
一种径向扩压器真空钎焊工艺及其质量检验方法.pdf

鹏飞****可爱

1/10
2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种径向扩压器真空钎焊工艺及其质量检验方法.pdf
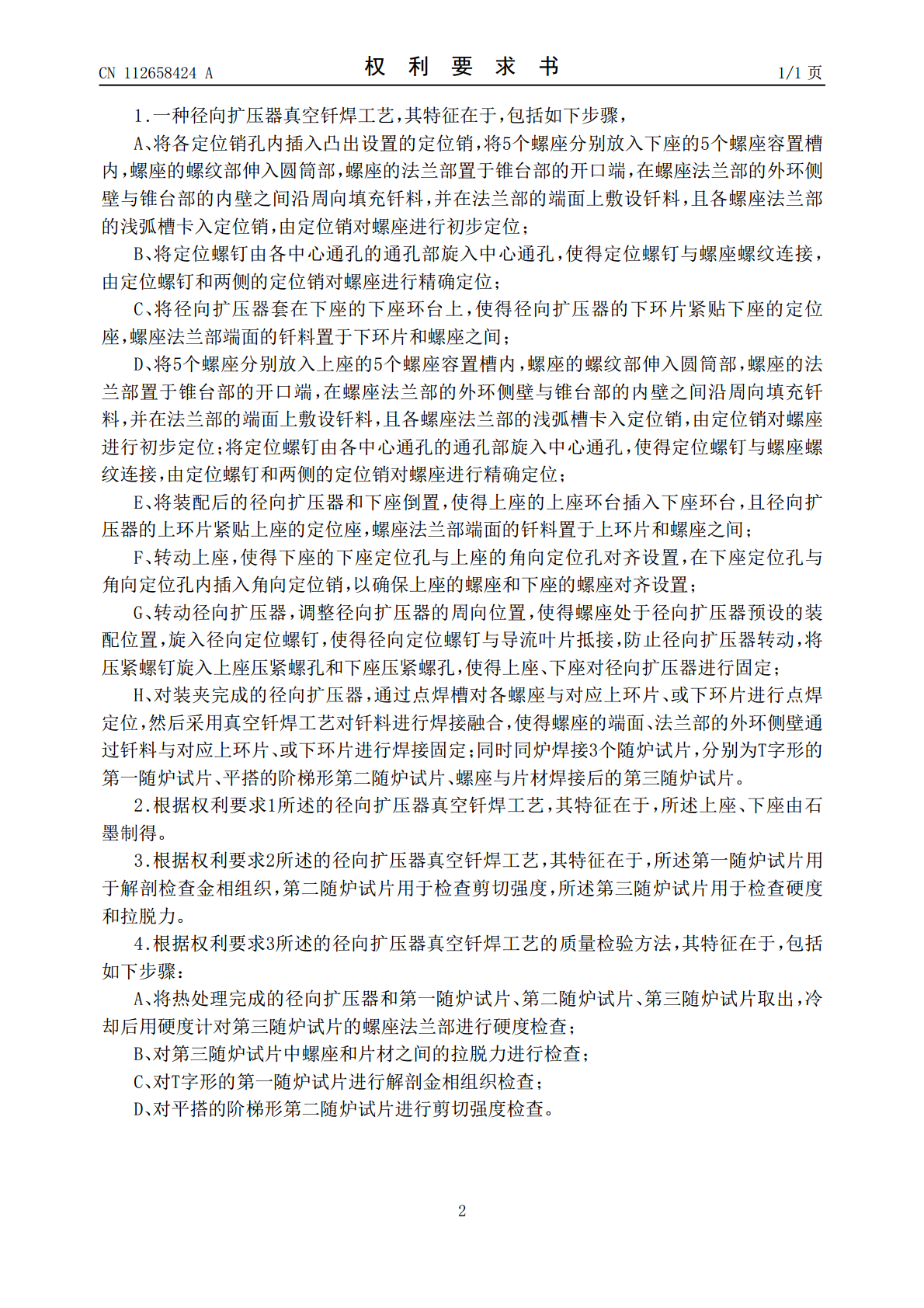
本发明涉及一种径向扩压器真空钎焊工艺及其质量检验方法,该径向扩压器真空钎焊工艺改良了螺座钎料的填放方式,将常用的钎料圆周摆放更改为下端面放置和周向少量放置,彻底避免钎焊过程中圆周钎料熔化倒挂在螺座表面,省去了焊后钎料清理工序;考虑到钎焊变形,设计整体钎焊夹具为石墨制材,通过上下压紧的装配方式约束钎焊零件,控制前后盖板的变形跳动,解决了径向扩压器的端面钎焊变形量大、螺座钎料倒挂/淤积干涉等问题;通过将目视检验+随炉试片金相检查、硬度、剪切强度、拉脱力检测的组合检测法用于本零件的两种钎焊缝质量检验,可有效筛选

