
一种冷气微量润滑系统.pdf

是你****噩呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种冷气微量润滑系统.pdf
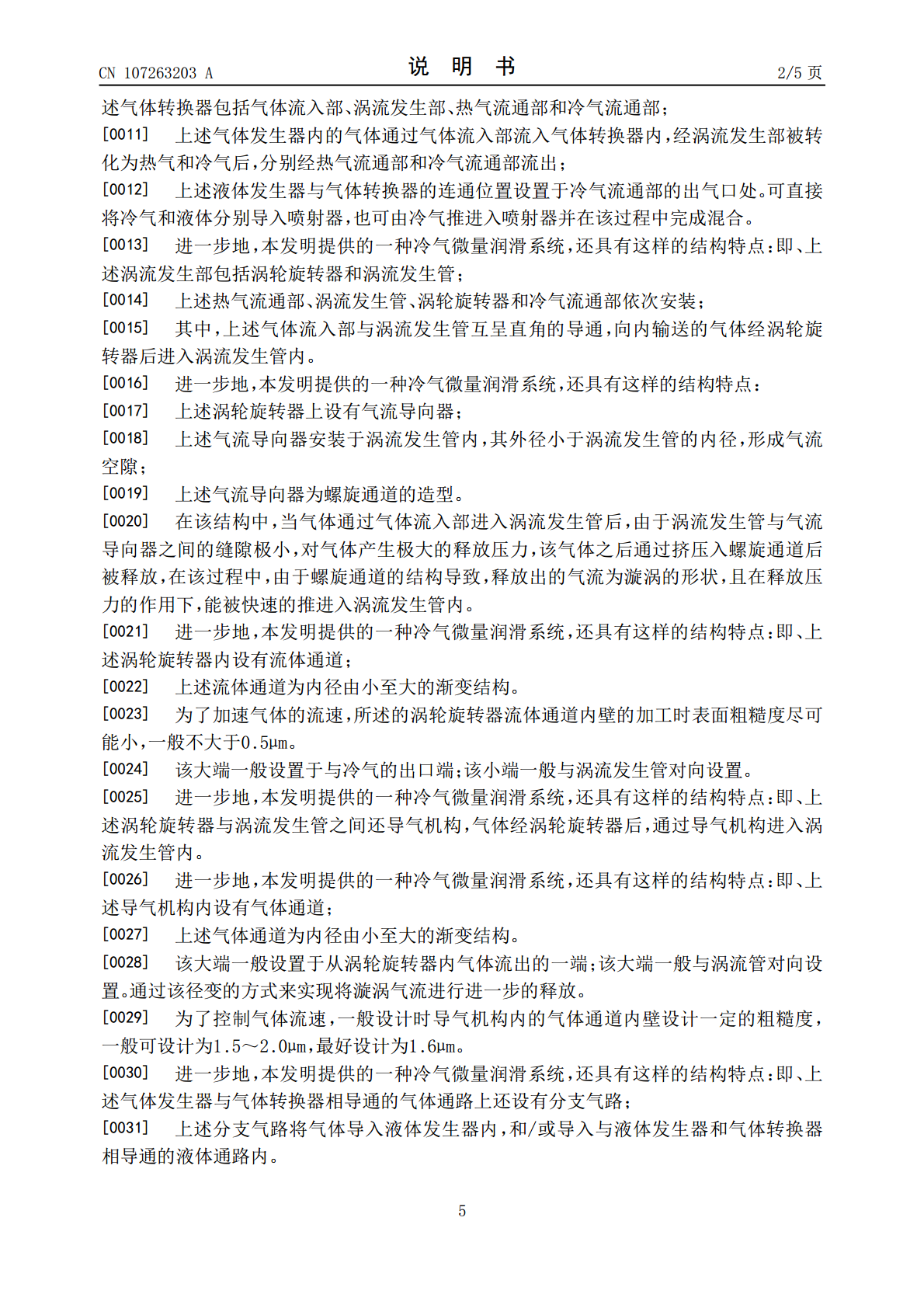
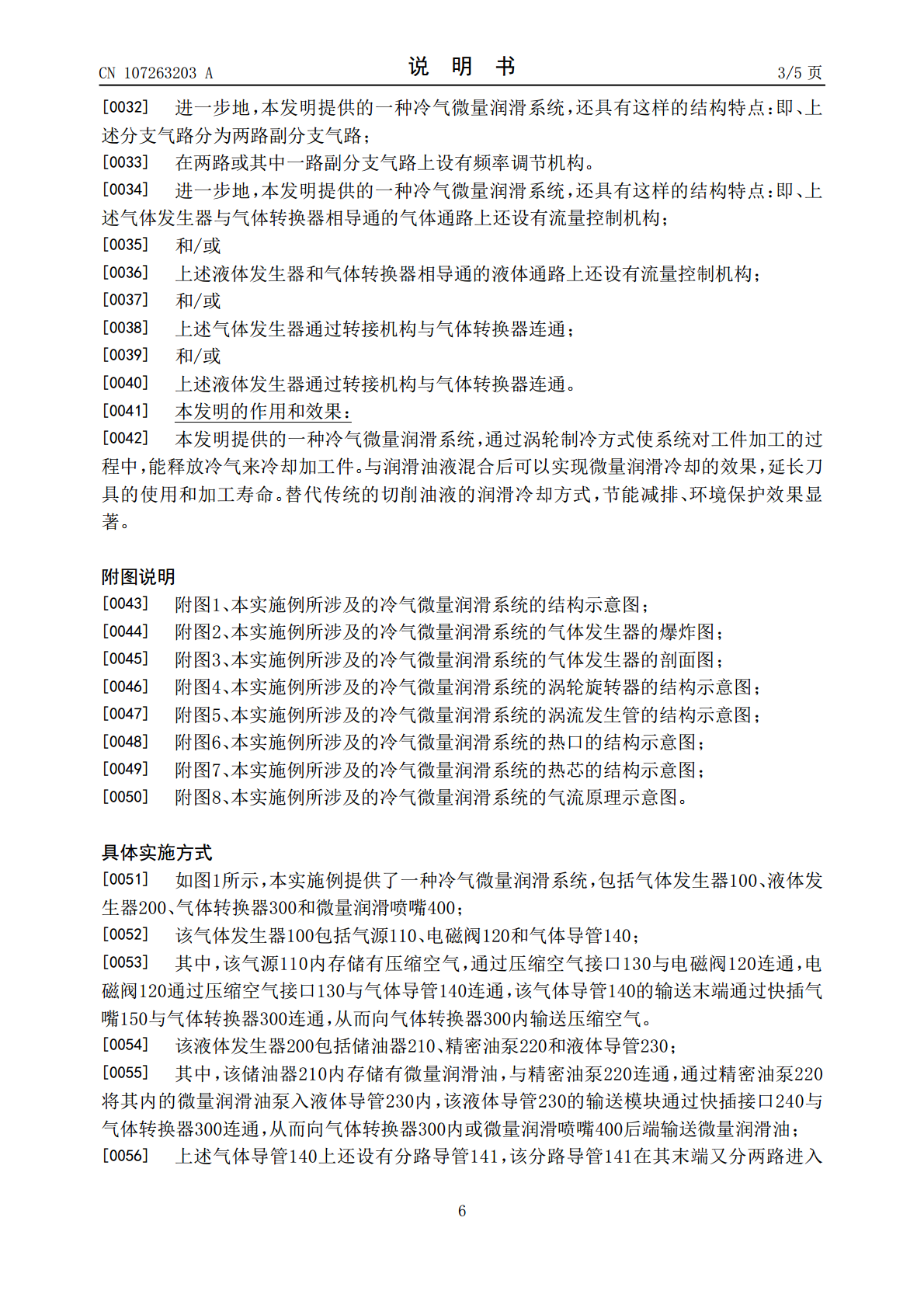
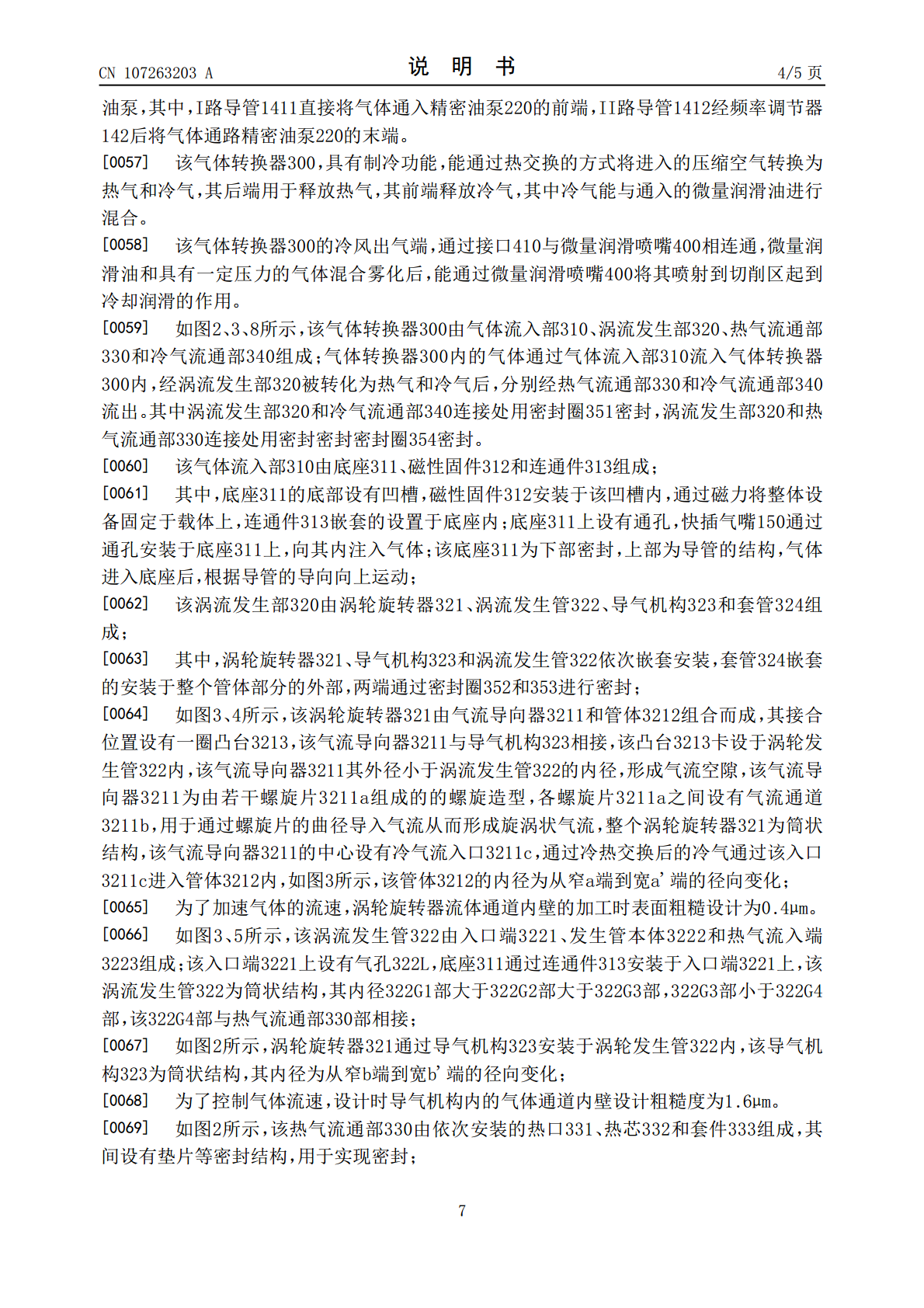
