
一种齿轮轴自动焊接装置及加工工艺.pdf

努力****亚捷

1/10
2/10
3/10

4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种齿轮轴自动焊接装置及加工工艺.pdf
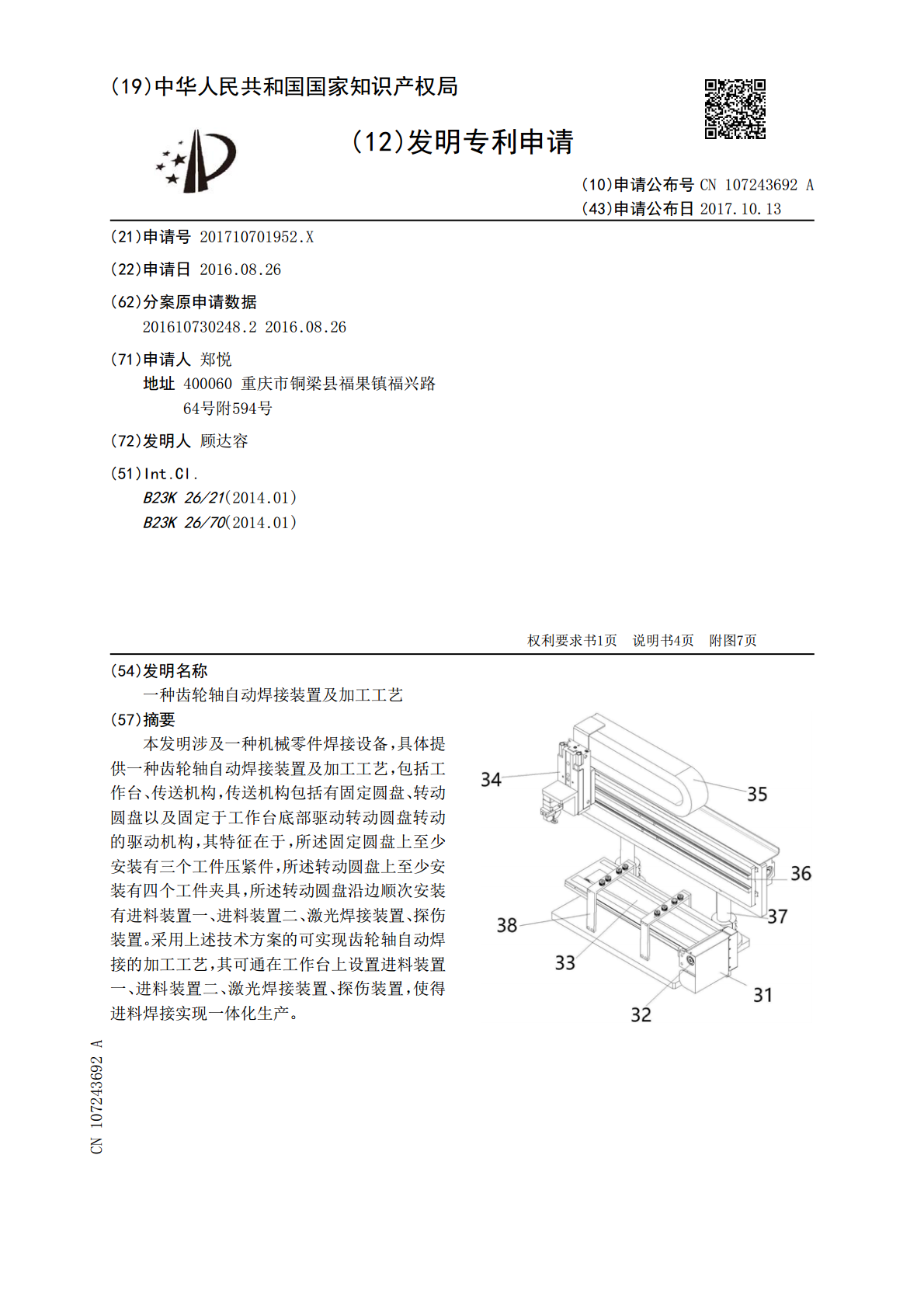
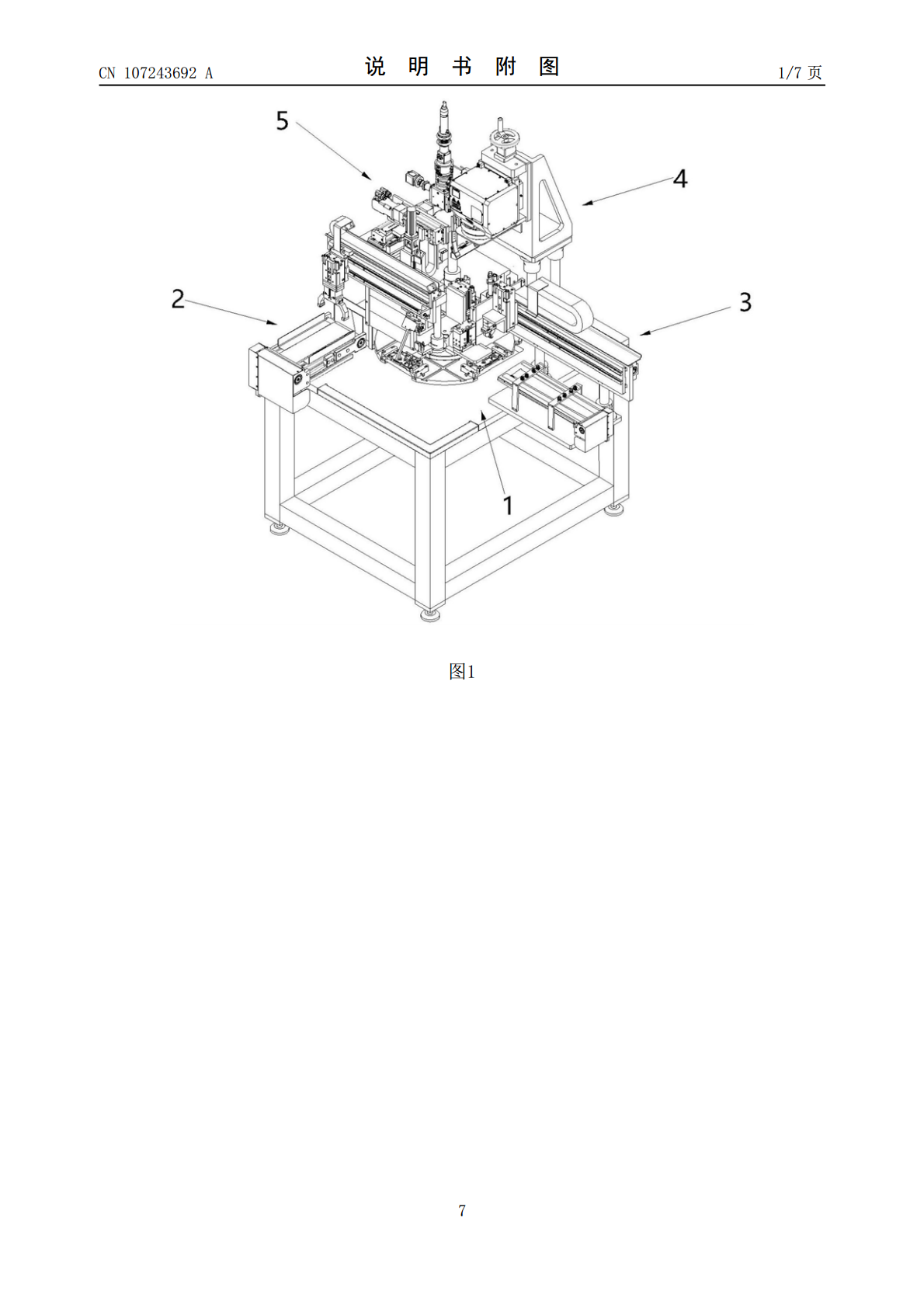
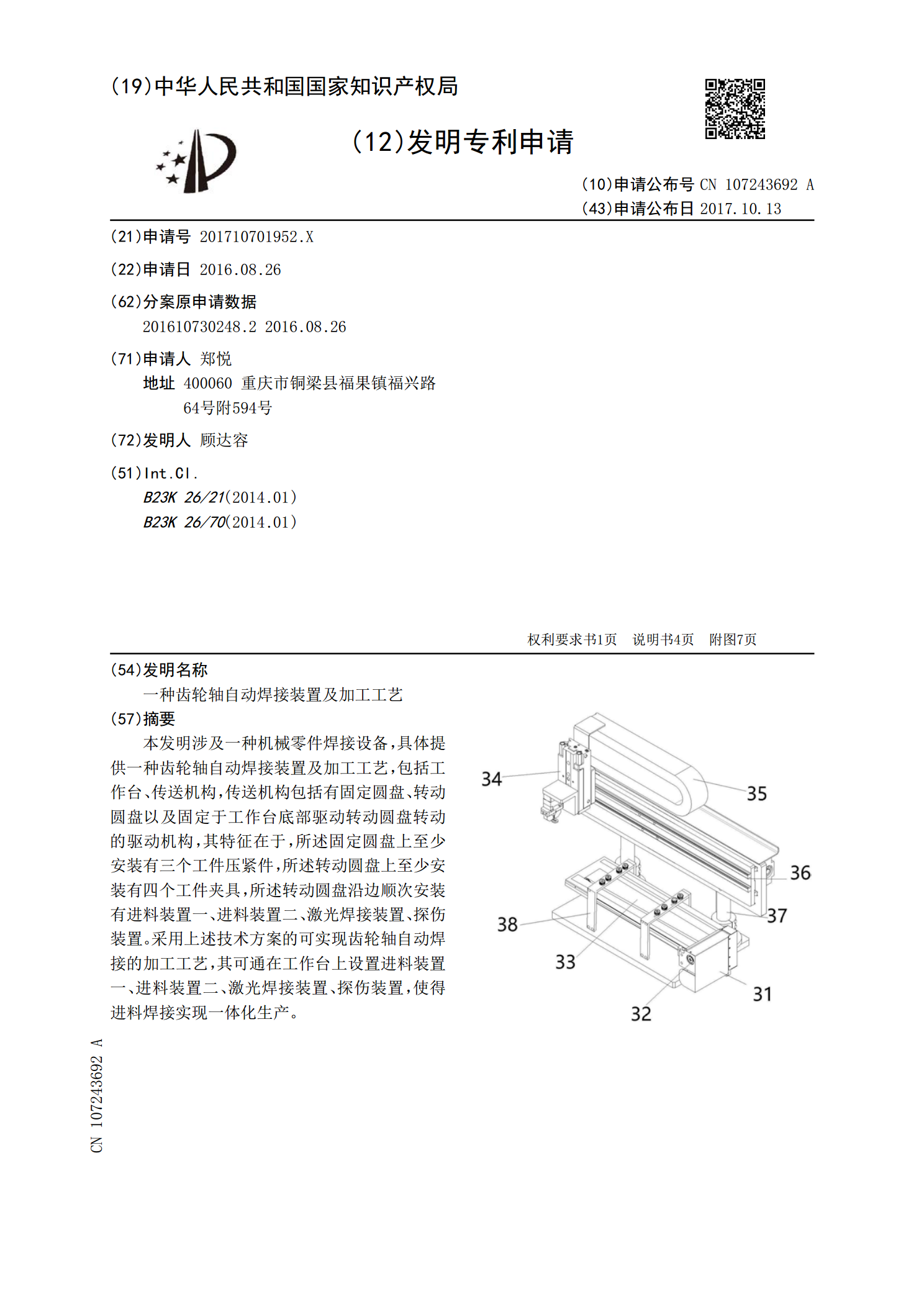
