
一种新型径向扩压器组件及其制造方法.pdf

Ke****67

1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型径向扩压器组件及其制造方法.pdf
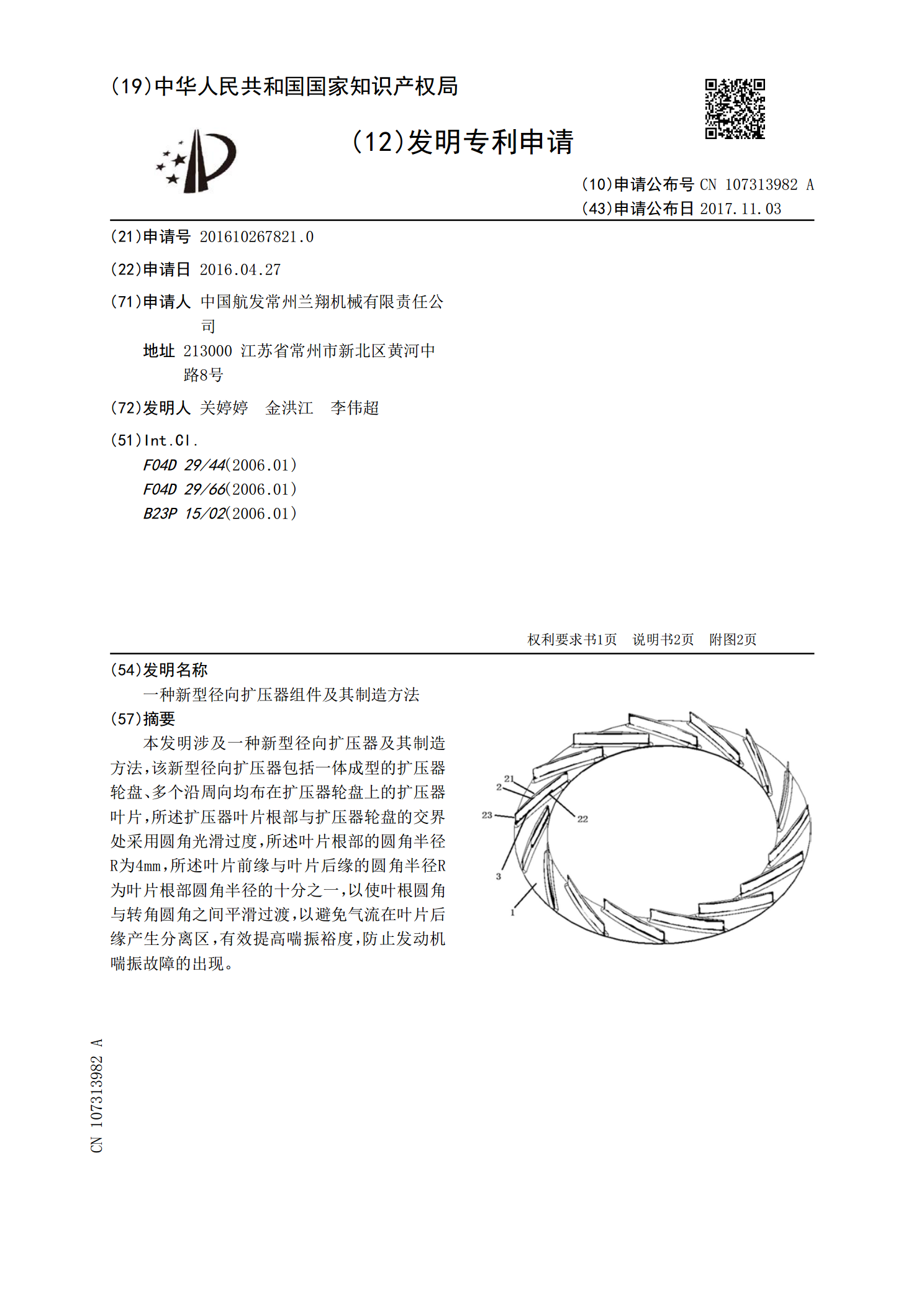
本发明涉及一种新型径向扩压器及其制造方法,该新型径向扩压器包括一体成型的扩压器轮盘、多个沿周向均布在扩压器轮盘上的扩压器叶片,所述扩压器叶片根部与扩压器轮盘的交界处采用圆角光滑过度,所述叶片根部的圆角半径R为4mm,所述叶片前缘与叶片后缘的圆角半径R为叶片根部圆角半径的十分之一,以使叶根圆角与转角圆角之间平滑过渡,以避免气流在叶片后缘产生分离区,有效提高喘振裕度,防止发动机喘振故障的出现。