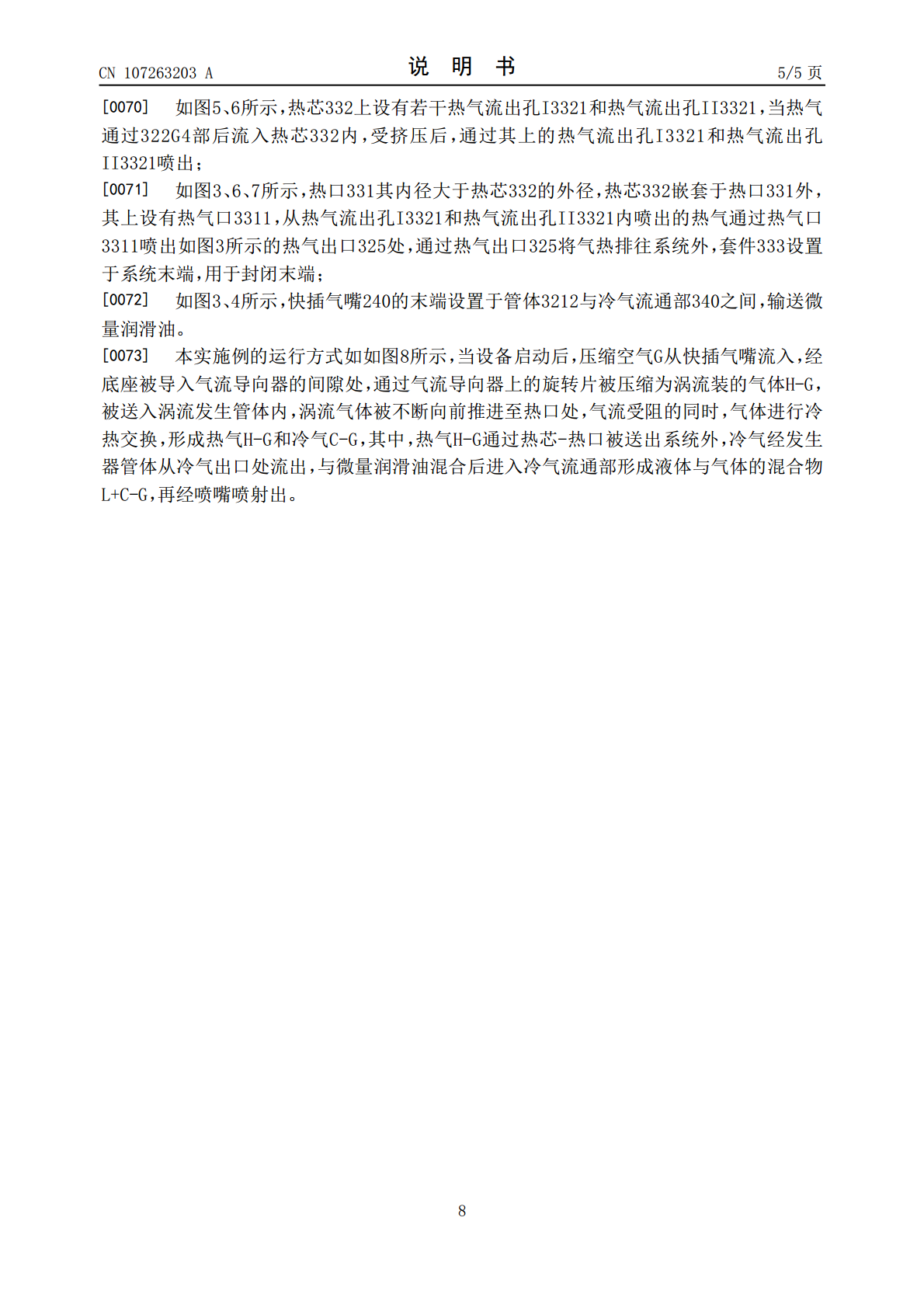
本发明提供了一种冷气微量润滑系统,其特征在于:包括气体发生器、至少一个液体发生器、气体转换器和微量润滑喷射器;其中,气体发生器与气体转换器连通,向其输送气体;液体发生器与气体转换器连通,向其输送液体;气体转换器,将气体转换为冷气;微量润滑喷射器安装于气体转换器的冷气输出端,冷气和液体分别或混合后,通过微量润滑喷射器喷射出。