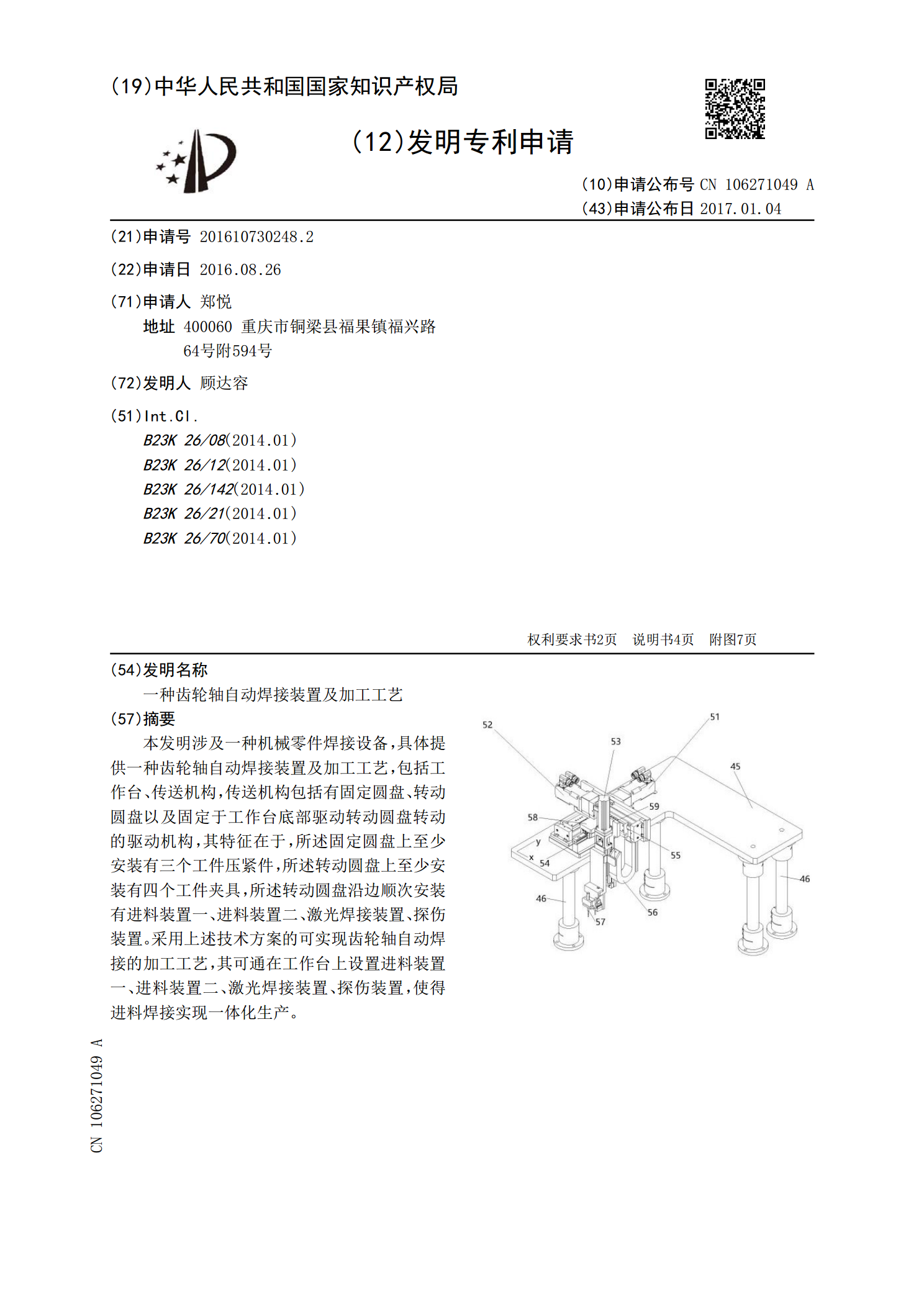
本发明涉及一种机械零件焊接设备,具体提供一种齿轮轴自动焊接装置及加工工艺,包括工作台、传送机构,传送机构包括有固定圆盘、转动圆盘以及固定于工作台底部驱动转动圆盘转动的驱动机构,其特征在于,所述固定圆盘上至少安装有三个工件压紧件,所述转动圆盘上至少安装有四个工件夹具,所述转动圆盘沿边顺次安装有进料装置一、进料装置二、激光焊接装置、探伤装置。