
一种提高铝合金板材深冲性能的加工方法.pdf

雨巷****怡轩


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种提高铝合金板材深冲性能的加工方法.pdf
本发明公开了一种提高铝合金板材深冲性能的加工方法,包括步骤:以深冲时与铝合金板材接触的凸模的外缘轮廓为加工路径,对所述铝合金板材的背面进行搅拌摩擦加工;利用所述凸模对所述铝合金板材进行深冲,且控制搅拌摩擦加工区域与所述凸模的外缘对准。应用本发明提供的提高铝合金板材深冲性能的加工方法,对在凸模外缘直接作用的板材背面进行局部加工,形成一个封闭的搅拌摩擦加工区域,该区域内由于搅拌头所引入的强剪切形变促使板材形成强{111}面织构以及超细的等轴晶粒,能够有效抵抗冲压过程中的减薄效应及裂纹萌生,以局部加工的方式对深
提高3003铝合金板材强度和塑性的深冷加工方法.pdf
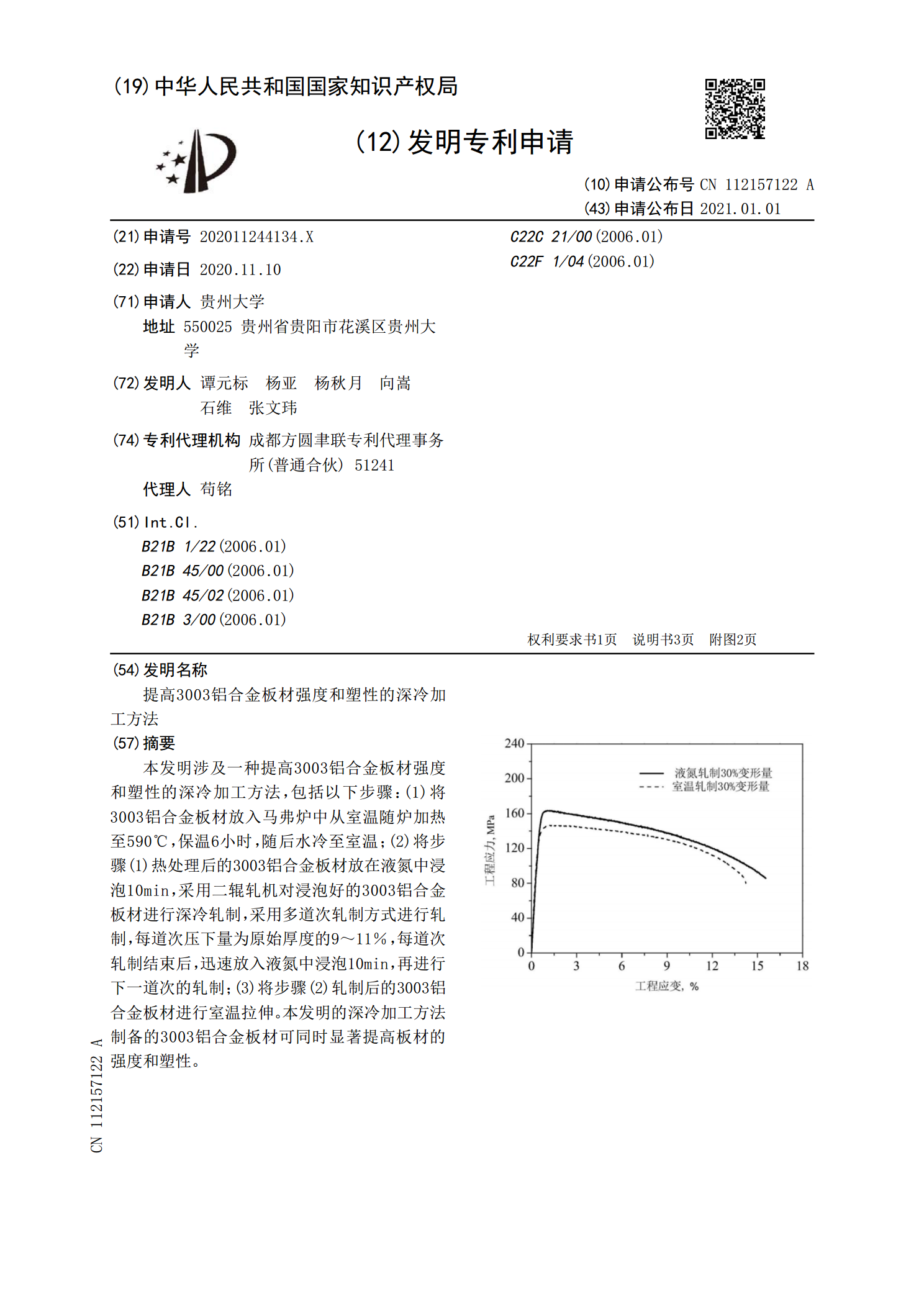
本发明涉及一种提高3003铝合金板材强度和塑性的深冷加工方法,包括以下步骤:(1)将3003铝合金板材放入马弗炉中从室温随炉加热至590℃,保温6小时,随后水冷至室温;(2)将步