
一种金属铸件自动喷漆装置.pdf

丹烟****魔王

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属铸件自动喷漆装置.pdf
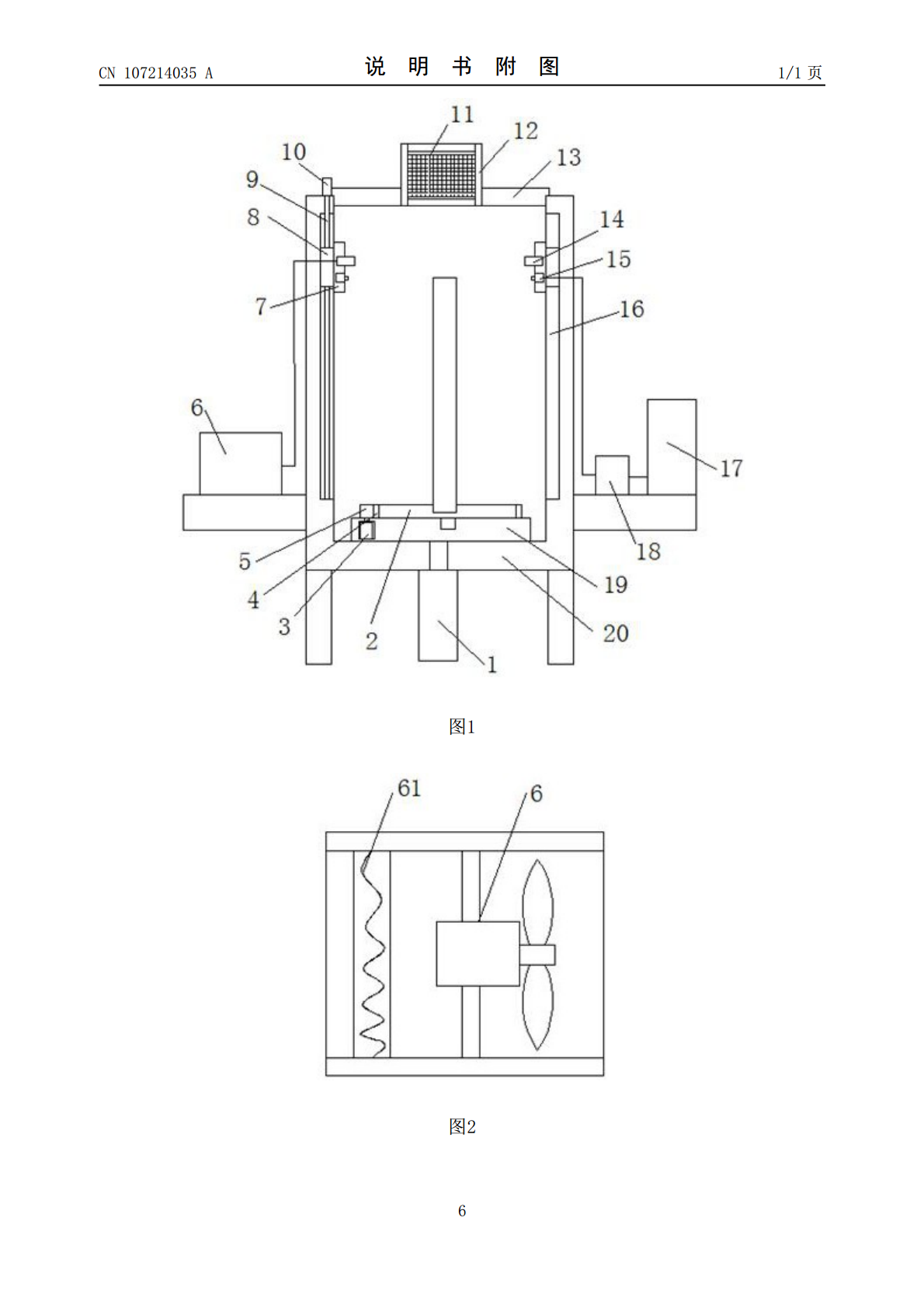
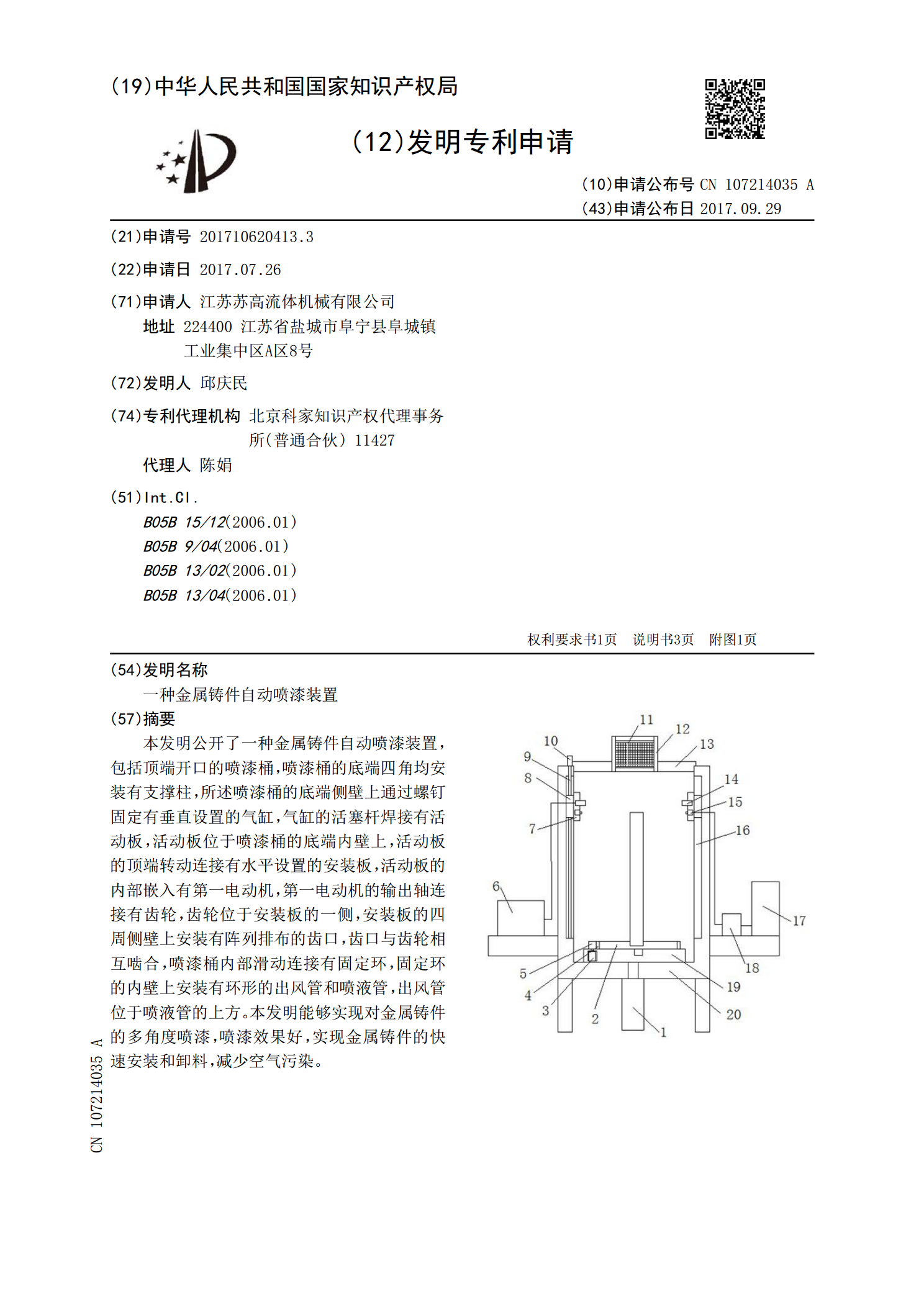
本发明公开了一种金属铸件自动喷漆装置,包括顶端开口的喷漆桶,喷漆桶的底端四角均安装有支撑柱,所述喷漆桶的底端侧壁上通过螺钉固