本发明提供的一种冷气微量润滑系统,通过涡轮制冷系统使系统对工件加工的过程中,能释放冷气来冷却加工件,实现冷加工的效果。

高压微量调节泵及微量润滑系统.pdf
本发明公开了一种高压微量调节泵,适用于微量润滑系统,包括燃油泵主体以及步进电机,燃油泵主体具有一供液凸轮及一油量调节机构,供液凸轮转动,切削油被加压后泵出,油量调节机构控制每次泵油的量,步进电机与供液凸轮相连,通过控制步进电机的转速控制供液凸轮的转速,从而控制燃油泵主体单位时间内泵油的次数,解决了高压超临界二氧化碳进行多重液体混合且用量精确可调的问题。高压微量调节泵使用的是燃油泵主体,燃油泵工艺成熟,所以高度可靠,且属于高精密部件,泵内部全为合金类金属结构,对溶剂类液体输送也完全不会发生失效情况,经久耐用
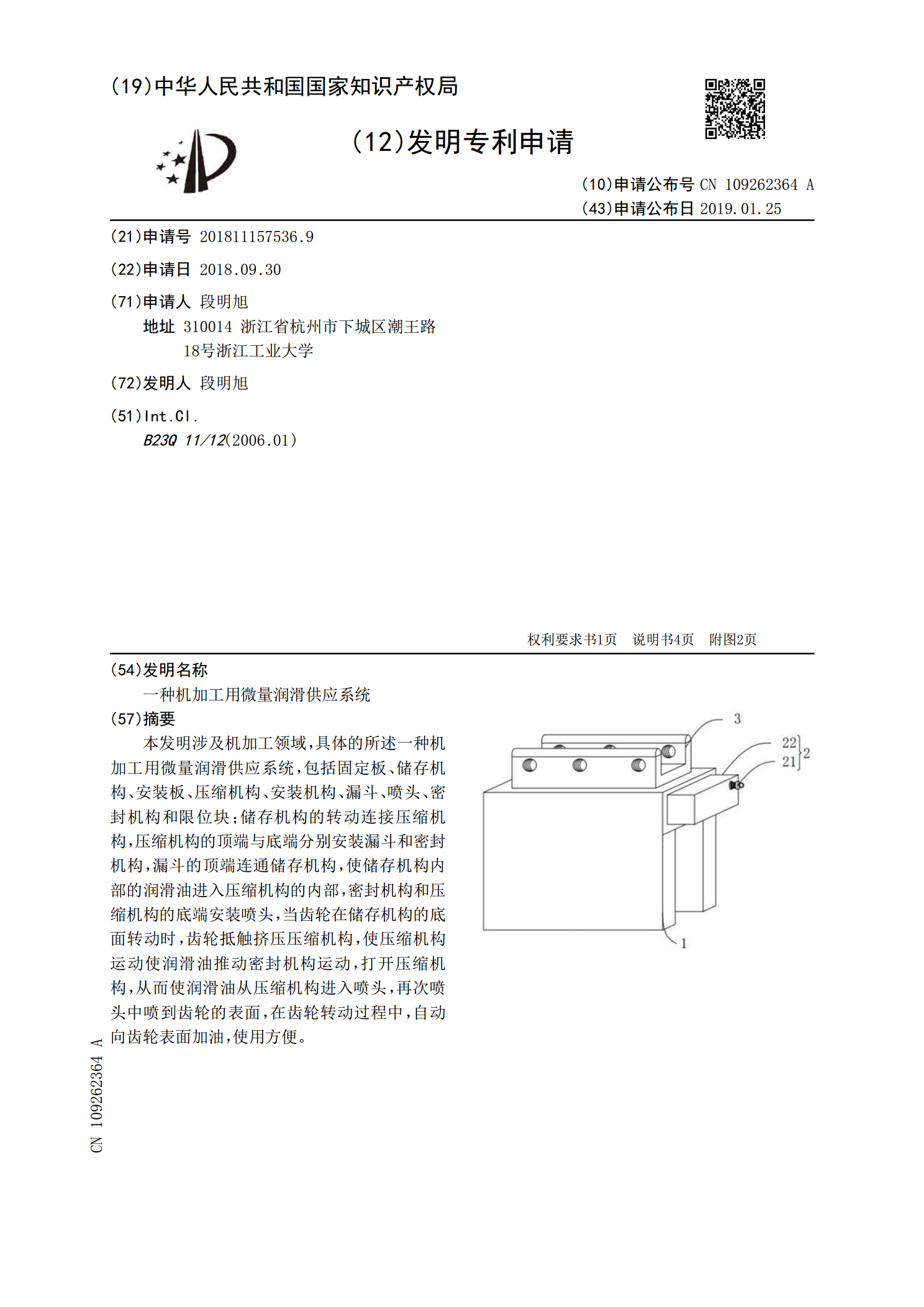
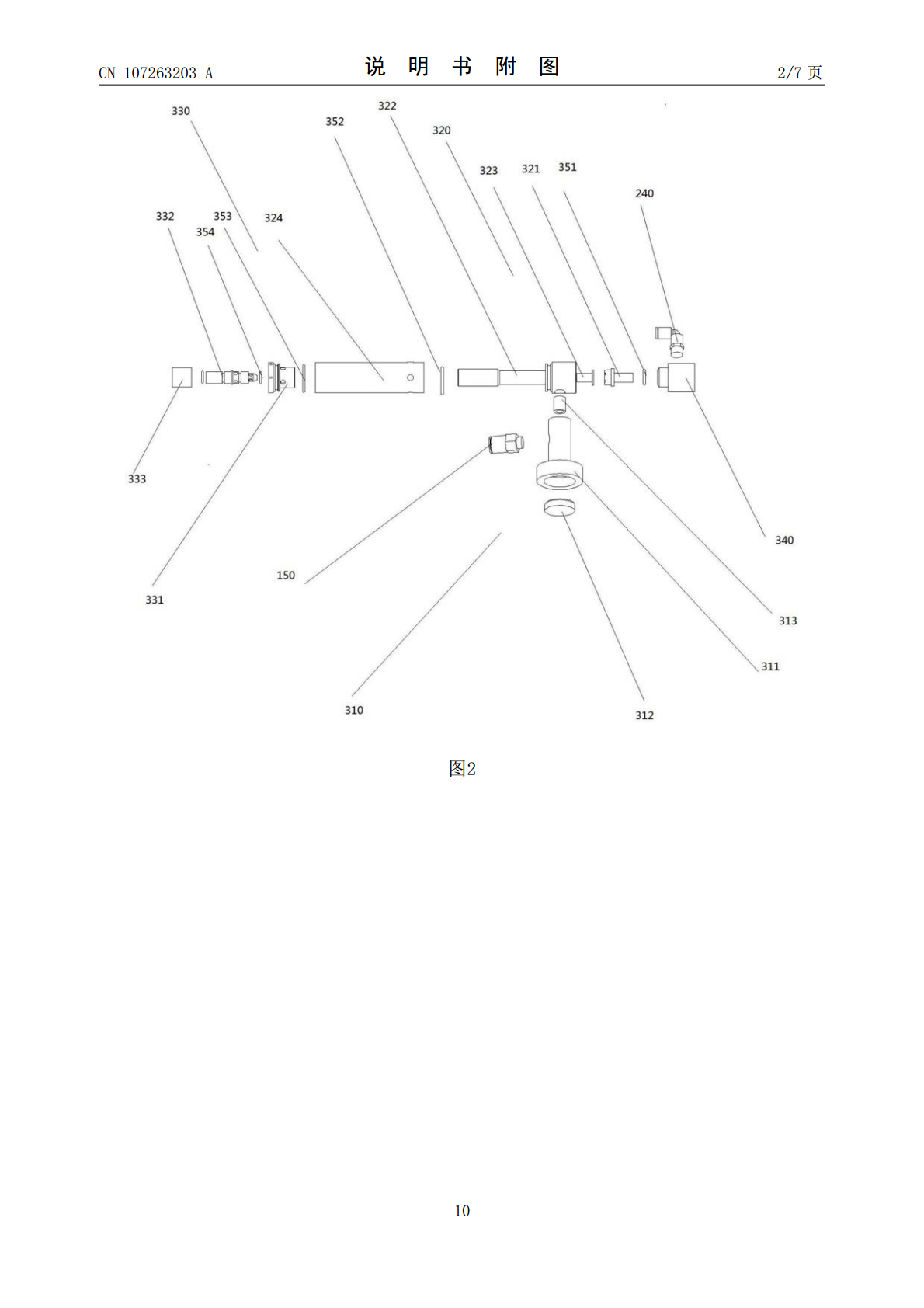
一种机加工用微量润滑供应系统.pdf
