
一种合金渗碳钢齿轮热处理工艺.pdf

邻家****66

1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种合金渗碳钢齿轮热处理工艺.pdf
本发明公开了一种合金渗碳钢齿轮热处理工艺,包括以下步骤:1)预热:将待处理齿轮工件先进行预热;2)碳氮共渗:再将齿轮工件升温进行碳氮共渗处理,先后经历强渗阶段、扩散阶段以及保温阶段;3)淬火:碳氮共渗结束后将齿轮工件在温度为180‑220℃条件下进行淬火;4)回火冷却:最后将齿轮工件在温度为240‑260℃条件下进行回火,冷却后即可。本发明的热处理工艺通过改善齿轮工件的预热、强渗、扩散和淬火工艺,从而改善齿轮点蚀磨损,大大延长齿轮的使用寿命。

高合金齿轮渗碳钢热处理工艺特性的研究现状.docx
高合金齿轮渗碳钢热处理工艺特性的研究现状高合金齿轮通常由钢、镍、钴、钛等元素组成,具有高强度、高耐磨性和高抗腐蚀性。渗碳钢则是一种表面硬化钢种,通过表面加热处理,使表层碳元素含量增加,形成高硬度、高耐磨的表面层。高合金齿轮渗碳钢热处理工艺的研究,是为了进一步提高齿轮的性能和使用寿命。本文将从热处理过程、工艺特点和应用领域等方面进行探究和分析。一、热处理过程高合金齿轮渗碳钢热处理一般包括加热、保温、渗碳和淬火四个步骤。其中,加热温度和保温时间是影响热处理效果最重要的因素。加热温度应根据耐久性而定,一般高合金