采用上述技术方案的可实现齿轮轴自动焊接的加工工艺,其可通在工作台上设置进料装置一、进料装置二、激光焊接装置、探伤装置,使得进料焊接实现一体化生产。
一种齿轮轴自动焊接装置及加工工艺.pdf
本发明涉及一种机械零件焊接设备,具体提供一种齿轮轴自动焊接装置及加工工艺,包括工作台、传送机构,传送机构包括有固定圆盘、转动圆盘以及固定于工作台底部驱动转动圆盘转动的驱动机构,其特征在于,所述固定圆盘上至少安装有三个工件压紧件,所述转动圆盘上至少安装有四个工件夹具,所述转动圆盘沿边顺次安装有进料装置一、进料装置二、激光焊接装置、探伤装置。采用上述技术方案的可实现齿轮轴自动焊接的加工工艺,其可通在工作台上设置进料装置一、进料装置二、激光焊接装置、探伤装置,使得进料焊接实现一体化生产。

一种齿轮轴自动加工及检测装置.pdf
本发明公开了一种齿轮轴自动加工及检测装置,包括自动加工装置、自动检测装置、自动进料装置、自动浸油装置及出料自动输送装置,加工检测合格工件依次经过自动进料装置、自动加工装置、自动检测装置、自动浸油装置及出料自动输送装置,加工检测未合格工件依次经过自动进