骤(1)热处理后的3003铝合金板材放在液氮中浸泡10min,采用二辊轧机对浸泡好的3003铝合金板材进行深冷轧制,采用多道次轧制方式进行轧制,每道次压下量为原始厚度的9~11%,每道次轧制结束后,迅速放入液氮中浸泡10min,再进行下一道次的轧制;(3)将步骤(2)轧制后的3003铝合金板材进行室温拉伸。本发明的深冷加工方法制备

一种提高纯钛薄板深冲性能的方法.pdf
本发明公开一种提高纯钛薄板深冲性能的方法,所述方法为在纯钛薄板的表面涂覆一层厚度为2~8μm的紫外光固化涂层,所述涂层包括丙烯酸树脂、纳米级石墨润滑粒子和纳米色浆,所述涂覆方法包括如下步骤:一、表层清洗:将纯钛薄板用弱酸清洗,去除油污、氧化层和粉尘,烘干,再用清水清洗,烘干;二、正面涂覆:对纯钛薄板进行正面涂装,涂层湿膜厚度为12~20μm,涂装后送入高温烘烤炉中烘烤,再送入紫外光固化箱进行紫外照射固化;三、反面涂覆:对纯钛薄板进行反面涂装,反面涂覆的工艺参数与步骤二的正面涂覆保持一致;四、收卷:对涂覆后
一种高性能轨道交通用6082铝合金板材加工方法.pdf
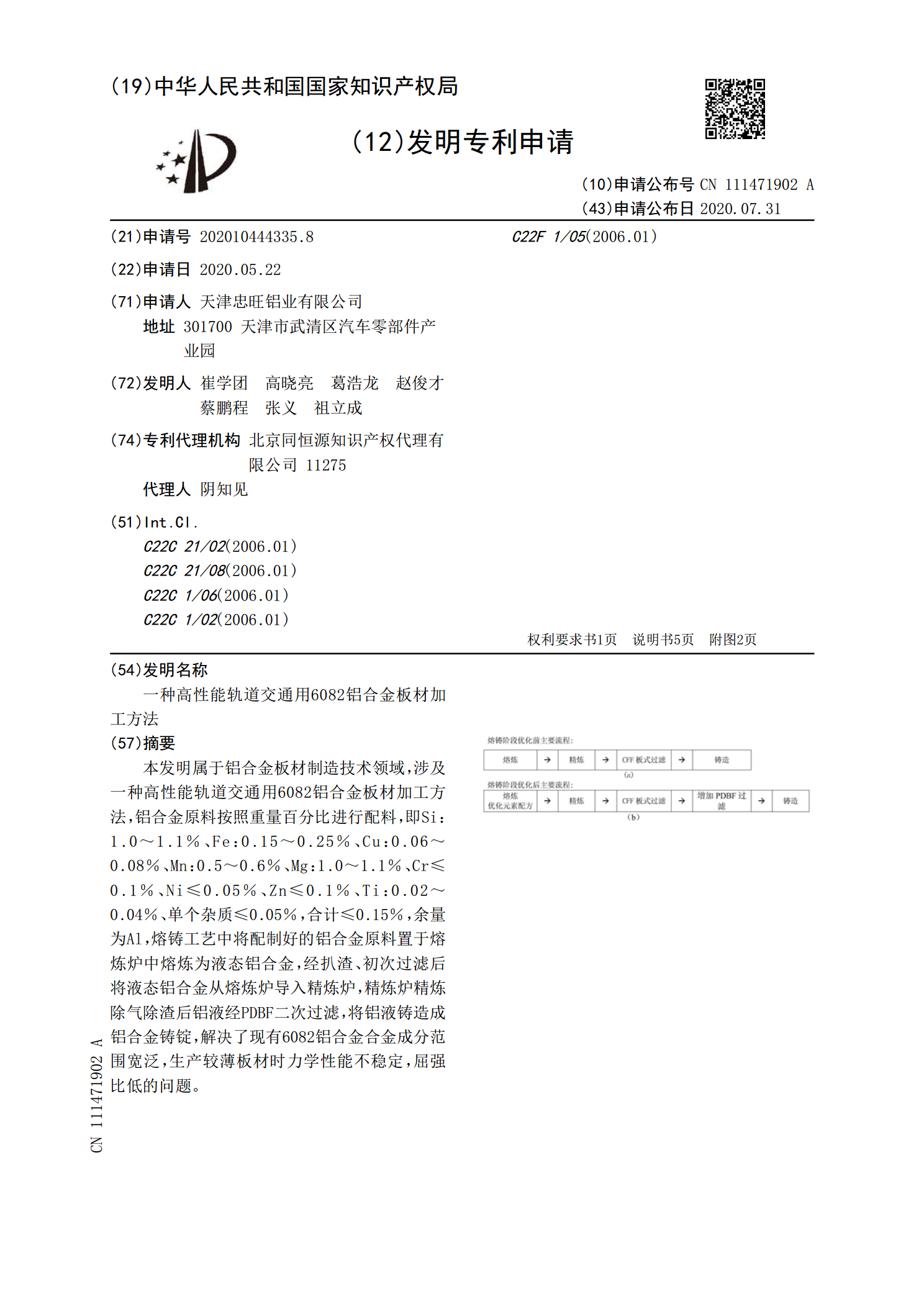
