
一种低合金渗碳钢的锻后热处理工艺.pdf

羽沫****魔王

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低合金渗碳钢的锻后热处理工艺.pdf
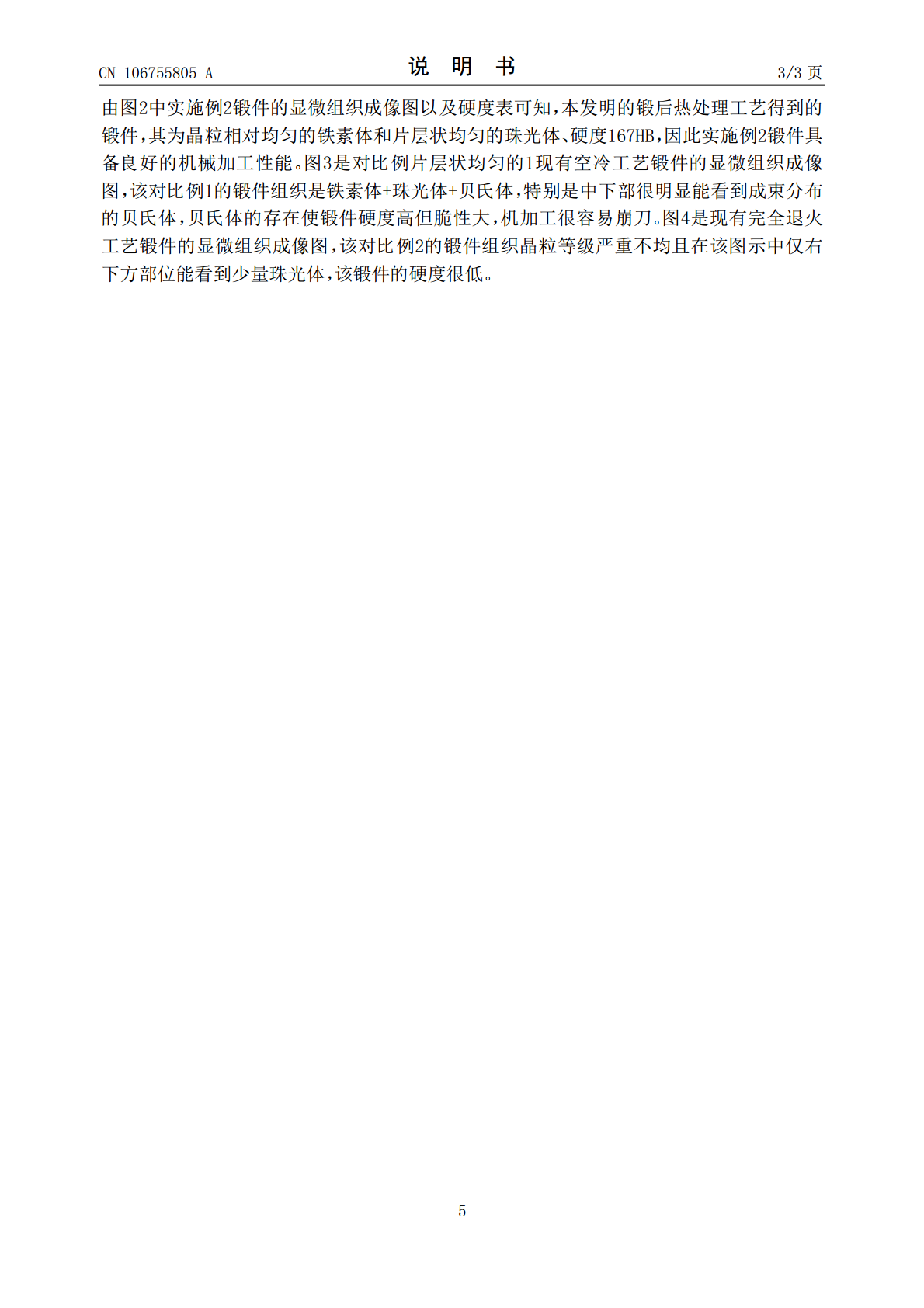
本发明属于金属热加工技术领域,涉及一种低合金渗碳钢的锻后热处理工艺,该工艺包括如下步骤:首先将锻造成型的工件装炉进行正火处理;然后拉出台车,使工件空冷;当步骤工件表面温度降温至500‑670℃时,工件入炉进行等温退火;最后工件在炉内缓慢冷却至≤200℃后,出炉空冷。该工艺解决合金渗碳钢锻后热处理后组织和硬度之间的矛盾,同时满足工件锻后热处理硬度和组织要求,锻件可获得符合强度要求的珠光体和铁素体。
含镍低合金圆钢的锻后热处理工艺.pdf
本发明公开了一种可将锻件中的氢充分扩散逸出的含镍低合金圆钢的锻后热处理工艺,其步骤为:1)将锻件表面空冷至300~350℃之间;2)用正火将锻件加热至650℃,保温一段时间;然后,将锻件升高到840~860℃之间,保温一段时间;3)将锻件吊出,同时进行风冷和雾冷,