一种径向扩压器螺座焊接用夹具及器真空钎焊工艺.pdf
本发明涉及一种径向扩压器螺座焊接用夹具及器真空钎焊工艺,该径向扩压器真空钎焊工艺改良了螺座钎料的填放方式,将常用的钎料圆周摆放更改为下端面放置和周向少量放置,彻底避免钎焊过程中圆周钎料熔化倒挂在螺座表面,省去了焊后钎料清理工序;考虑到钎焊变形,设计整体钎焊夹具为石墨制材,通过上下压紧的装配方式约束钎焊零件,控制前后盖板的变形跳动,解决了径向扩压器的端面钎焊变形量大、螺座钎料倒挂/淤积干涉等问题;通过将目视检验+随炉试片金相检查、硬度、剪切强度、拉脱力检测的组合检测法用于本零件的两种钎焊缝质量检验,可有效筛
一种新型径向扩压器组件及其制造方法.pdf
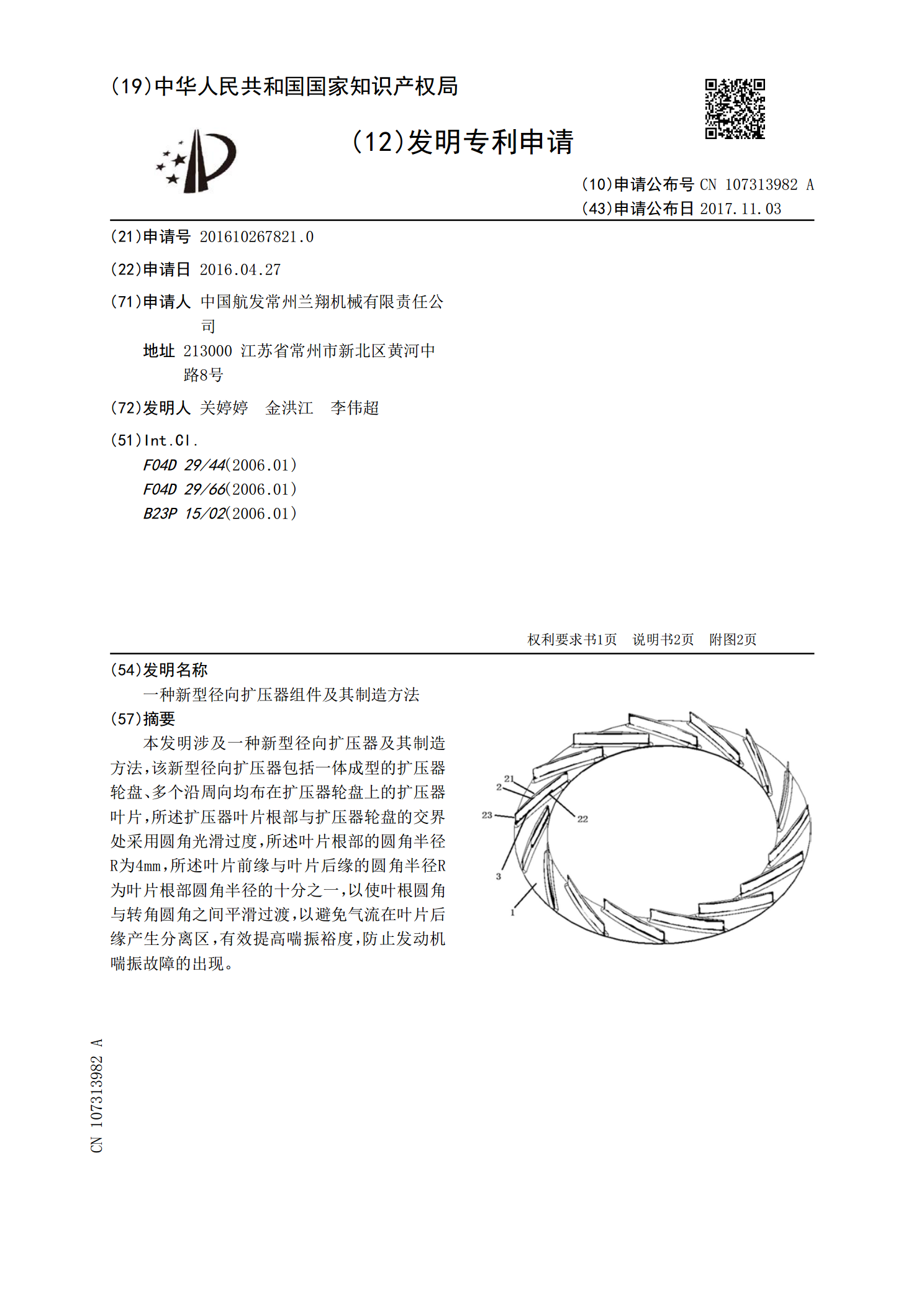