料装置、自动加工装置、自动检测装置,本发明布局合理,各装置配合密切,有效地结合了涉及齿轮轴加工及检测各工序,自动化程度和生产效率都有很大提高。
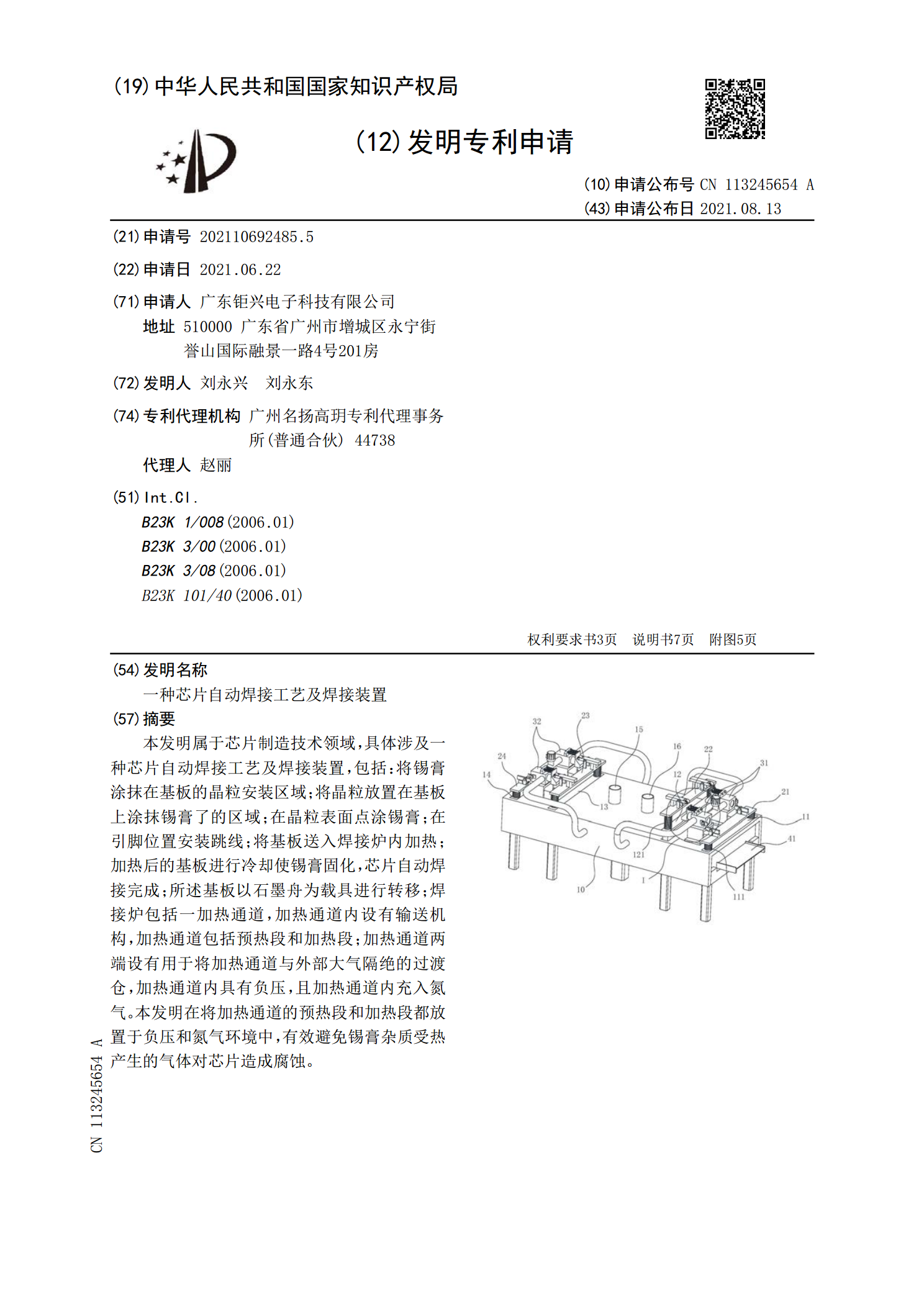
一种芯片自动焊接工艺及焊接装置.pdf
本发明属于芯片制造技术领域,具体涉及一种芯片自动焊接工艺及焊接装置,包括:将锡膏涂抹在基板的晶粒安装区域;将晶粒放置在基板上涂抹锡膏了的区域;在晶粒表面点涂锡膏;在引脚位置安装跳线;将基板送入焊接炉内加热