使其快速冷却至280~350℃;4)进炉保温,使得锻件维持在280~350℃之间;5)将锻件加热至650~670℃之间,保温一段时间,再均温3~5小时;6)将锻件埋入沙厚为20~30毫米的沙坑中保温,使氢进一步扩散,保温时间为3~5天,控制锻件的
一种风电齿轮箱渗碳钢锻后热处理的加工工艺.pdf
本发明提供一种风电齿轮箱渗碳钢锻后热处理的加工工艺,包括以下步骤:步骤A:将锻造完成的风电齿轮渗碳钢利用预热进行第一淬火处理,对于风电齿轮渗碳钢淬火时间停留3~4S,其中锻造加工的温度保持在1160~1220℃;步骤B:将淬火处理后的风电齿轮渗碳钢进行第一次高温回火处理。本发明利用锻造余热淬火工艺后,既提高产品质量又节约了大量的能源消耗,淬火剂的使用能够使得渗碳钢硬度的达到了需求的指标,避免了淬火开裂,通过正火处理工艺,获得的组织为先共析珠光体和铁素体,未出现贝氏体型非平衡组织,以此满足技术的需求,为之后
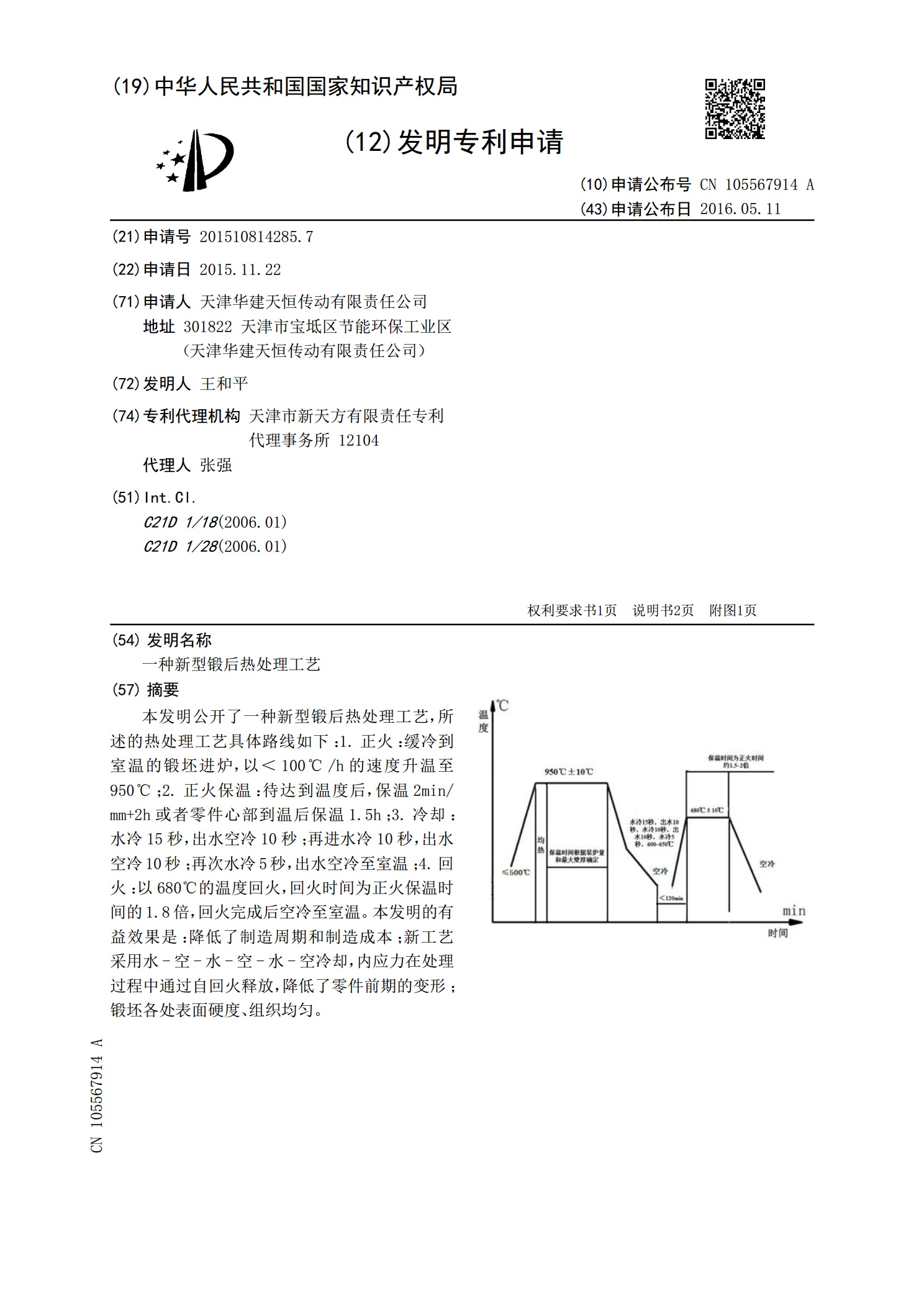
一种新型锻后热处理工艺.pdf