本发明涉及一种新型径向扩压器及其制造方法,该新型径向扩压器包括一体成型的扩压器轮盘、多个沿周向均布在扩压器轮盘上的扩压器叶片,所述扩压器叶片根部与扩压器轮盘的交界处采用圆角光滑过度,所述叶片根部的圆角半径R为4mm,所述叶片前缘与叶片后缘的圆角半径R为叶片根部圆角半径的十分之一,以使叶根圆角与转角圆角之间平滑过渡,以避免气流在叶片后缘产生分离区,有效提高喘振裕度,防止发动机喘振故障的出现。

扩压器真空钎焊质量控制研究.docx
扩压器真空钎焊质量控制研究扩压器真空钎焊质量控制研究摘要:扩压器真空钎焊是一种常用的加工技术,广泛应用于航天、能源、电子等领域。针对扩压器真空钎焊过程中存在的质量控制问题,本论文进行了相关研究。首先介绍了扩压器真空钎焊的工艺流程和原理,并分析了钎焊过程的常见缺陷和质量问题。接着提出了一种基于非损伤检测技术的质量控制方法,并详细探讨了其应用前景和局限性。最后,通过实验验证了该方法的可行性,并提出了进一步改进的建议。关键词:扩压器真空钎焊、质量控制、非损伤检测、工艺改进1.引言扩压器真空钎焊作为一种常用的加工
一种板翅式换热器的真空钎焊设备及其真空钎焊方法.pdf
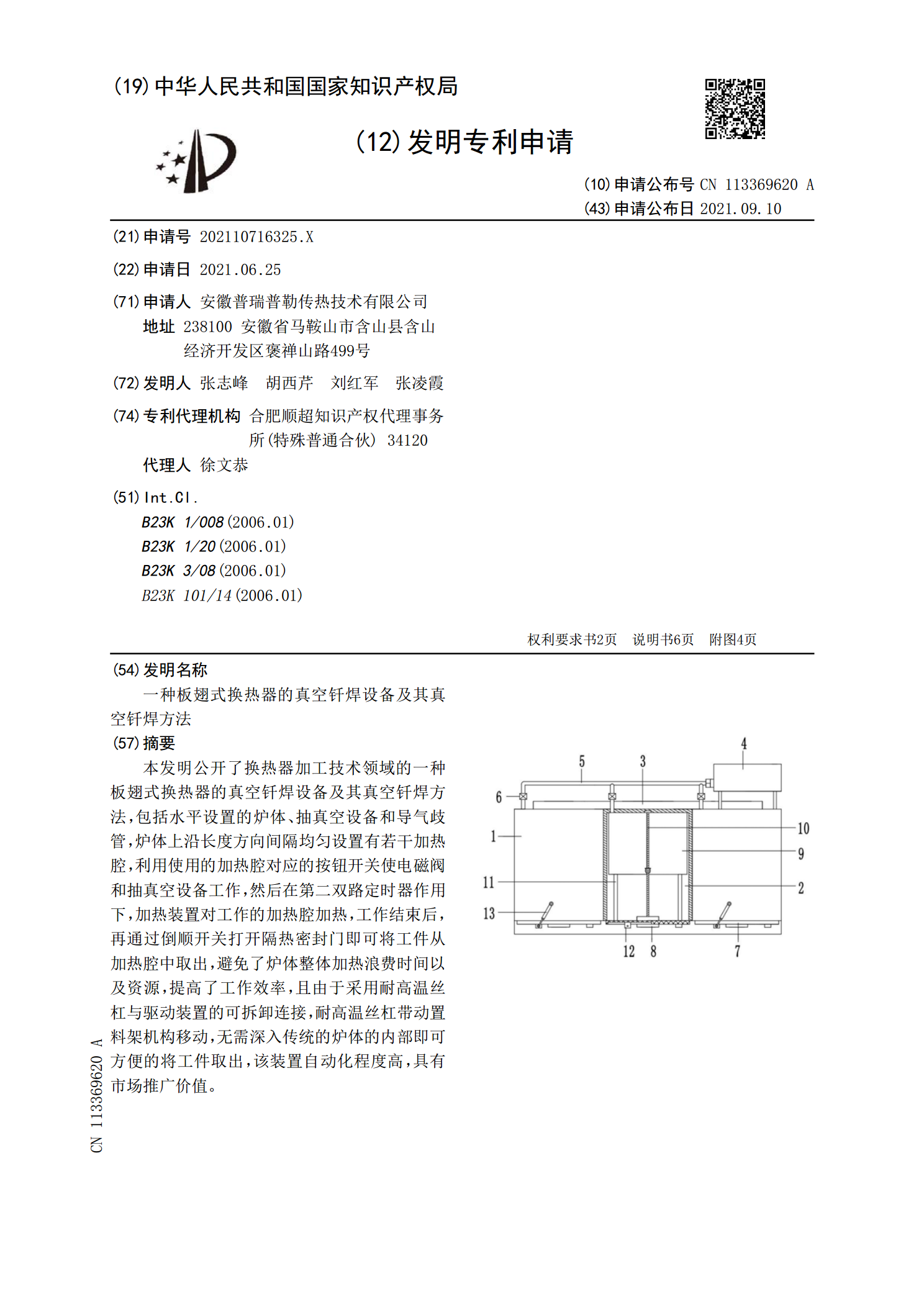
本发明公开了换热器加工技术领域的一种板翅式换热器的真空钎焊设备及其真空钎焊方法,包括水平设置的炉体、抽真空设备和导气歧管,炉体上沿长度方向间隔均匀设置有若干加热腔,利用使用的加热腔对应的按钮开关使电磁阀和抽真空设备工作,然后在第二双路定时器作用下,加热装置对工作的加热腔加热,工作结束后,再通过倒顺开关打开隔热密封门即可将工件从加热腔中取出,避免了炉体整体加热浪费时间以及资源,提高了工作效率,且由于采用耐高温丝杠与驱动装置的可拆卸连接,耐高温丝杠带动置料架机构移动,无需深入传统的炉体的内部即可方便的将工件取