
一种刀塔和刀盘的加工工艺.pdf

一条****轩吗


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种刀塔和刀盘的加工工艺.pdf
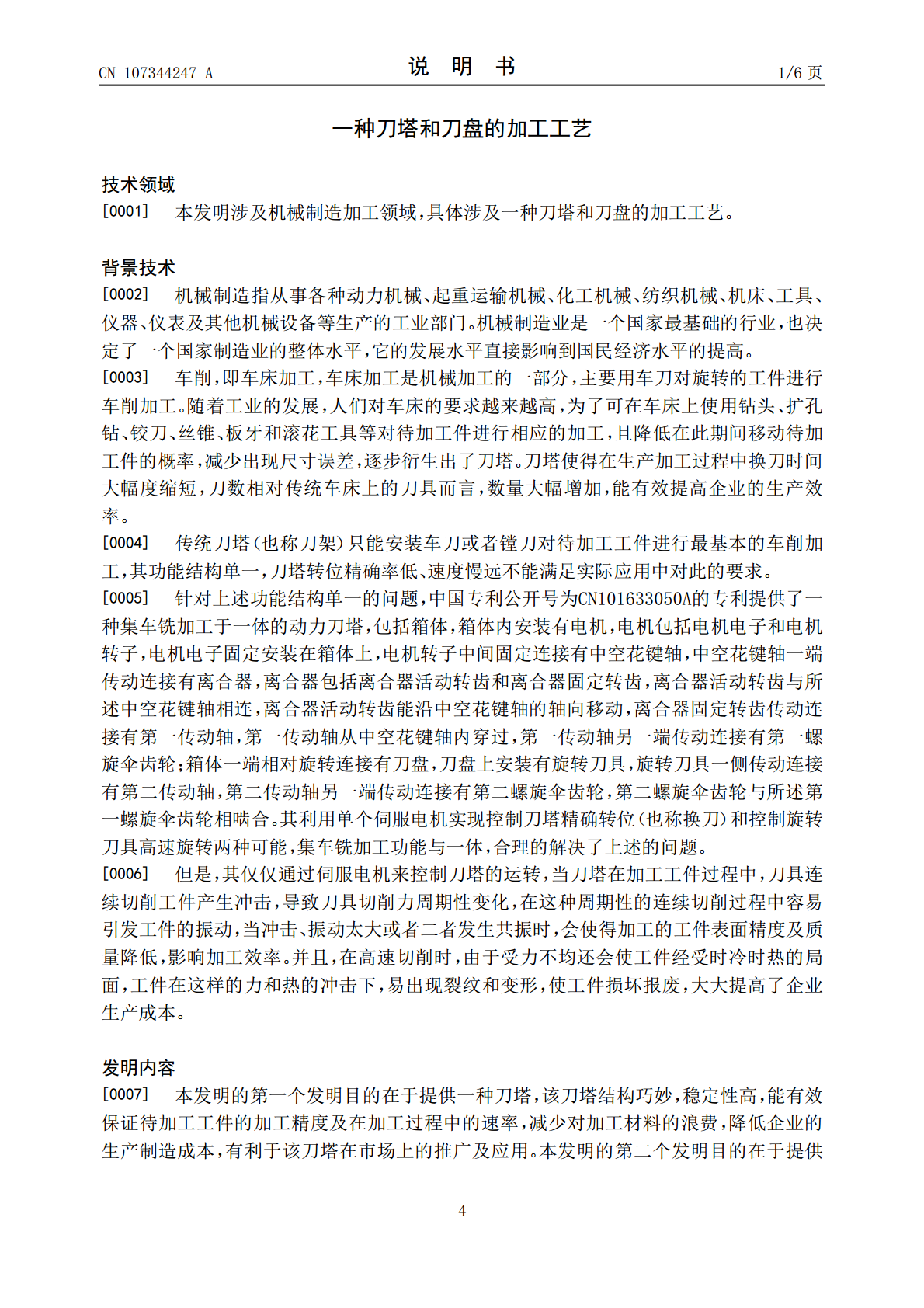
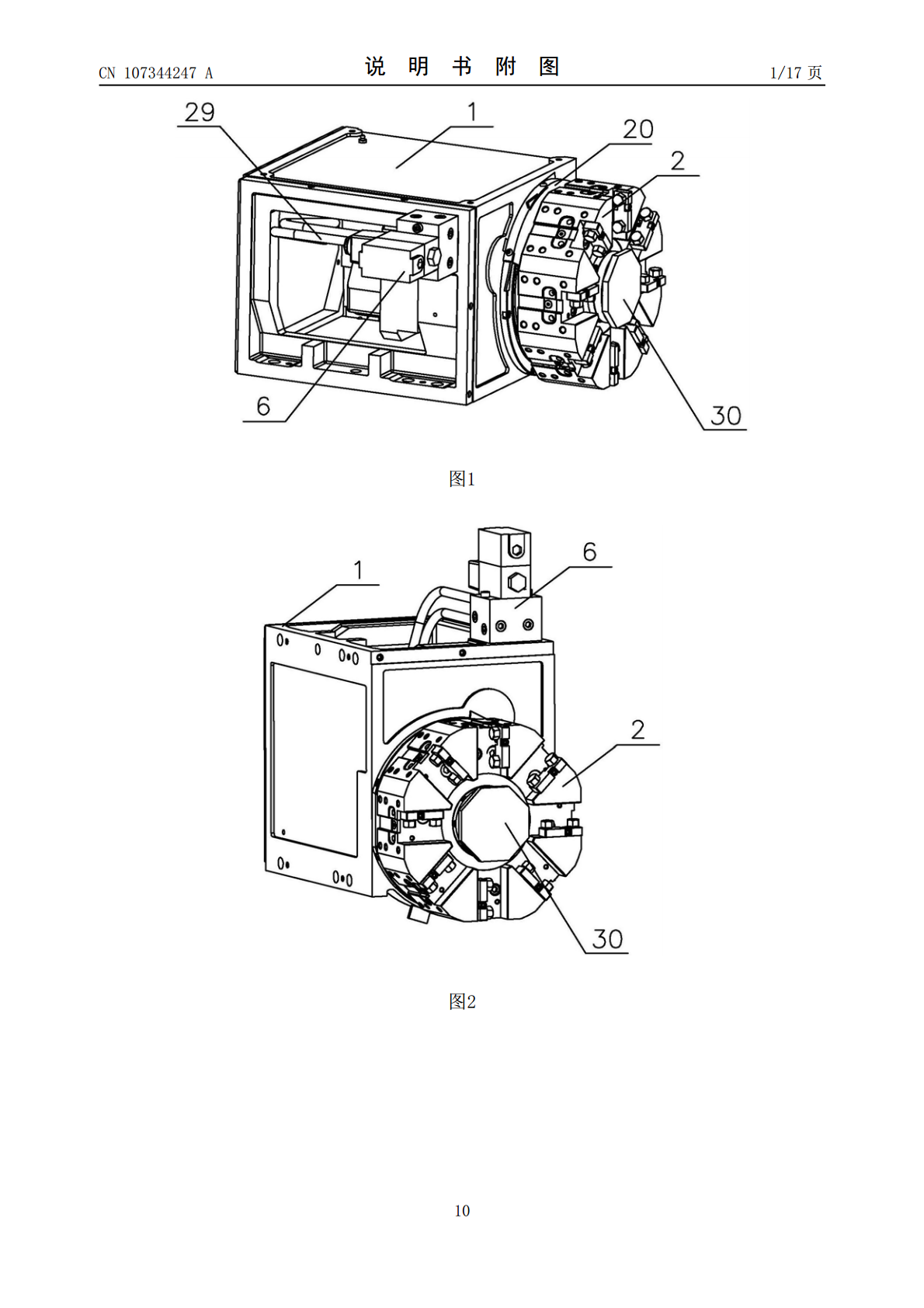
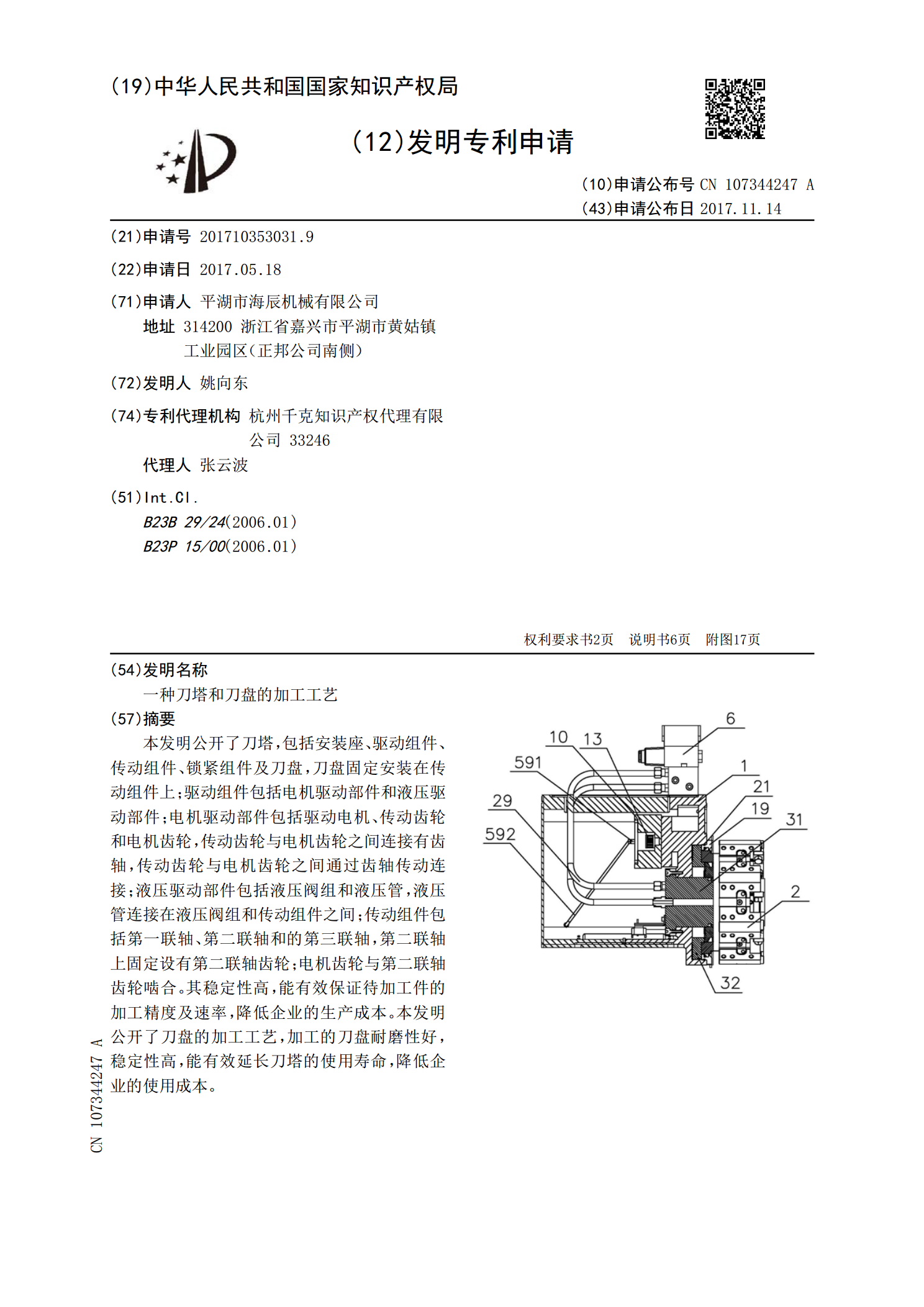
本发明公开了刀塔,包括安装座、驱动组件、传动组件、锁紧组件及刀盘,刀盘固定安装在传动组件上;驱动组件包括电机驱动部件和液压驱动部件;电机驱动部件包括驱动电机、传动齿轮和电机齿轮,传动齿轮与电机齿轮之间连接有齿轴,传动齿轮与电机齿轮之间通过齿轴传动连接;液压驱动部件包括液压阀组和液压管,液压管连接在液压阀组和传动组件之间;传动组件包括第一联轴、第二联轴和的第三联轴,第二联轴上固定设有第二联轴齿轮;电机齿轮与第二联轴齿轮啮合。其稳定性高,能有效保证待加工件的加工精度及速率,降低企业的生产成本。本发明公开了刀盘

