
双端面磨床的自动补偿调节装置及其补偿调节方法.pdf

雨巷****怡轩

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双端面磨床的自动补偿调节装置及其补偿调节方法.pdf
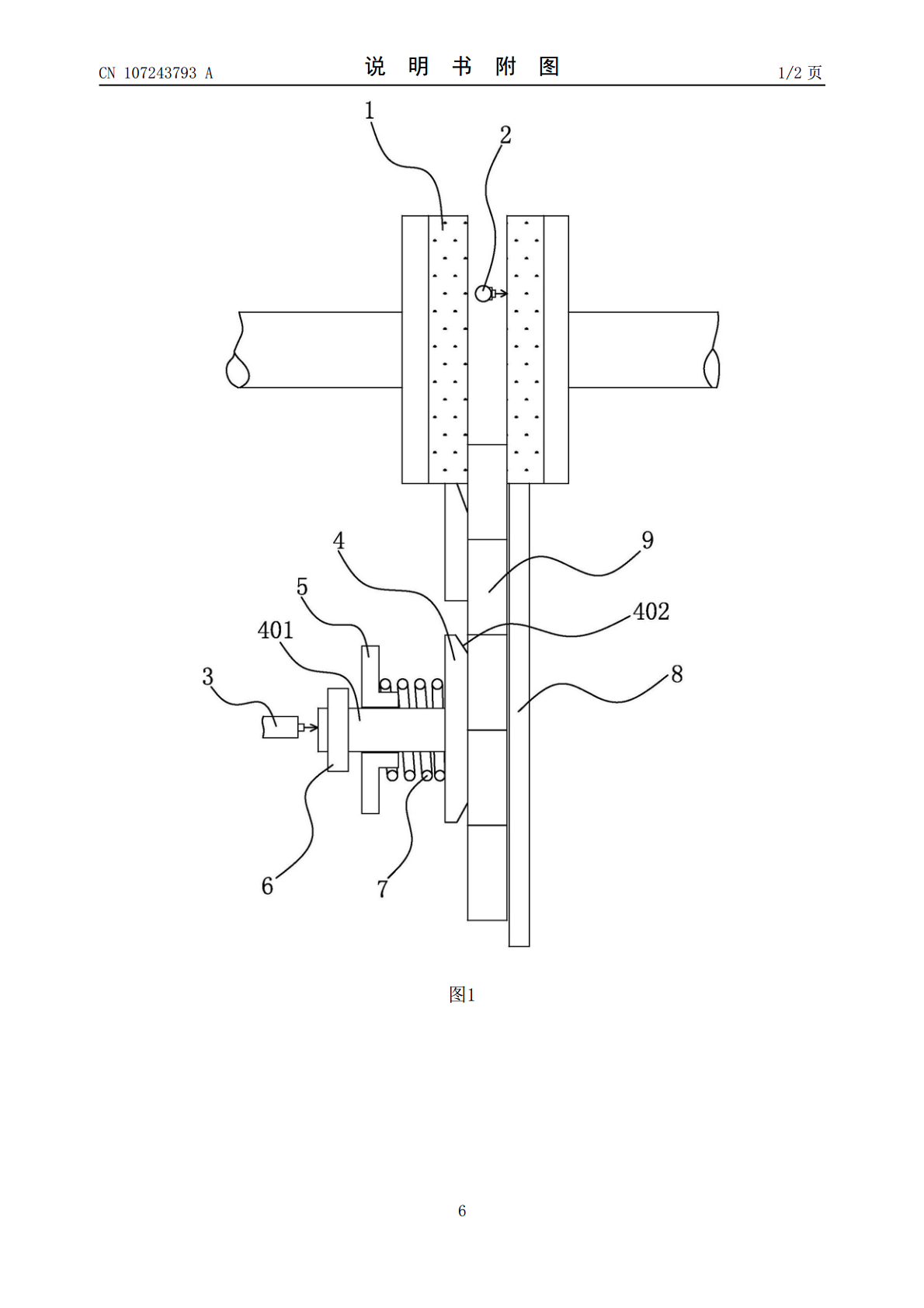
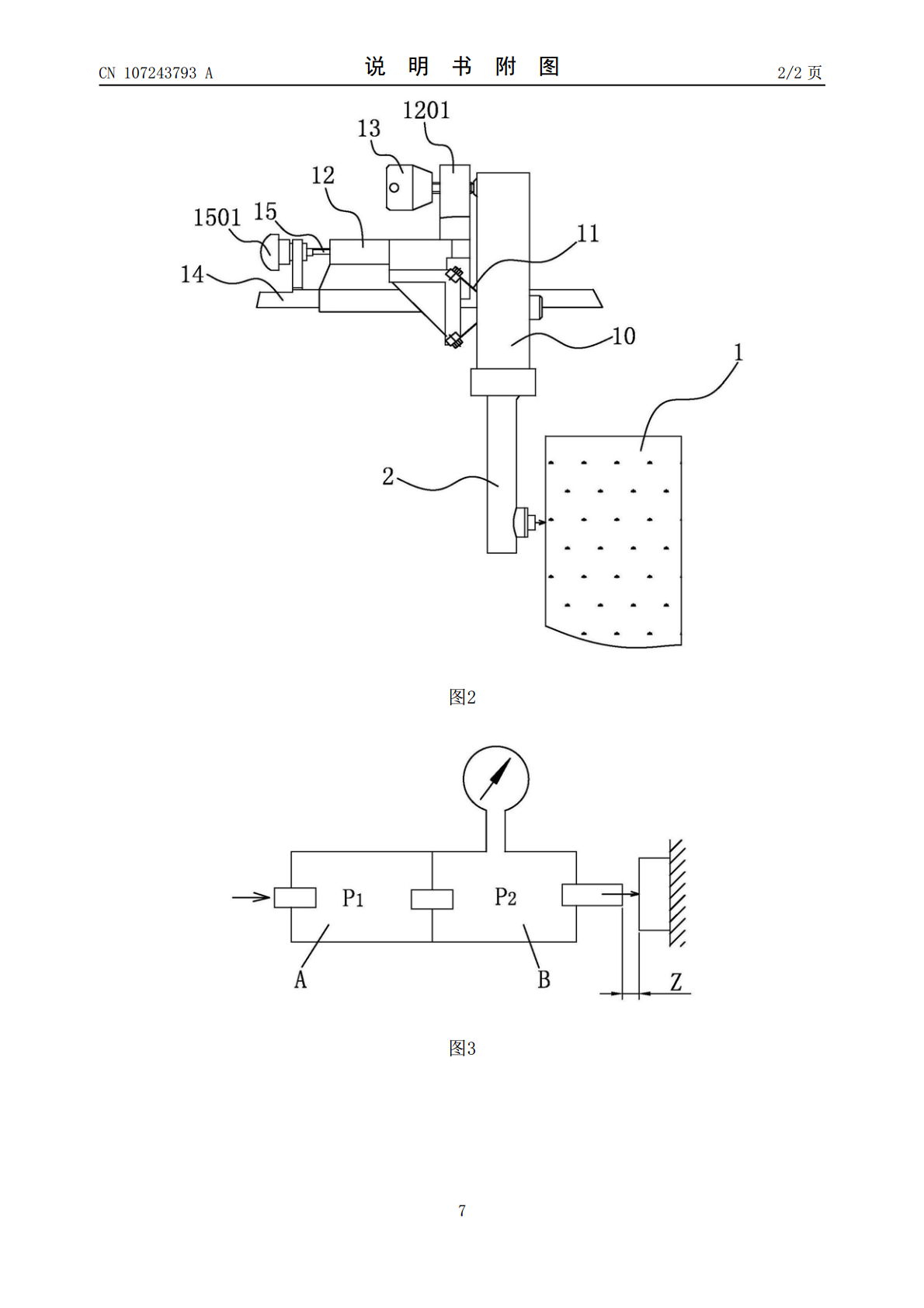
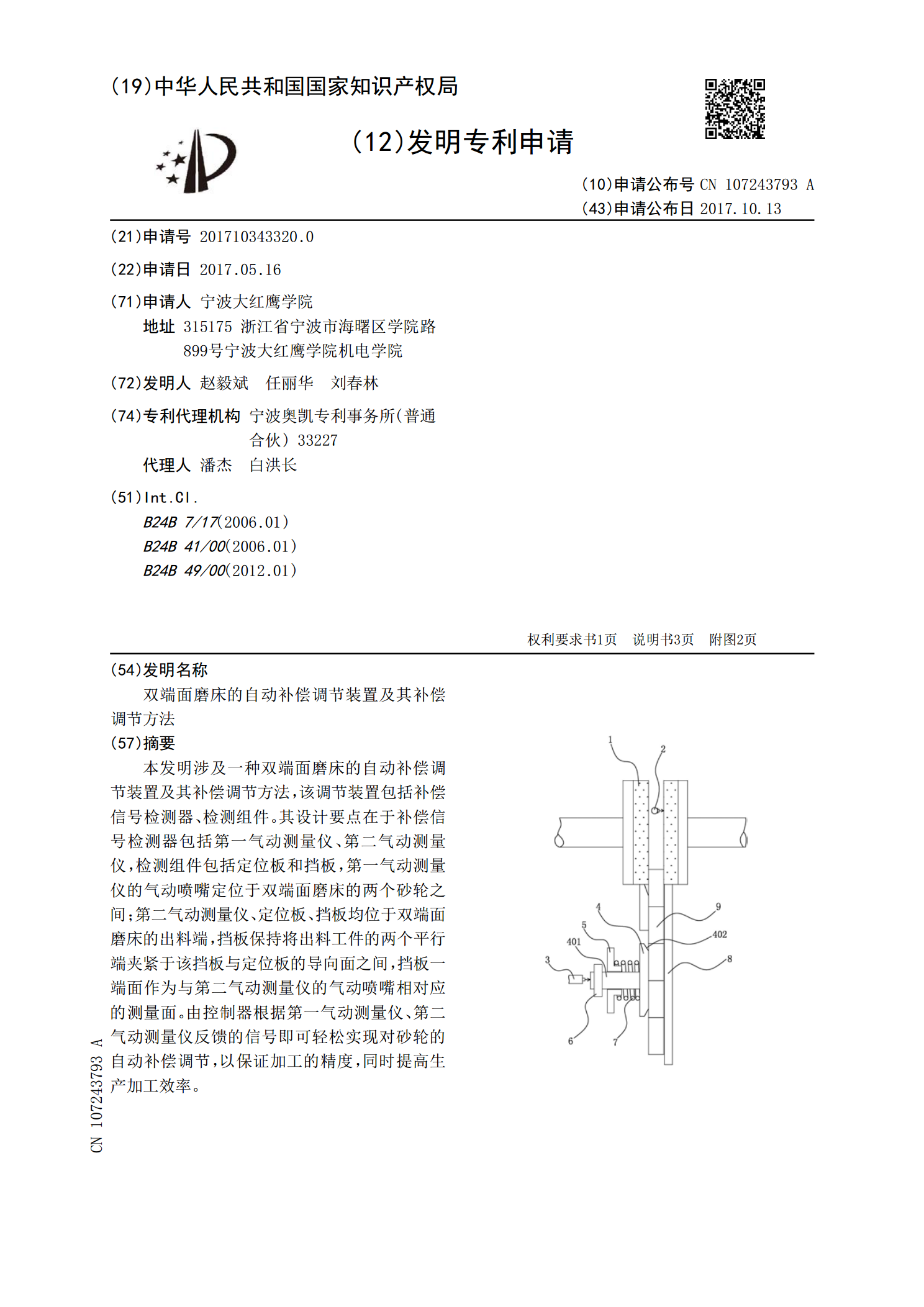
本发明涉及一种双端面磨床的自动补偿调节装置及其补偿调节方法,该调节装置包括补偿信号检测器、检测组件。