;加热后的基板进行冷却使锡膏固化,芯片自动焊接完成;所述基板以石墨舟为载具进行转移;焊接炉包括一加热通道,加热通道内设有输送机构,加热通道包括预热段和加热段;加热通道两端设有用于将加热通道与外部大气隔绝的过渡仓,加热通道内具有负压,且加热通道内充入氮气。本发明在将加热通道的预热段和加热段都放置于负压和氮气
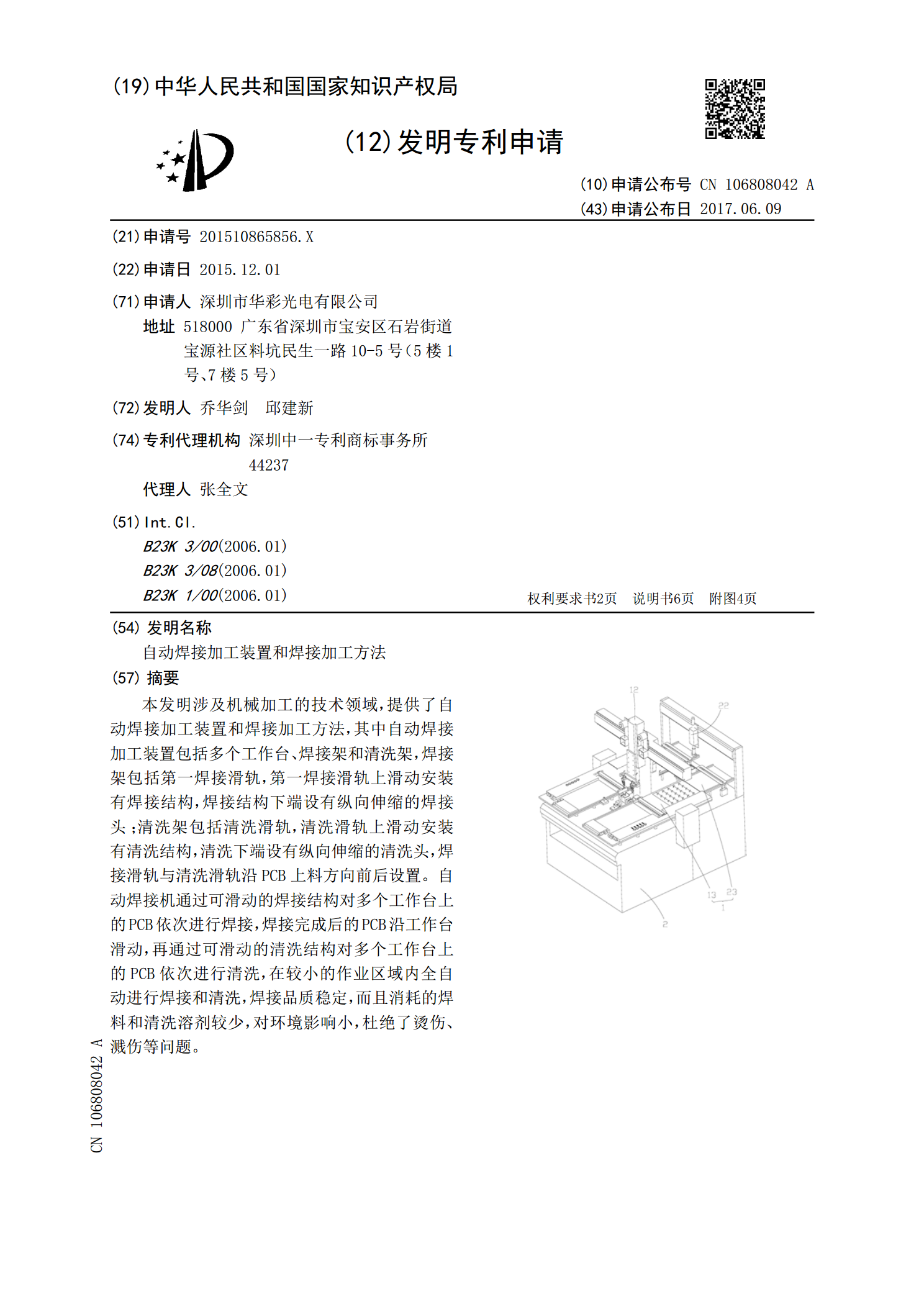
自动焊接加工装置和焊接加工方法.pdf
本发明涉及机械加工的技术领域,提供了自动焊接加工装置和焊接加工方法,其中自动焊接加工装置包括多个工作台、焊接架和清洗架,焊接架包括第一焊接滑轨,第一焊接滑轨上滑动安装有焊接结构,焊接结构下端设有纵向伸缩的焊接头;清洗架包括清洗滑轨,清洗滑轨上滑动安装有清洗结构,清洗下端设有纵向伸缩的清洗头,焊接滑轨与清洗滑轨沿PCB上料方向前后设置。自动焊接机通过可滑动的焊接结构对多个工作台上的PCB依次进行焊接,焊接完成后的PCB沿工作台滑动,再通过可滑动的清洗结构对多个工作台上的PCB依次进行清洗,在较小的作业区域内