本发明属于铝合金板材制造技术领域,涉及一种高性能轨道交通用6082铝合金板材加工方法,铝合金原料按照重量百分比进行配料,即Si:1.0~1.1%、Fe:0.15~0.25%、Cu:0.06~0.08%、Mn:0.5~0.6%、Mg:1.0~1.1%、Cr≤0.1%、Ni≤0.05%、Zn≤0.1%、Ti:0.02~0.04%、单个杂质≤0.05%,合计≤0.15%,余量为Al,熔铸工艺中将配制好的铝合金原料置于熔炼炉中熔炼为液态铝合金,经扒渣、初次过滤后将液态铝合金从熔炼炉导入精炼炉,精炼炉精炼除气除渣后

一种提高铝合金电机机壳力学性能的加工方法.pdf
本发明属于铝合金电机机壳加工技术领域,具体涉及一种提高铝合金电机机壳力学性能的加工方法,包括模具型腔预处理后、熔体制备、熔体改质、变速压铸以及成型。本发明相比现有技术具有以下优点:本发明中随着压住温度级压力的降低,在慢速压射时将熔体堆积在冲头前不产生跳跃波,熔体液面铸件升高,使压室内气体能够及时排除,降低铸件气体的含量,当压射冲头的行程为400mm随着抽空同时适当增快压射冲头的形成有助于铸件力学性能的提高,如果增加过多又会容易产生辐射状裂纹,所得铸件组织致密、轮廓清晰,其中所得铸件气孔率小于3%的产品率达