定有垂直设置的气缸,气缸的活塞杆焊接有活动板,活动板位于喷漆桶的底端内壁上,活动板的顶端转动连接有水平设置的安装板,活动板的内部嵌入有第一电动机,第一电动机的输出轴连接有齿轮,齿轮位于安装板的一侧,安装板的四周侧壁上安装有阵列排布的齿口,齿口与齿轮相互啮合,喷漆桶内部滑动连接有固定环,固定环的内壁上安装有环形的出风管和喷液管,出风管位于喷液管的上方。本发明能够实现对金属铸件的多角度喷
一种金属铸件自动喷漆装置.pdf
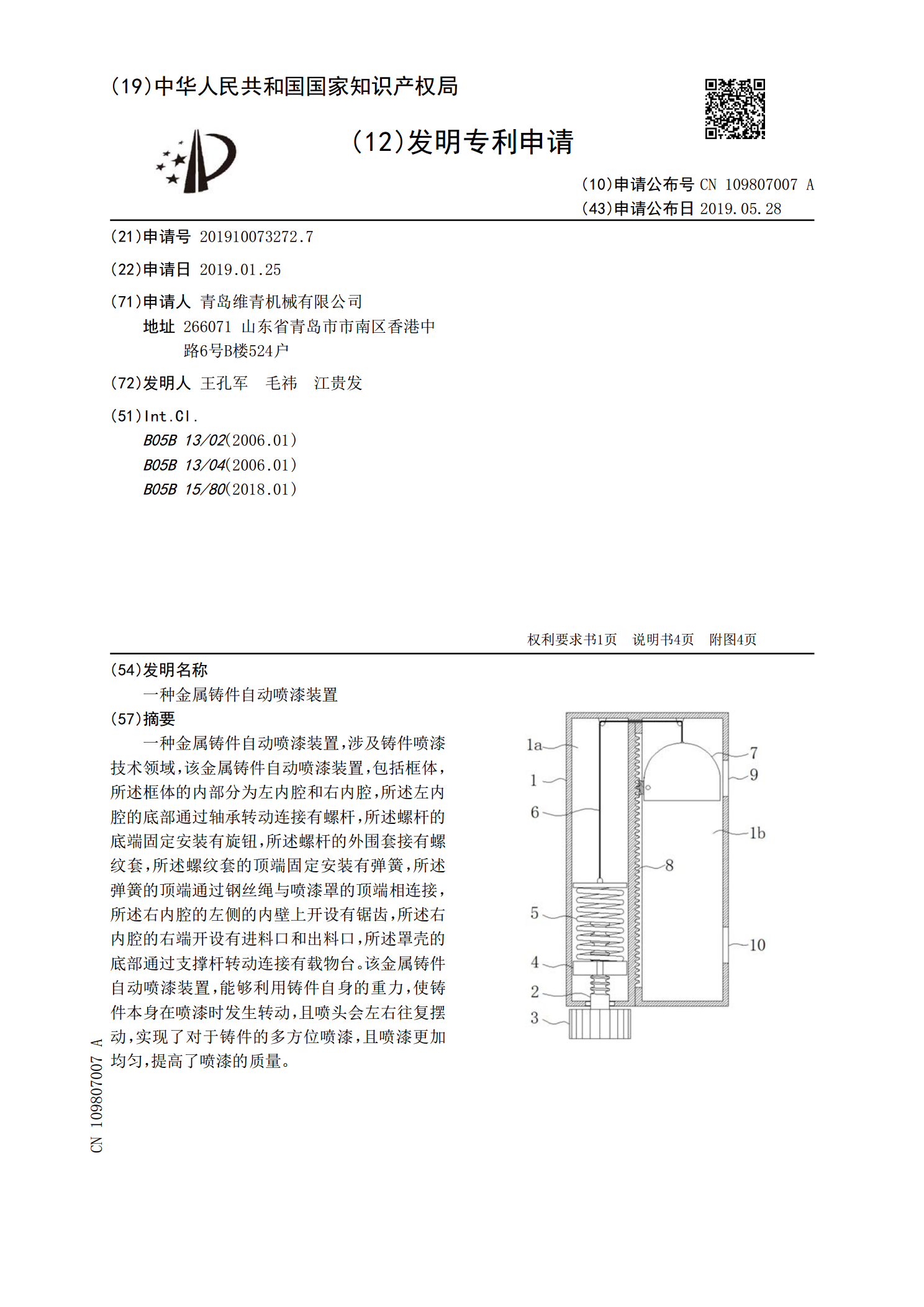
