
双金属锯条的高精度修磨方法.pdf

是你****盟主

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双金属锯条的高精度修磨方法.pdf
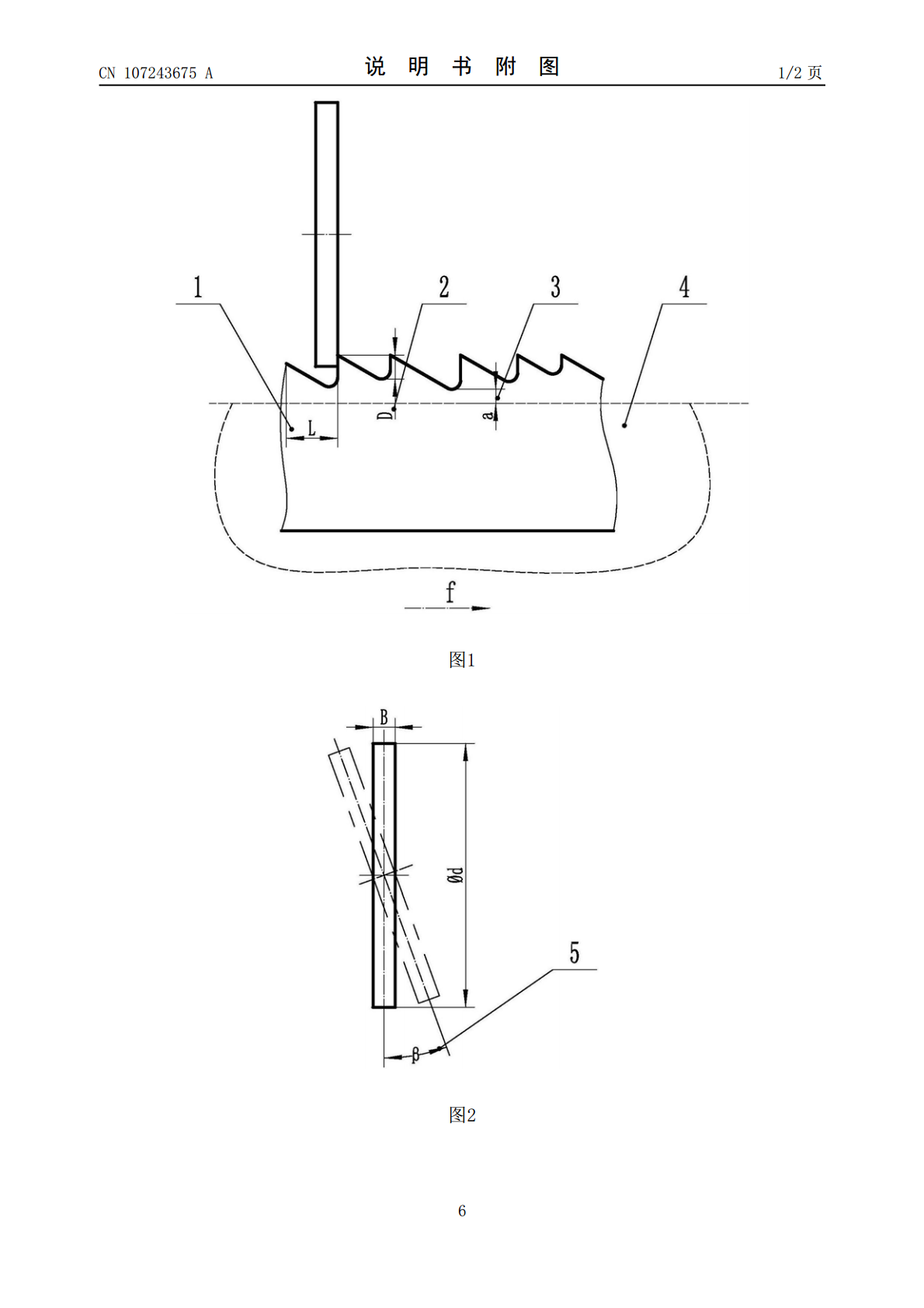
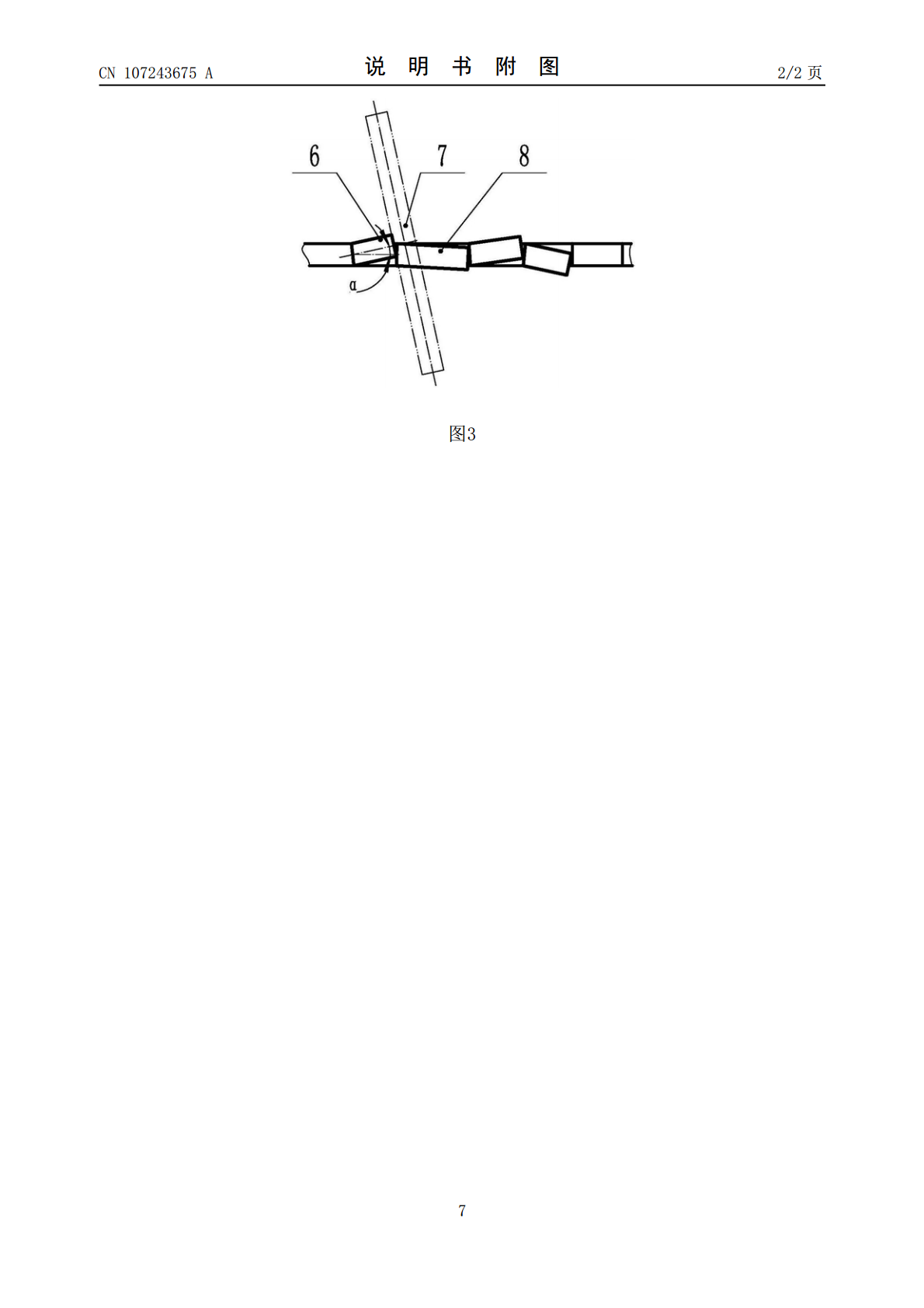
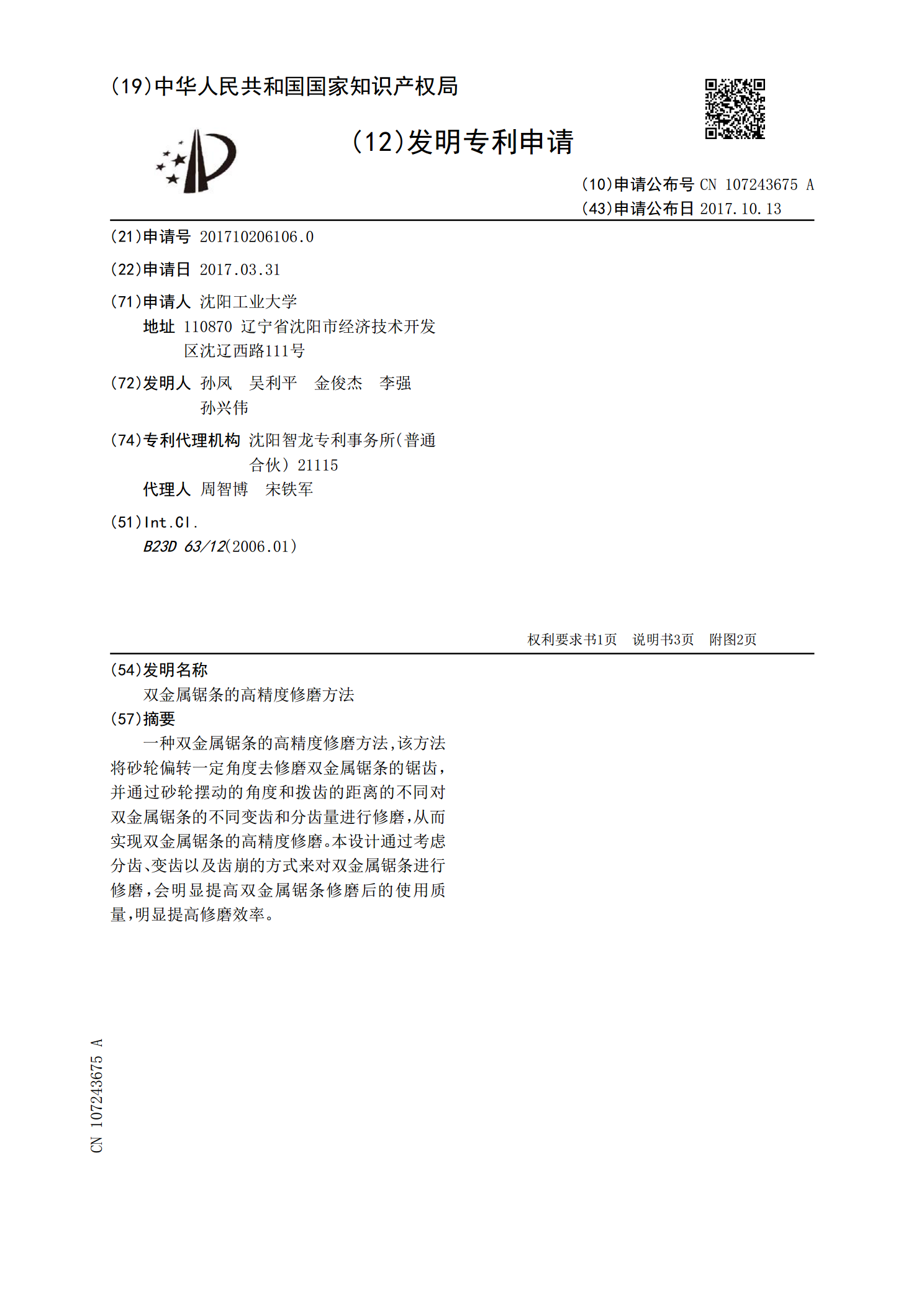
一种双金属锯条的高精度修磨方法,该方法将砂轮偏转一定角度去修磨双金属锯条的锯齿,并通过砂轮摆动的角度和拨齿的距离的不同对双金属锯条的不同变齿和分齿量进行修磨,从而实现双金属锯条的高精度修磨。