本发明涉及机加工领域,具体的所述一种机加工用微量润滑供应系统,包括固定板、储存机构、安装板、压缩机构、安装机构、漏斗、喷头、密封机构和限位块;储存机构的转动连接压缩机构,压缩机构的顶端与底端分别安装漏斗和密封机构,漏斗的顶端连通储存机构,使储存机构内部的润滑油进入压缩机构的内部,密封机构和压缩机构的底端安装喷头,当齿轮在储存机构的底面转动时,齿轮抵触挤压压缩机构,使压缩机构运动使润滑油推动密封机构运动,打开压缩机构,从而使润滑油从压缩机构进入喷头,再次喷头中喷到齿轮的表面,在齿轮转动过程中,自动向齿轮表面
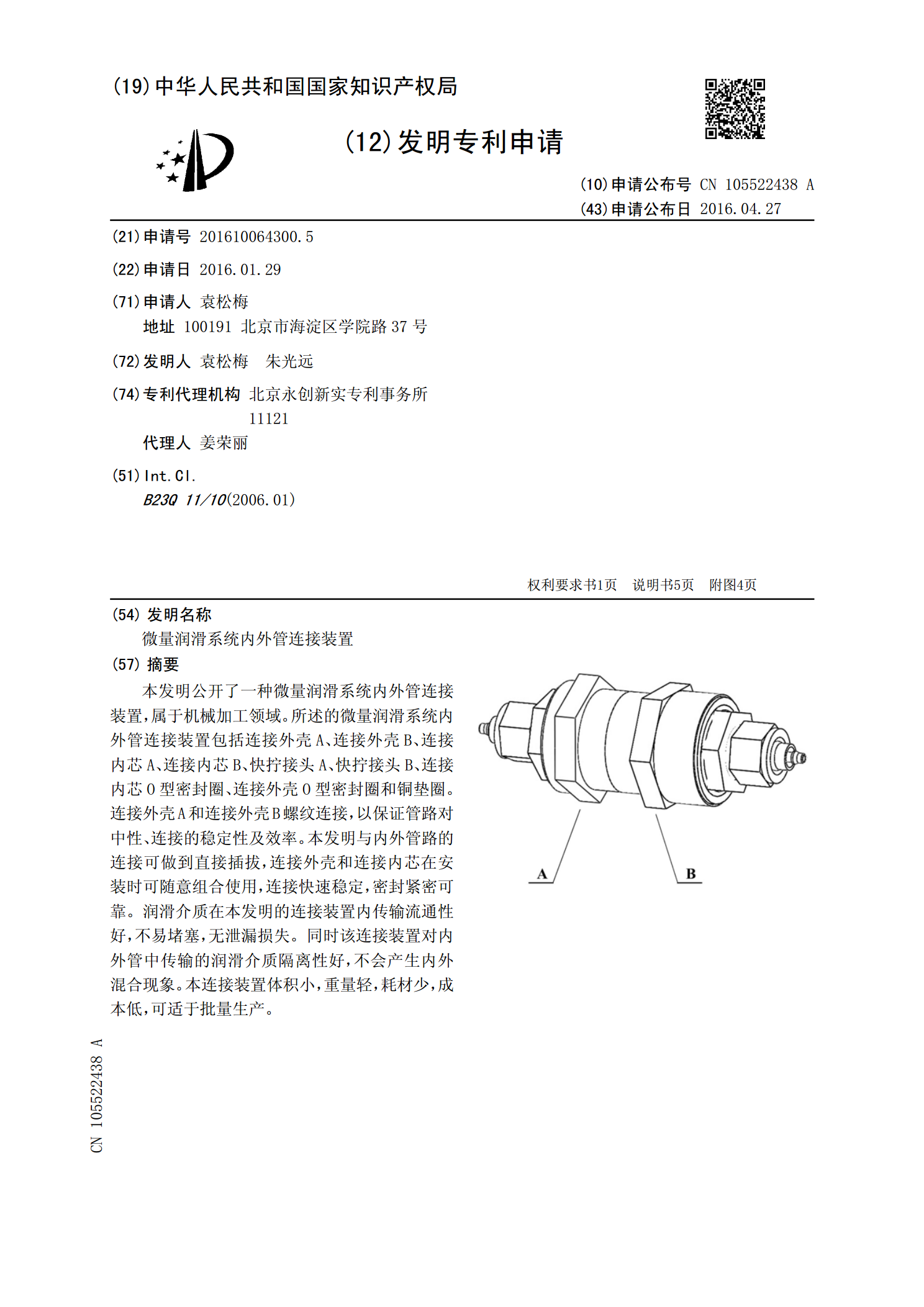
微量润滑系统内外管连接装置.pdf
本发明公开了一种微量润滑系统内外管连接装置,属于机械加工领域。所述的微量润滑系统内外管连接装置包括连接外壳A、连接外壳B、连接内芯A、连接内芯B、快拧接头A、快拧接头B、连接内芯O型密封圈、连接外壳O型密封圈和铜垫圈。连接外壳A和连接外壳B螺纹连接,以保证管路对中性、连接的稳定性及效率。