其设计要点在于补偿信号检测器包括第一气动测量仪、第二气动测量仪,检测组件包括定位板和挡板,第一气动测量仪的气动喷嘴定位于双端面磨床的两个砂轮之间;第二气动测量仪、定位板、挡板均位于双端面磨床的出料端,挡板保持将出料工件的两个平行端夹紧于该挡板与定位板的导向面之间,挡板一端面作为与第二气动测量仪的气动喷嘴相对应的测量面。由控制器根据第一气动测量仪、第二气动测量仪反馈的信号即可轻松实现对砂轮的自动补偿调节,以保

自动温度补偿原理与调节方法.docx
自动温度补偿原理与调节方法一、引言随着现代科技的进步和应用,各行各业对于温度的控制和精确度要求越来越高。高温或者低温对于许多技术工艺过程会产生重大的影响,因此,自动温度补偿原理及其调节方法越来越受到重视。本文将就自动温度补偿原理及其调节方法进行探讨和分析。二、自动温度补偿原理电阻温度计等温度传感器常用于测量温度。通过测量电阻温度计的电阻大小,来推算出温度大小。然而,这种传感器存在一个问题,就是其输出值会受到环境温度的影响,因此,要想得到精确的温度输出值,就需要对环境温度进行自动补偿。我们可以借助热电偶的工
补偿调节装置.pdf
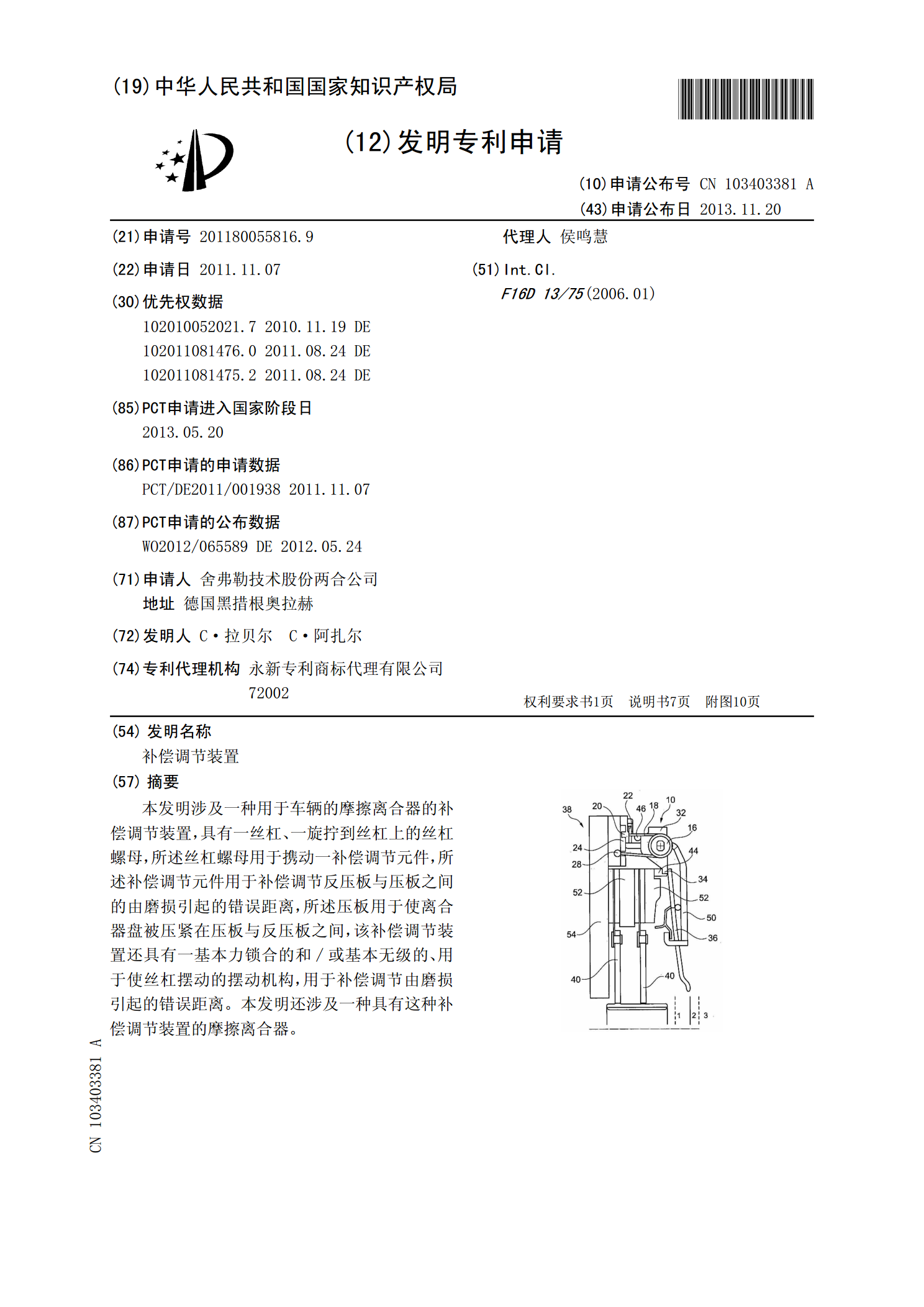
本发明涉及一种用于车辆的摩擦离合器的补偿调节装置,具有一丝杠、一旋拧到丝杠上的丝杠螺母,所述丝杠螺母用于携动一补偿调节元件,所述补偿调节元件用于补偿调节反压板与压板之间的由磨损引起的错误距离,所述压板用于使离合器盘被压紧在压板与反压板之间,该补偿调节装置