本设计通过考虑分齿、变齿以及齿崩的方式来对双金属锯条进行修磨,会明显提高双金属锯条修磨后的使用质量,明显提高修磨效率。
双金属带锯条的高精度修磨机床.pdf
一种双金属带锯条的高精度修磨机床,该机床包括磨头机构、工作台、分齿修磨机构、拨齿机构、定位机构和夹紧机构;磨头机构和工作台分别连接安装在电控柜和底座上,分齿修磨机构和拨齿机构均与工作台连接并安装在主体框架内部,定位机构和夹紧机构均连接安装在分齿修磨机构上;磨头机构的砂轮、拨齿机构、定位机构和夹紧机构均与设置锯条的工位对应。本发明解决了双金属锯条修磨过程中由于未考虑变齿和分齿以及齿崩而导致的修磨效果不好的问题,提高了修磨效率,延长了锯条的使用寿命,降低了生产成本,适用于各种结构的双金属锯条的修磨。

一种双金属带锯条的高效率高精度修磨方法及装置.pdf
本申请提供了一种双金属带锯条的高效率高精度修磨方法及装置,属于机械切削加工制造技术领域;S1:测量分齿角度α1、α2和齿根处深度D1和D2;S2:将第一砂轮摆动α1度使其与左分齿面平行,将第二砂轮摆动α2度使其与右分齿面平行;S3:对刀、固定、夹紧砂轮;S4:启动砂轮,先径向进给,再轴向进给,完成第一组锯齿的修磨,将砂轮沿轴向后退,再径向后退,退出工作区;S5:将双金属锯条沿锯齿方向拨动至少一个齿距,重复S4步骤对第二组锯齿进行修磨;S6:重复S5步骤直至整个双金属锯条修磨完成;该方法和装置通过同时考虑左
