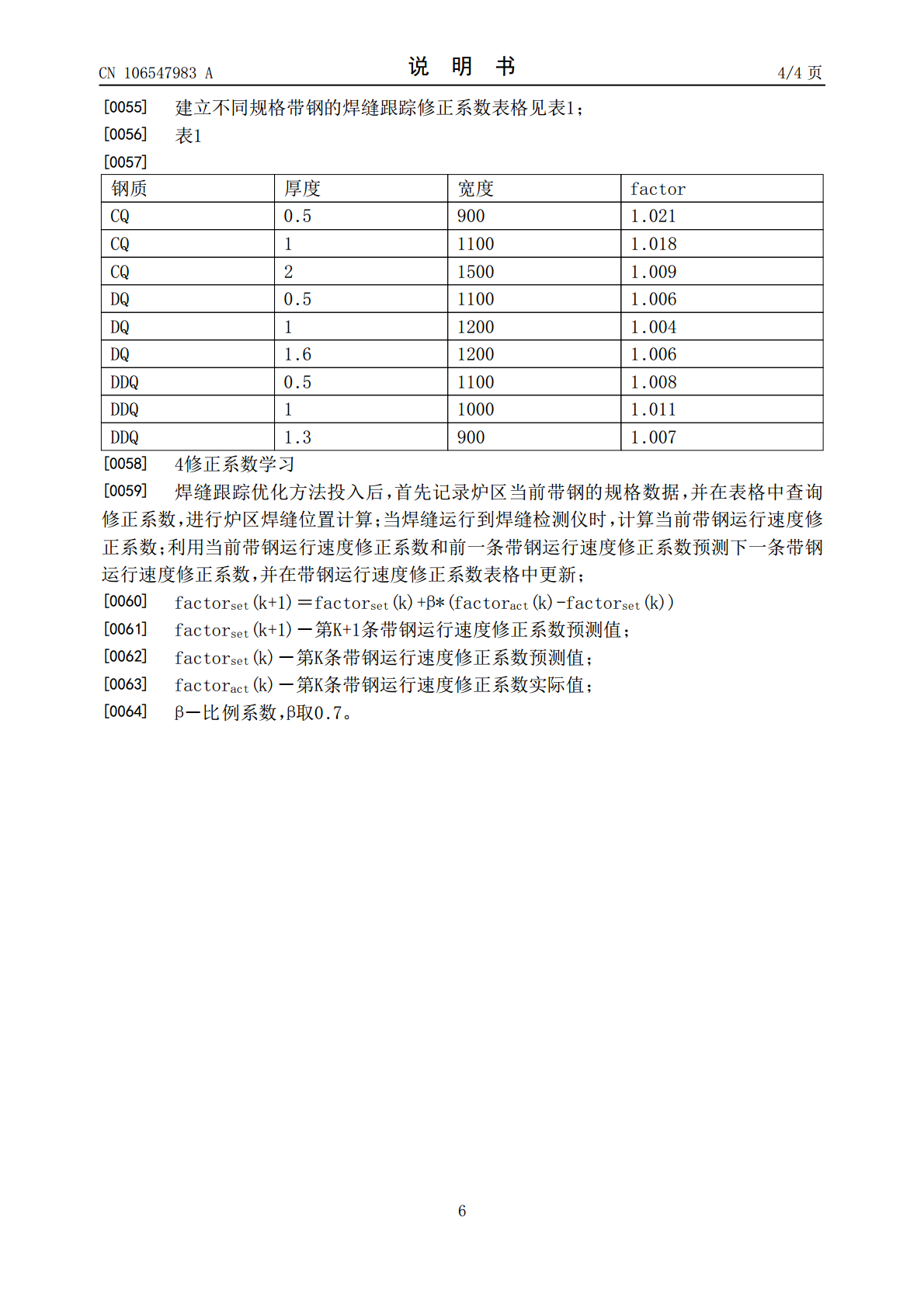
本发明公开一种连续热镀锌生产线炉区焊缝跟踪方法,有效解决了因焊缝跟踪错误导致的变规格过程镀层厚度缺陷和带钢刮气刀边部挡板等故障问题。结合现有机组运行情况分析,采用本发明所提出的焊缝跟踪方法,每年可以减少停机时间8小时左右,提高成材率0.1%。
连续处理生产线带钢焊缝跟踪控制方法.pdf
一种连续处理生产线带钢焊缝跟踪控制方法,其特征在于:工艺段焊缝跟踪控制采用炉子段跳动辊带钢长度动态补偿和锌锅段建立带钢伸缩模型相结合的控制方法。炉子段跳动辊带钢长度动态补偿就是利用位置传感器测量得到的带钢长度叠加到预热段(JPF)物理长度中去进行焊缝跟踪控制,锌锅段带钢伸缩模型就是根据带钢厚度值,依据热镀锌工艺曲线建立一个输出因子为带钢长度的变化值,将该值叠加到锌锅段物理长度中去进行焊缝跟踪控制。根据本发明,能为炉子段各段张力切换时刻最佳,并提供合适的带钢张力,使得机组能够生产出合格的镀锌产品;大大提高工
非接触式连续热镀锌生产线带钢焊缝检测系统及其方法.pdf
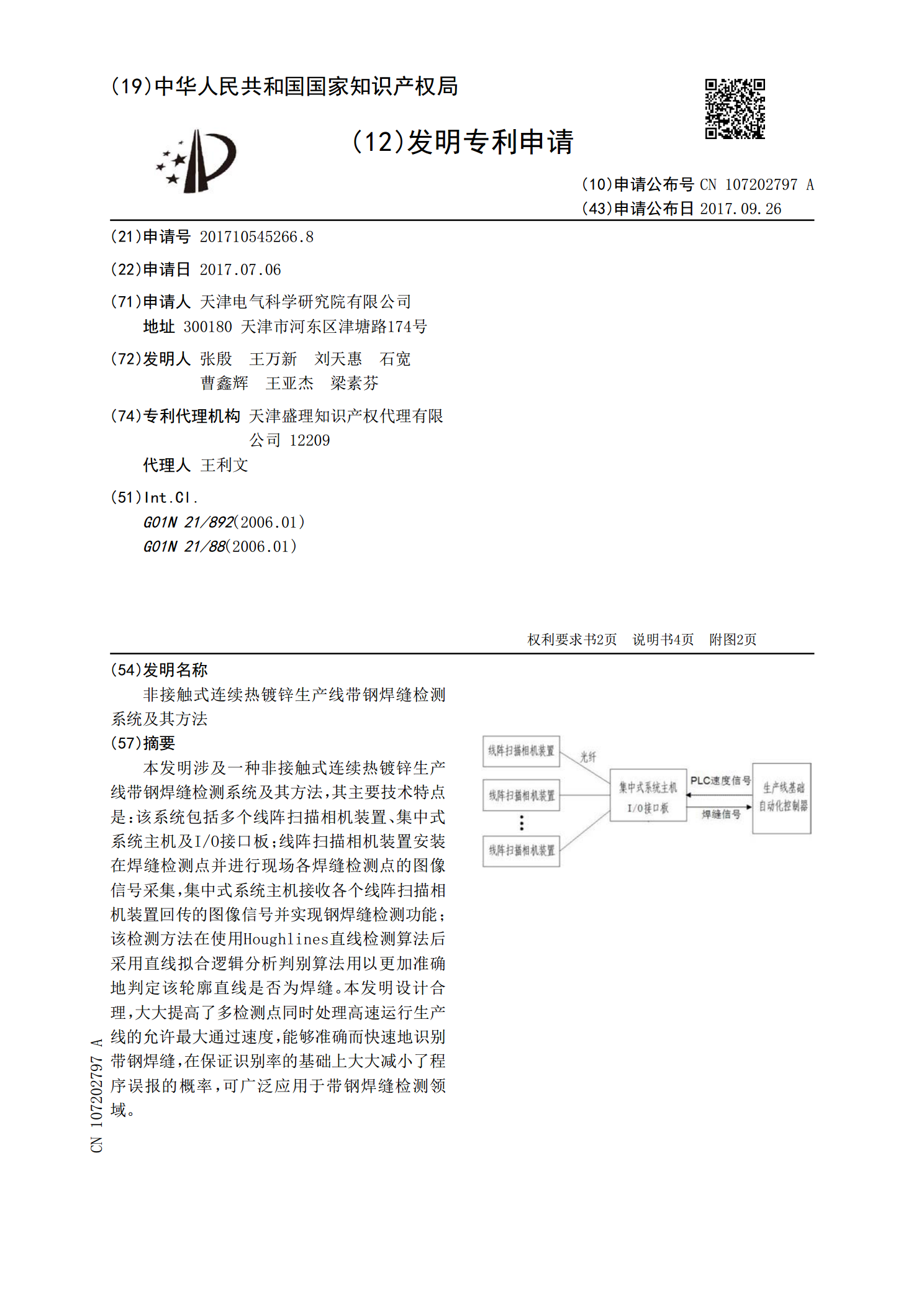
本发明涉及一种非接触式连续热镀锌生产线带钢焊缝检测系统及其方法,其主要技术特点是:该系统包括多个线阵扫描相机装置、集中式系统主机及I/O接口板;线阵扫描相机装置安装在焊缝检测点并进行现场各焊缝检测点的图像信号采集,集中式系统主机接收各个线阵扫描相机装置回传的图像信号并实现钢焊缝检测功能;该检测方法在使用Houghlines直线检测算法后采用直线拟合逻辑分析判别算法用以更加准确地判定该轮廓直线是否为焊缝。