
一种汽车飞轮壳铸造模具的表面处理方法.pdf

星菱****23

1/7

2/7

3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车飞轮壳铸造模具的表面处理方法.pdf
本发明公开了一种汽车飞轮壳铸造模具的表面处理方法,包括如下步骤:(1)酸液喷涂、(2)辐照处理、(3)涂料喷覆、(4)保温干燥处理。本发明对汽车飞轮壳铸造模具的表面进行了特殊的表面处理,有效提升了模具的铸造精度和品质,具有很好的推广价值。

一种汽车飞轮壳的表面处理方法.pdf
本发明公开了一种汽车飞轮壳的表面处理方法,包括如下步骤:打磨处理:将汽车飞轮壳在磨床上进行打磨,使得飞轮壳的表面粗糙度达到Ra3.2以下;表面去污处理:将配制好的去污处理液雾化喷涂于飞轮壳的外壳及其腔体的表面,自然晾干后备用;防腐处理:将表面去污处理的飞轮壳放入预先加热至60~65℃的防腐液中浸泡30分钟,然后进行烘干处理;辐照处理:采用Co60剂量5GY辐射处理1~2小时,然后进行备用;涂料喷覆:将配制好的涂料液雾化喷覆于处理后的飞轮壳的外壳及其腔体的表面;保温干燥处理:将处理好的飞轮壳放入到干燥室内

一种壳模壳芯工艺铸造飞轮的模具.pdf
本发明涉及一种壳模壳芯工艺铸造飞轮的模具,包括多个由型砂制成的且上下叠在一起的壳体,所述壳体包括上壳体和下壳体,在上的所述壳体的下壳体和在下的所述壳体的上壳体上开设有相互连通的内浇道,所述内浇道和在上的壳体的型腔以及在下的壳体的型腔连通,位于最上层的所述壳体的上壳体上设有内浇口,位于最上层的所述壳体上还设有出气机构;内浇道上、下贯通,能够实现多层累加,可以同时浇注多个铸件;可使铸件顺序凝固,有利于铸件的补缩,能防止铸件产生缩孔、冷隔、夹渣以及浇不足等缺陷,同时还可防止由于冲砂而引起的夹砂、气孔和渣孔等缺陷
一种汽车飞轮铸造用模具.pdf
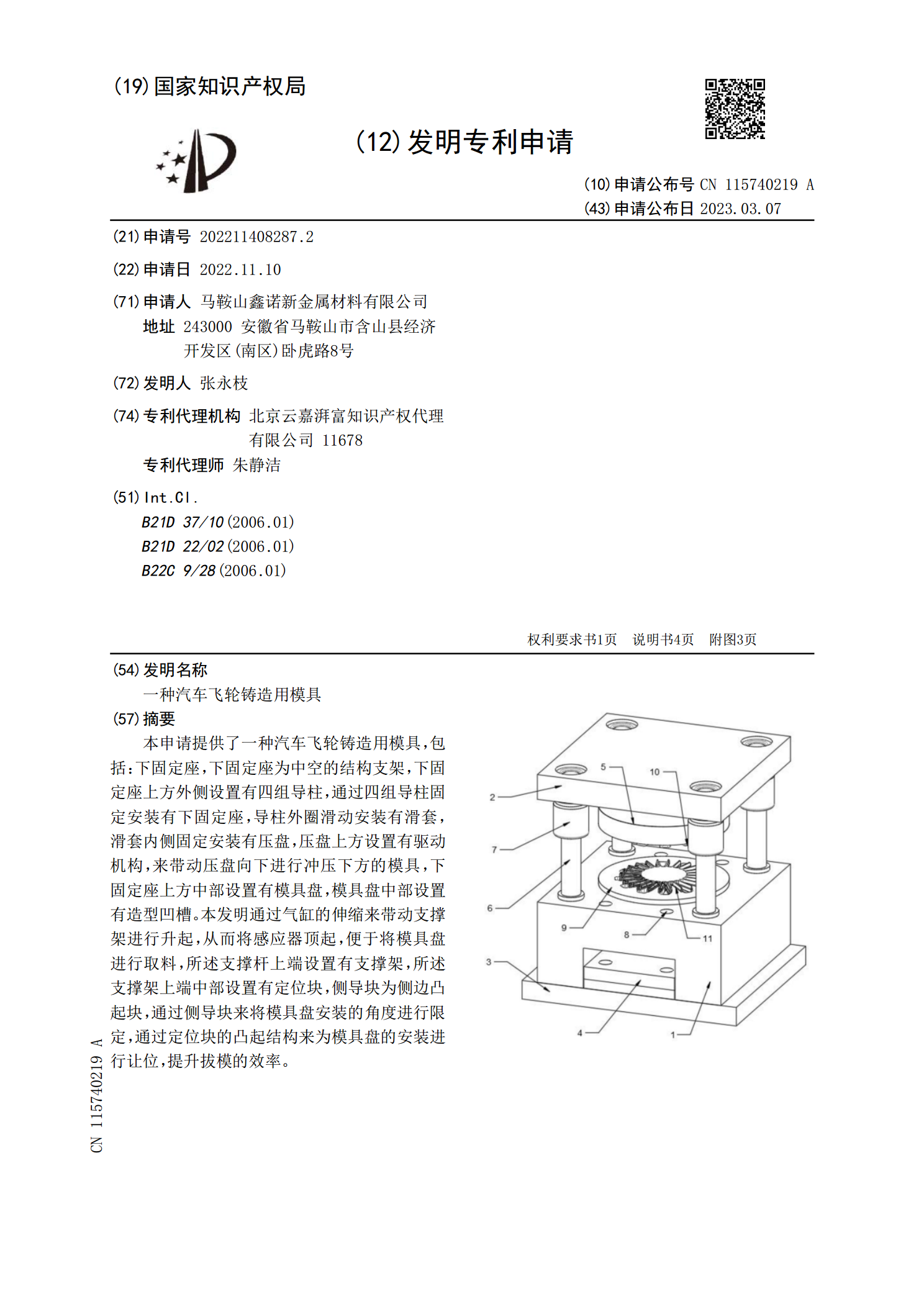
本申请提供了一种汽车飞轮铸造用模具,包括:下固定座,下固定座为中空的结构支架,下固定座上方外侧设置有四组导柱,通过四组导柱固定安装有下固定座,导柱外圈滑动安装有滑套,滑套内侧固定安装有压盘,压盘上方设置有驱动机构,来带动压盘向下进行冲压下方的模具,下固定座上方中部设置有模具盘,模具盘中部设置有造型凹槽。本发明通过气缸的伸缩来带动支撑架进行升起,从而将感应器顶起,便于将模具盘进行取料,所述支撑杆上端设置有支撑架,所述支撑架上端中部设置有定位块,侧导块为侧边凸起块,通过侧导块来将模具盘安装的角度进行限定,通过

一种汽车飞轮壳表面涂料.pdf
本发明公开了一种汽车飞轮壳表面涂料,涉及汽车飞轮壳表面处理技术领域,由以下成分制成:丙烯酸树酯、成膜物质、填料、去离子水、助剂;本发明汽车飞轮壳表面涂料,具有良好的耐候性,能够良好的保护飞轮壳,提高其使用寿命,延长其工作时间。