还具有一基本力锁合的和/或基本无级的、用于使丝杠摆动的摆动机构,用于补偿调节由磨损引起的错误距离。本发明还涉及一种具有这种补偿调节装置的摩擦离合器。

基于端面外圆磨床磨削坐标自动补偿方法.docx
基于端面外圆磨床磨削坐标自动补偿方法自动补偿技术是数控磨床中的重要技术之一,可以提高加工精度和效率,缩短加工周期。基于端面外圆磨床的自动补偿方法,在刀具轨迹补偿方面已经有了一定的研究成果。本文将从磨削坐标的角度出发,探讨基于端面外圆磨床的磨削坐标自动补偿方法。一、研究背景磨床是一种高精度的加工设备,可以用于加工各种形状的工件。在磨削过程中,由于切削力和磨料磨损等因素的影响,工件的几何形状和尺寸会发生变化。为了保证加工精度和表面质量,需要对刀具轨迹进行补偿控制。目前,刀具轨迹补偿方法主要有刀具半径补偿、切削

基于端面外圆磨床磨削坐标自动补偿方法.docx
基于端面外圆磨床磨削坐标自动补偿方法基于端面外圆磨床磨削坐标自动补偿方法摘要传统的端面外圆磨床在加工过程中由于加工误差、工具磨损等因素的影响会导致工件在外圆磨削中存在一定的偏差。为了解决这个问题,本文提出了一种基于坐标自动补偿的方法。首先通过传感器获取工件的实际轮廓数据,然后通过数据处理算法计算出磨削时的误差量,最后通过控制系统对磨削过程进行补偿。实验结果表明,该方法能够有效地提高工件的磨削精度。关键词:端面外圆磨床,坐标自动补偿,磨削精度引言端面外圆磨床是一种常用的磨削加工设备,广泛应用于汽车零配件、航