一种金属铸件自动喷漆装置,涉及铸件喷漆技术领域,该金属铸件自动喷漆装置,包括框体,所述框体的内部分为左内腔和右内腔,所述左内腔的底部通过轴承转动连接有螺杆,所述螺杆的底端固定安装有旋钮,所述螺杆的外围套接有螺纹套,所述螺纹套的顶端固定安装有弹簧,所述弹簧的顶端通过钢丝绳与喷漆罩的顶端相连接,所述右内腔的左侧的内壁上开设有锯齿,所述右内腔的右端开设有进料口和出料口,所述罩壳的底部通过支撑杆转动连接有载物台。该金属铸件自动喷漆装置,能够利用铸件自身的重力,使铸件本身在喷漆时发生转动,且喷头会左右往复摆动,实现
一种自动喷漆装置.pdf
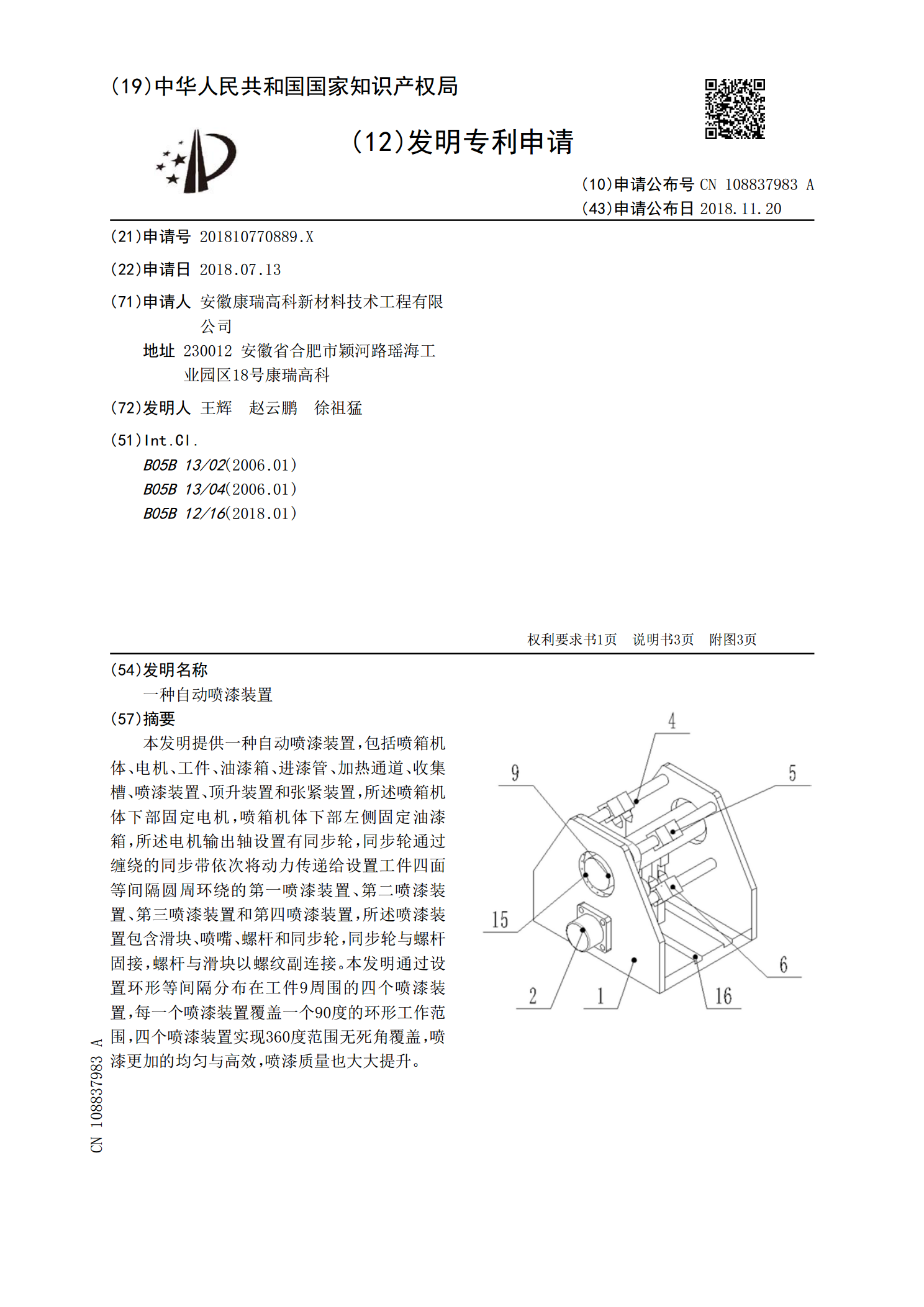
本发明提供一种自动喷漆装置,包括喷箱机体、电机、工件、油漆箱、进漆管、加热通道、收集槽、喷漆装置、顶升装置和张紧装置,所述喷箱机体下部固定电机,喷箱机体下部左侧固定油漆箱,所述电机输出轴设置有同步轮,同步轮通过缠绕的同步带依次将动力传递给设置工件四面等间隔圆周环绕的第一喷漆装置、第二喷漆装置、第三喷漆装置和第四