本发明设计合理,大大提高了多检测点同时处理高速运行生产线的允许最大通过速度,能够准确而快速地识别带钢焊缝

带钢连续处理线焊缝跟踪研究.docx
带钢连续处理线焊缝跟踪研究带钢连续处理线焊缝跟踪研究摘要:带钢连续处理线上焊缝跟踪是研究的焦点之一,对保证产品质量和生产效率具有重要意义。本文针对带钢连续处理线上焊缝跟踪的关键技术,包括传感技术、图像处理和算法优化等方面进行了详细阐述。通过实验验证,所提出的方法具有较高的精确度和可靠性,对提高自动焊缝跟踪系统的性能和效率具有重要意义。关键词:带钢连续处理线、焊缝跟踪、传感技术、图像处理、算法优化1.引言带钢连续处理线是现代钢铁生产中广泛应用的重要设备,其中焊缝的质量对最终产品的性能具有重要影响。因此,实现

一种热扎带钢连续热镀锌方法.pdf
本发明公开了一种热扎带钢连续热镀锌方法,上述方法在热镀锌设备上完成,所述热镀锌设备包括支撑架,所述支撑架的上方固定连接有工作台,所述工作台的顶部后侧活动安装有第一传动辊,所述第一传动辊的左侧固定安装有第一电机,所述第一传动辊的前侧固定安装有检测箱,所述检测箱的前表面开设有检测箱出口;避免不合格钢卷进入到镀锌池生产出不合格的镀锌产品,方便工作人员查找出镀锌之前工序的误操作,及时止损,避免了因钢卷不合格导致生产成品不合格,同时钢卷在镀锌池内匀速运动,使得钢卷的镀锌层厚度一致,使得整个镀锌层整体结构稳定,附着性