一种控制高合金渗碳钢淬火齿轮公法线收缩的热处理工艺.pdf
本发明涉及一种控制高合金渗碳钢淬火齿轮公法线收缩的热处理工艺,具体步骤为:一、首先将高合金渗碳钢齿轮淬火加热到临界温度AC3;二、然后将高合金渗碳钢齿轮在AC3+20℃温度下进行保温,其保温时间与高合金渗碳钢有效壁厚的比值为60分钟/50毫米;三、保温一段时间后,使高合金渗碳钢齿轮充分奥氏体化后对其进行冷却,冷却温度是在保温温度的基础上降低20℃~30℃,且冷却温度高于高合金渗碳钢的AC1温度,将高合金渗碳钢齿轮在冷却温度下保温1~3小时,使得高合金渗碳钢齿轮的温度均匀化;四、最后再将步骤三中的高合金渗碳
一种大渗层重载齿轮的热处理加工工艺.pdf
本发明公开了一种大渗层重载齿轮的热处理加工工艺,包括铸锭锻造、预先热处理、精加工、后续热处理,其中预先热处理包括正火工艺和二次回火工艺,后续热处理包括渗碳前预处理、渗碳处理和渗碳后处理。渗碳后处理为将齿轮回火加热至645~675℃保温6~9小时后空冷,然后加热至775~850℃保温180~300分钟后油冷,再在‑80~‑70℃冷处理2~3小时,齿轮温度恢复至室温后再加热至160~250℃回火出炉空冷至室温。采用本发明方法降低大渗层重载齿轮渗碳淬火残余应力,减少齿轮淬火开裂,大幅提高重载齿轮渗碳淬火的生产合
一种低合金渗碳钢的锻后热处理工艺.pdf
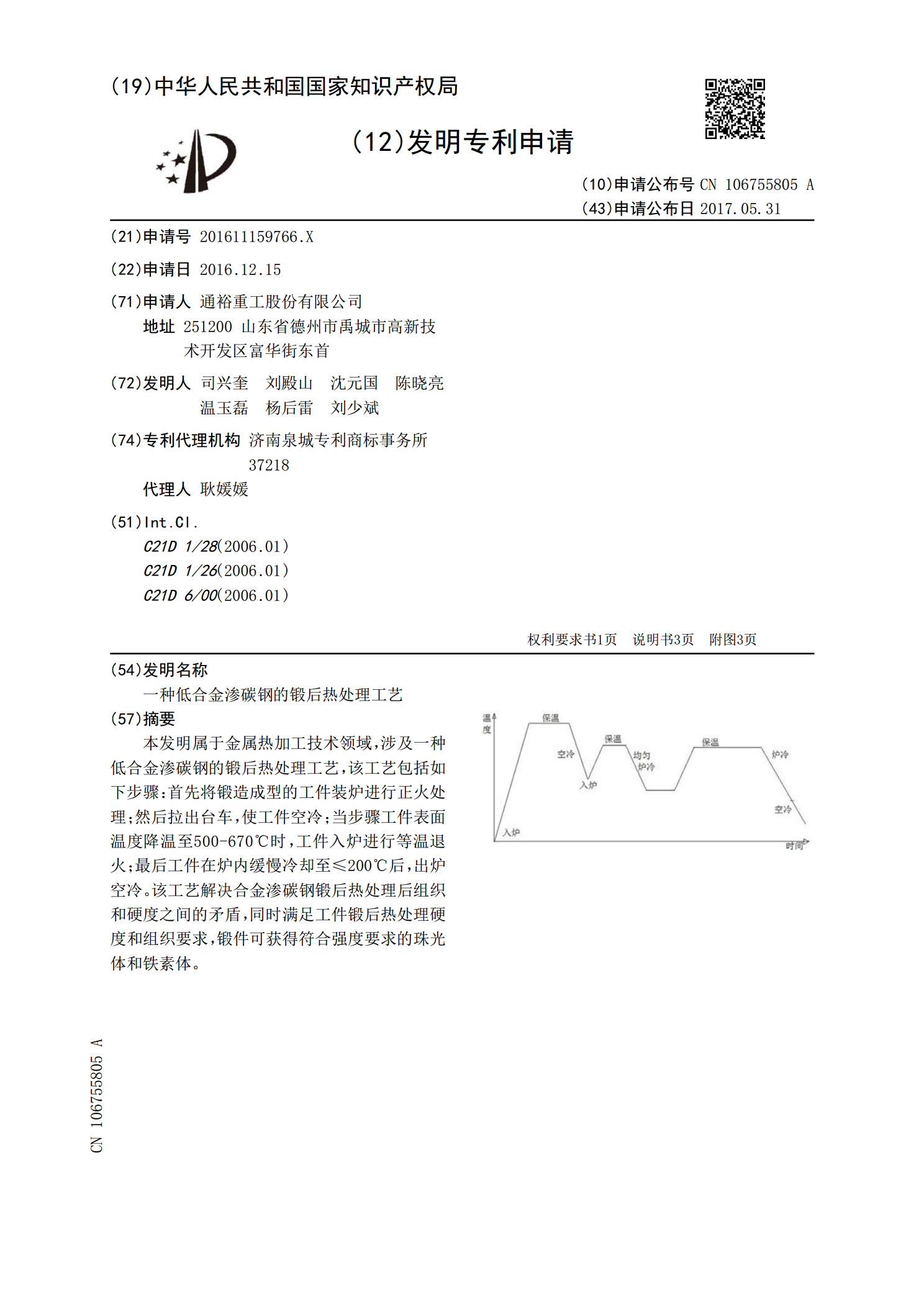
本发明属于金属热加工技术领域,涉及一种低合金渗碳钢的锻后热处理工艺,该工艺包括如下步骤:首先将锻造成型的工件装炉进行正火处理;然后拉出台车,使工件空冷;当步骤工件表面温度降温至500‑670℃时,工件入炉进行等温退火;最后工件在炉内缓慢冷却至≤200℃后,出炉空冷。该工艺解决合金渗碳钢锻后热处理后组织和硬度之间的矛盾,同时满足工件锻后热处理硬度和组织要求,锻件可获得符合强度要求的珠光体和铁素体。