本发明公开了一种新型锻后热处理工艺,所述的热处理工艺具体路线如下:1.正火:缓冷到室温的锻坯进炉,以<100℃/h的速度升温至950℃;2.正火保温:待达到温度后,保温2min/mm+2h或者零件心部到温后保温1.5h;3.冷却:水冷15秒,出水空冷10秒;再进水冷10秒,出水空冷10秒;再次水冷5秒,出水空冷至室温;4.回火:以680℃的温度回火,回火时间为正火保温时间的1.8倍,回火完成后空冷至室温。本发明的有益效果是:降低了制造周期和制造成本;新工艺采用水-空-水-空-水-空冷却,内应力在处理过程中
一种用于低合金亚共析钢锻后热处理方法.pdf
本发明涉及一种用于低合金亚共析钢锻后热处理方法,工艺路线为:电炉冶炼-LF精炼-真空脱气处理(VD)-模铸钢锭-热送钢锭加热-锻造-锻后热处理。其中,锻后热处理阶段:第一阶段空冷,冷速为1‑2℃/S,控制锻件温度为810‑880℃之间;第二阶段快冷,利用风机及水雾对锻件进行快速降温,降温速度为20‑40℃/S,控制锻件表面温度降至200‑650℃后,进缓冷坑利用锻件心部余热进行自回火且缓冷坑不定时加热补温进行回火处理,回火系数为2.0‑4.0。本发明采用“两段冷却+回火”工艺,缩减了同类钢采用重新加热正火