喷漆装置,所述喷漆装置包含滑块、喷嘴、螺杆和同步轮,同步轮与螺杆固接,螺杆与滑块以螺纹副连接。本发明通过设置环形等间隔分布在工件9周围的四个喷漆装置,每一个喷漆装置覆盖一个90度的环形工作范围,四个
一种自动喷漆装置.pdf
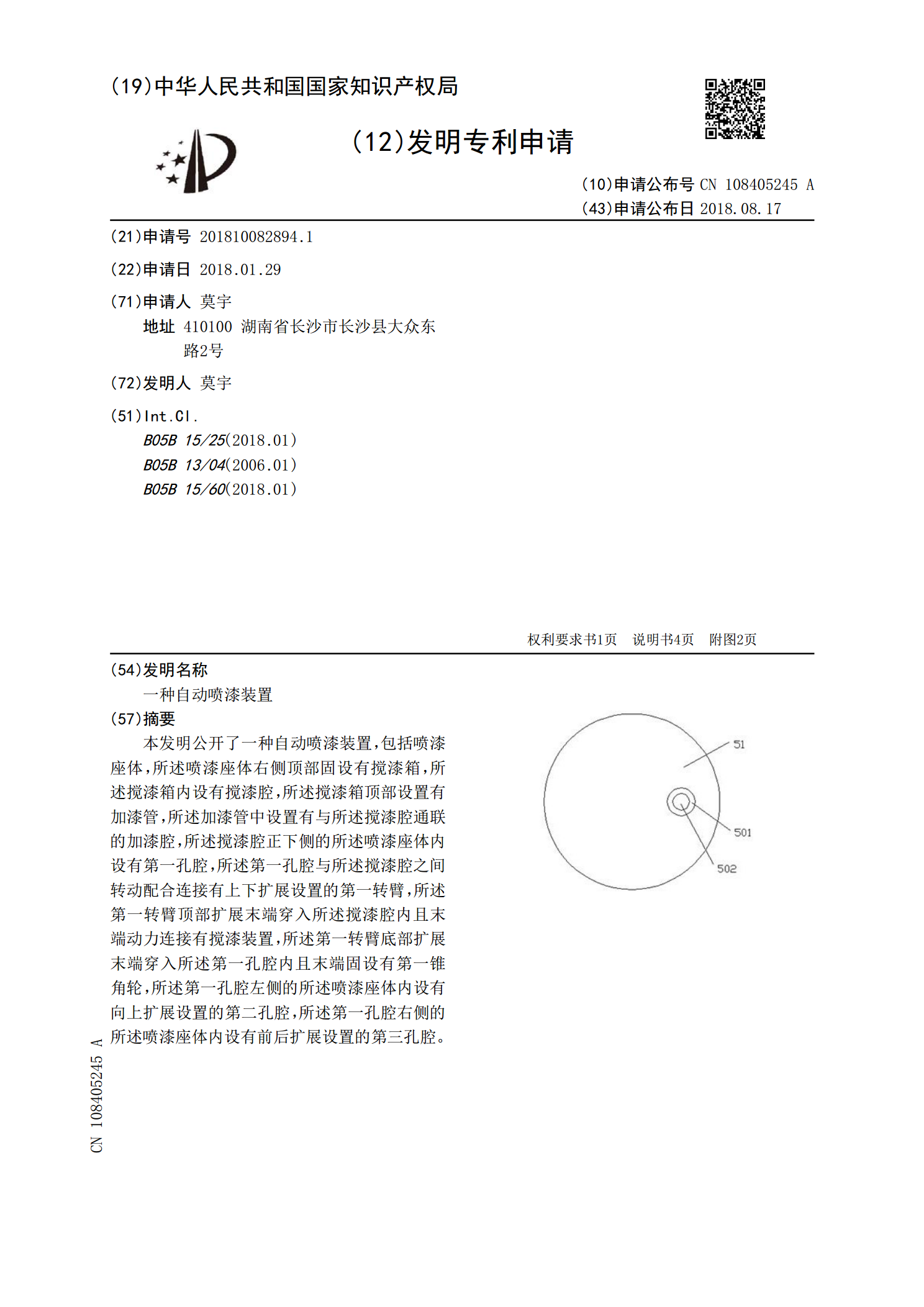
本发明公开了一种自动喷漆装置,包括喷漆座体,所述喷漆座体右侧顶部固设有搅漆箱,所述搅漆箱内设有搅漆腔,所述搅漆箱顶部设置有加漆管,所述加漆管中设置有与所述搅漆腔通联的加漆腔