
一种提高纯钛薄板深冲性能的方法.pdf

书生****35


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种提高纯钛薄板深冲性能的方法.pdf
本发明公开一种提高纯钛薄板深冲性能的方法,所述方法为在纯钛薄板的表面涂覆一层厚度为2~8μm的紫外光固化涂层,所述涂层包括丙烯酸树脂、纳米级石墨润滑粒子和纳米色浆,所述涂覆方法包括如下步骤:一、表层清洗:将纯钛薄板用弱酸清洗,去除油污、氧化层和粉尘,烘干,再用清水清洗,烘干;二、正面涂覆:对纯钛薄板进行正面涂装,涂层湿膜厚度为12~20μm,涂装后送入高温烘烤炉中烘烤,再送入紫外光固化箱进行紫外照射固化;三、反面涂覆:对纯钛薄板进行反面涂装,反面涂覆的工艺参数与步骤二的正面涂覆保持一致;四、收卷:对涂覆后

一种提高铝合金板材深冲性能的加工方法.pdf
本发明公开了一种提高铝合金板材深冲性能的加工方法,包括步骤:以深冲时与铝合金板材接触的凸模的外缘轮廓为加工路径,对所述铝合金板材的背面进行搅拌摩擦加工;利用所述凸模对所述铝合金板材进行深冲,且控制搅拌摩擦加工区域与所述凸模的外缘对准。应用本发明提供的提高铝合金板材深冲性能的加工方法,对在凸模外缘直接作用的板材背面进行局部加工,形成一个封闭的搅拌摩擦加工区域,该区域内由于搅拌头所引入的强剪切形变促使板材形成强{111}面织构以及超细的等轴晶粒,能够有效抵抗冲压过程中的减薄效应及裂纹萌生,以局部加工的方式对深

薄板冲深穴产生裂缝的解决方法.docx
薄板冲深穴产生裂缝的解决方法薄板冲深穴产生裂缝的解决方法摘要:薄板冲深穴技术是一种广泛应用于制造业的一种金属冲压加工方法。然而,薄板冲深穴时常会面临裂缝的问题,严重影响工件的质量和生命周期。本论文将针对薄板冲深穴中裂缝问题进行研究,分析裂缝产生的原因,并提出一些解决方法,以提高薄板冲深穴的质量。一、引言薄板冲深穴技术是一种在制造业中广泛应用的金属冲压加工方法。它在汽车制造、航空航天、家电等领域有着重要的应用。然而,薄板冲深穴过程中常常会面临裂缝的问题,这会导致工件的质量下降,甚至失效。因此,解决薄板冲深穴