一种双金属带锯条加工方法.pdf
本发明公开了一种双金属带锯条加工方法,其特征在于:(1)双金属带锯条材料选用M42;(2)所述M42材料在配料时,将硅、钴的含量控制在占配料成分总重量,同时在钢中加入氮元素进行微合金化;(3)所述M42材料在出钢前,先在炉内加入复合脱氧剂,在炉内加入占总加入量稀土元素;(3)出钢中,顺序将剩余的22%-41%的复合脱氧剂和剩余的35%-55%的稀土元素加入钢包内;(4)所述的双金属带锯条加工方法步骤包括:削边-电子束焊接-退火-扎平-校直-淬火-回火-喷砂。本发明的一种双金属带锯条加工方法,严格对各阶段工
一种双金属带锯条焊接装置及方法.pdf
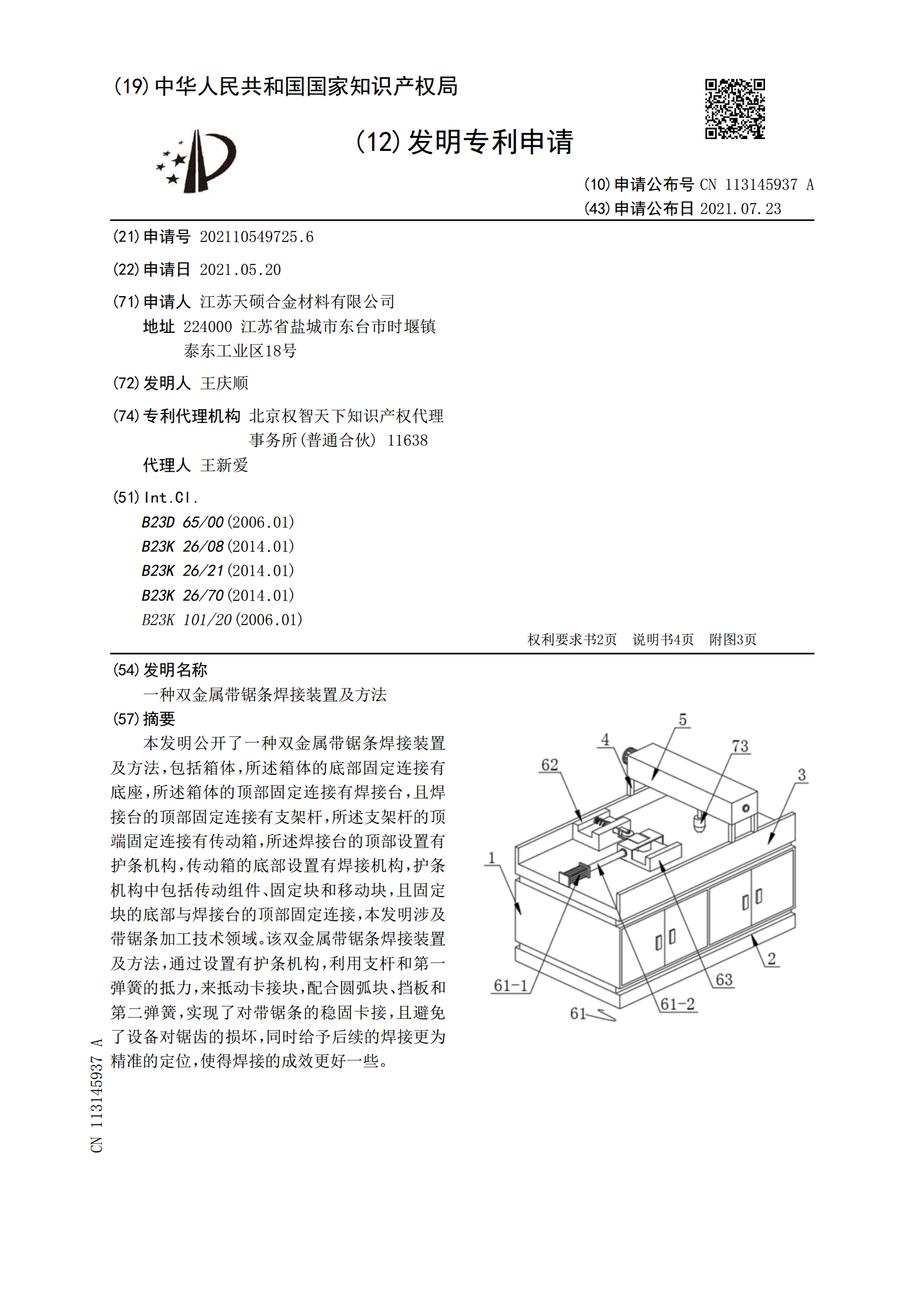
本发明公开了一种双金属带锯条焊接装置及方法,包括箱体,所述箱体的底部固定连接有底座,所述箱体的顶部固定连接有焊接台,且焊接台的顶部固定连接有支架杆,所述支架杆的顶端固定连接有传动箱,所述焊接台的顶部设置有护条机构,传动箱的底部设置有焊接机构,护条机构中包括传动组件、固定块和移动块,且固定块的底部与焊接台的顶部固定连接,本发明涉及带锯条加工技术领域。该双金属带锯条焊接装置及方法,通过设置有护条机构,利用支杆和第一弹簧的抵力,来抵动卡接块,配合圆弧块、挡板和第二弹簧,实现了对带锯条的稳固卡接,且避免了设备对锯