,所述搅漆腔正下侧的所述喷漆座体内设有第一孔腔,所述第一孔腔与所述搅漆腔之间转动配合连接有上下扩展设置的第一转臂,所述第一转臂顶部扩展末端穿入所述搅漆腔内且末端动力连接有搅漆装置,所述第一转臂底部扩展末端穿入所述第一孔腔内且末端固设有第一锥角轮,所述第一孔腔左侧的所述喷漆座体内设有向上扩展设置的第二孔腔,所述第一孔腔右侧的所述喷漆座体内
一种自动喷漆装置.pdf
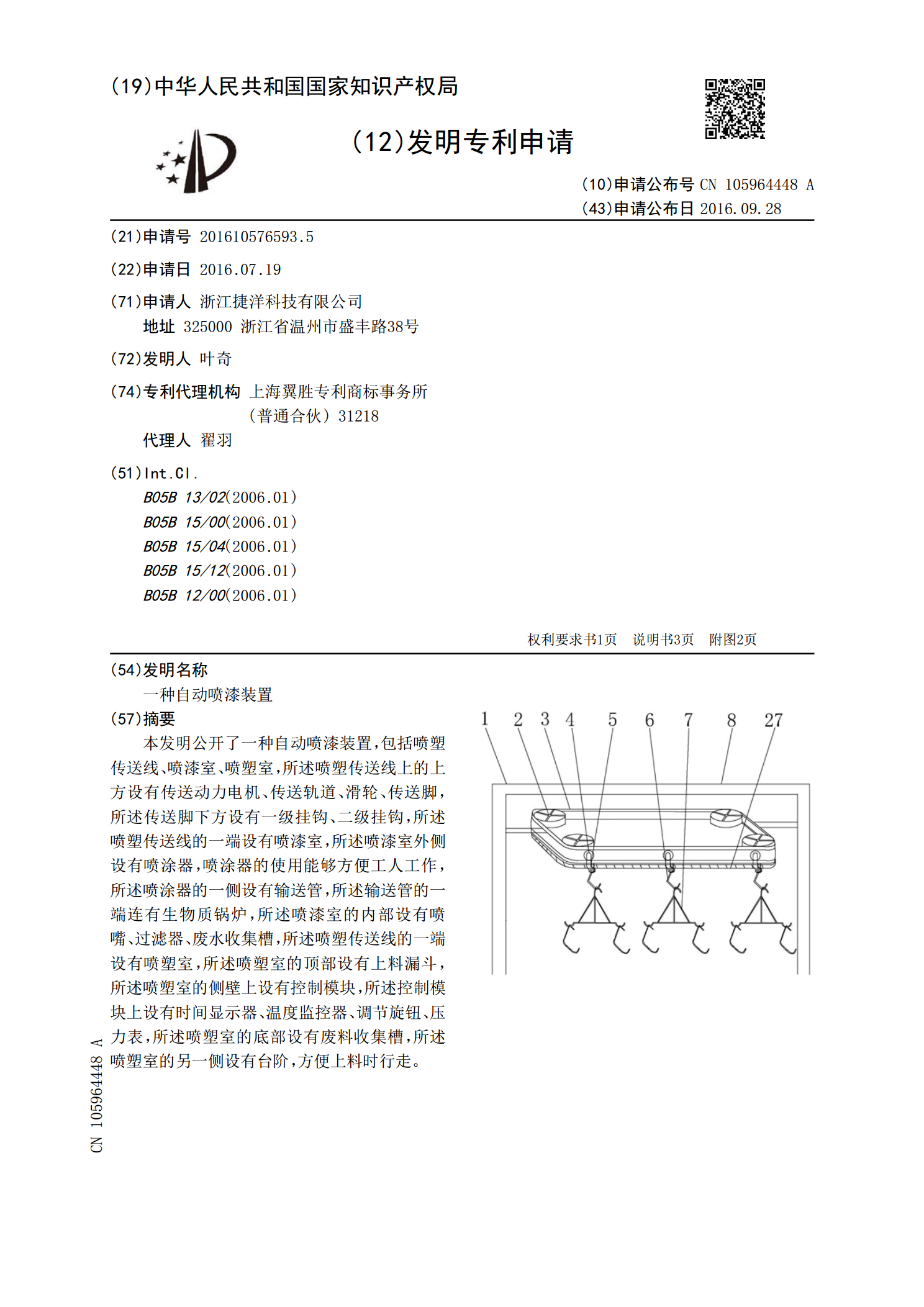
本发明公开了一种自动喷漆装置,包括喷塑传送线、喷漆室、喷塑室,所述喷塑传送线上的上方设有传送动力电机、传送轨道、滑轮、传送脚,所述传送脚下方设有一级挂钩、二级挂钩,所述喷塑传送线的一端设有喷漆室,所述喷漆室外侧设有喷涂器,喷涂器的使用能够方便工人工作,所述喷涂器的一侧设有输送管,所述输送管的一端连有生物质锅炉,所述喷漆室的内部设有喷嘴、过滤器、废水收集槽,所述喷塑传送线的一端设有喷塑室,所述喷塑室的顶部设有上料漏斗,所述喷塑室的侧壁上设有控制模块,所述控制模块上设有时间显示器、温度监控器、调节旋钮、压力表