对工业纯铝铸轧板深冲性能的研究.docx
对工业纯铝铸轧板深冲性能的研究工业纯铝铸轧板在许多行业中都广泛应用,因其具备良好的机械性能、导电性能和耐腐蚀性能。深冲是一种常用的工艺方法,广泛用于生产线路板、汽车零部件等产品。研究工业纯铝铸轧板的深冲性能对于改善产品质量和提高生产效率具有重要意义。本论文将对工业纯铝铸轧板的深冲性能进行探究,并通过实验验证。首先,我们需要了解深冲成形过程对工业纯铝铸轧板的影响。深冲过程中,工件会经历拉伸、弯曲和转动等变形过程,这些变形会导致材料内部的织构和奥氏体的晶粒形态发生变化。此外,深冲过程中还会产生应力集中、压力变
一种薄板坯连铸机生产汽车用超深冲钢的方法.pdf
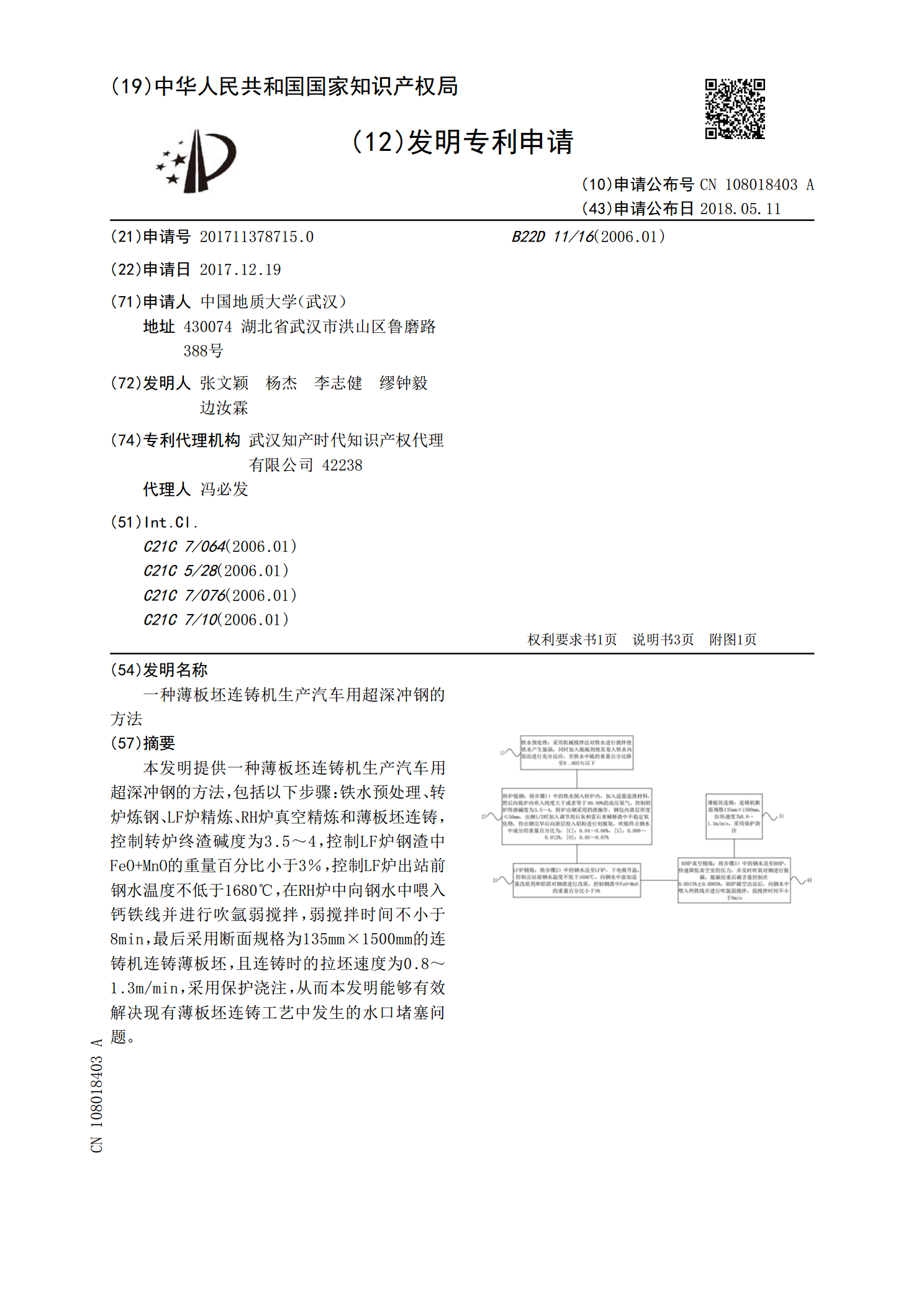
本发明提供一种薄板坯连铸机生产汽车用超深冲钢的方法,包括以下步骤:铁水预处理、转炉炼钢、LF炉精炼、RH炉真空精炼和薄板坯连铸,控制转炉终渣碱度为3.5~4,控制LF炉钢渣中FeO+MnO的重量百分比小于3%,控制LF炉出站前钢水温度不低于1680℃,在RH炉中向钢水中喂入钙铁线并进行吹氩弱搅拌,弱搅拌时间不小于8min,最后采用断面规格为135mm×1500mm的连铸机连铸薄板坯,且连铸时的拉坯速度为0.8~1.3m/min,采用保护浇注,从而本发明能够有效解决现有薄板坯连铸工艺中发生的水口堵塞问题。