本发明与内外管路的连接可做到直接插拔,连接外壳和连接内芯在安装时可随意组合使用,连接快速稳定,密封紧密可靠。润滑介质在本发明的连接装置内传输流通性好,不易堵塞,无泄漏损失。同时该连接装置对内外管中传输的润滑介质隔离性好,不
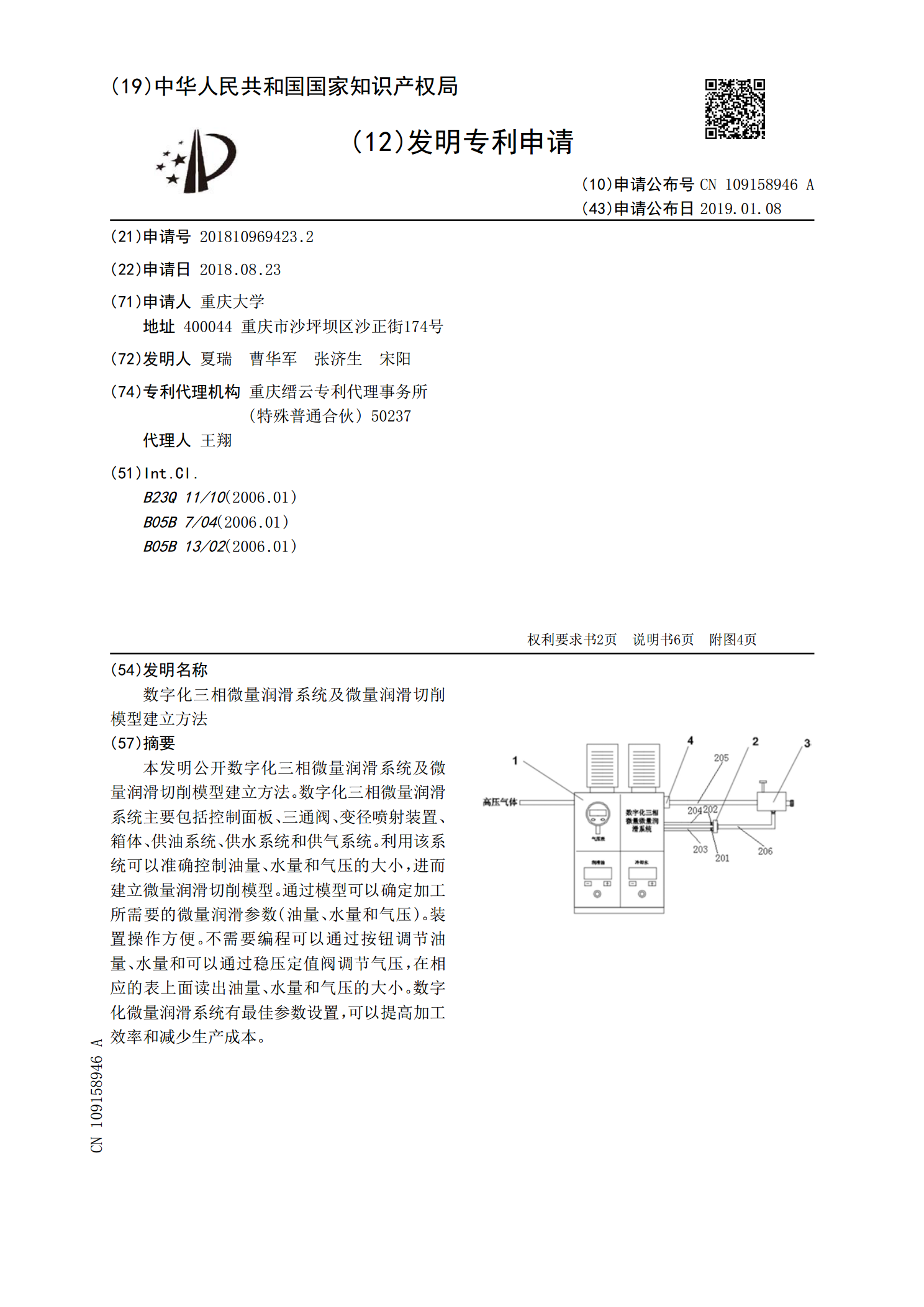
数字化三相微量润滑系统及微量润滑切削模型建立方法.pdf
本发明公开数字化三相微量润滑系统及微量润滑切削模型建立方法。数字化三相微量润滑系统主要包括控制面板、三通阀、变径喷射装置、箱体、供油系统、供水系统和供气系统。利用该系统可以准确控制油量、水量和气压的大小,进而建立微量润滑切削模型。通过模型可以确定加工所需要的微量润滑参数(油量、水量和气压)。装置操作方便。不需要编程可以通过按钮调节油量、水量和可以通过稳压定值阀调节气压,在相应的表上面读出油量、水量和气压的大小。数字化微量润滑系统有最佳参数设置,可以提高加工效率和减少生产成本。