低稠度叶片扩压器及其制造方法.pdf
本发明提供了一种低稠度叶片扩压器及其制造方法。本发明的低稠度叶片扩压器,设置在压缩机的叶轮的出口和蜗壳的进口之间,包括:进口无叶段,进口连通叶轮的出口;低稠度叶片段,内部设置叶片,进口连通进口无叶段的出口;出口无叶段,进口连通低稠度叶片段的出口,出口连通蜗壳的进口。本发明的主要优点是,采用低稠度叶片,提高扩压器的扩压度,缩小压缩机的耗功,提高效率;在叶片段的前后分别增设无叶段解决常规叶片扩压器变工况适应性差的缺点,减少变工况下的冲击损失,拓宽压缩机工作范围。

串列式叶片扩压器及其制造方法.pdf
本发明提供了一种串列式叶片扩压器及其制造方法。本发明的串列式叶片扩压器,设置在压缩机的叶轮的出口和蜗壳的进口之间,包括:进口无叶段,进口连通叶轮的出口;串列式叶片段,内部设置叶片,进口连通进口无叶段的出口;出口无叶段,进口连通串列式叶片段的出口,出口连通蜗壳的进口;其中,串列式叶片段内设置多组叶片,每一组叶片呈环形均匀分布,多组叶片之间彼此间隔布置。本发明的主要优点是,采用多组串列式叶片,提高扩压器的扩压度,缩小压缩机的耗功,提高效率;在叶片段的前后分别增设无叶段解决常规叶片扩压器变工况适应性差的缺点,减
一种径向扩压器真空钎焊工艺及其质量检验方法.pdf
本发明涉及一种径向扩压器真空钎焊工艺及其质量检验方法,该径向扩压器真空钎焊工艺改良了螺座钎料的填放方式,将常用的钎料圆周摆放更改为下端面放置和周向少量放置,彻底避免钎焊过程中圆周钎料熔化倒挂在螺座表面,省去了焊后钎料清理工序;考虑到钎焊变形,设计整体钎焊夹具为石墨制材,通过上下压紧的装配方式约束钎焊零件,控制前后盖板的变形跳动,解决了径向扩压器的端面钎焊变形量大、螺座钎料倒挂/淤积干涉等问题;通过将目视检验+随炉试片金相检查、硬度、剪切强度、拉脱力检测的组合检测法用于本零件的两种钎焊缝质量检验,可有效筛选

一种大型燃气轮机径向扩压器制备成型方法.pdf
本发明涉及扩压器生产技术领域,且公开了一种大型燃气轮机径向扩压器制备成型方法,包括安装底座,安装底座的顶部两侧均固定连接有安装板,安装板的顶部固定安装有支撑板,安装底座的顶部设有支撑组件,支撑板的中部固定安装有液压缸,液压缸输出端固定连接有固定板,固定板的底部两侧均设有覆压组件,安装板的一端设置有环形降温组件,支撑板顶部一侧固定安装有冷却液箱体。该大型燃气轮机径向扩压器制备成型方法,保证在对扩压器生产过程中可以进行牢固的夹持处理,且在夹持过程中杜绝会对扩压器原料件造成夹持损伤,在对扩压器原料间进行加工处理