TBM刀盘加工方法及工艺优化.docx
TBM刀盘加工方法及工艺优化论文题目:TBM刀盘加工方法及工艺优化摘要:随着城市建设的快速发展和地下空间利用的不断扩大,隧道工程在现代化城市建设中扮演着重要的角色。而隧道掘进机(TBM)作为一种高效、智能的施工设备,被广泛应用于隧道施工。刀盘作为TBM的核心部件之一,其加工质量直接影响着隧道施工的顺利进行。本文将针对TBM刀盘的加工方法进行研究,并对加工工艺进行优化,以提高刀盘的加工质量和工作效率。1.引言1.1研究背景1.2研究目的和意义2.TBM刀盘加工方法2.1TBM刀盘结构与加工要求2.2传统加工

BMT刀盘的设计与加工工艺研究.docx
BMT刀盘的设计与加工工艺研究BMT刀盘的设计与加工工艺研究摘要:随着现代制造技术的不断发展,刀具在机械加工中起着至关重要的作用。而BMT刀盘作为一种常用的切削工具,其设计和加工工艺的研究对提高加工精度、降低成本起着重要的作用。本文通过对BMT刀盘的设计原理和加工工艺进行深入研究,探讨了影响刀盘设计和加工的关键因素,并提出了相应的解决方案。研究表明,BMT刀盘的设计和加工工艺能够有效地提高加工效率和质量,并具有广阔的市场应用前景。关键词:BMT刀盘,设计原理,加工工艺,切削工具,加工精度一、引言刀具作为机

一种加工数控机床刀盘的专用磨床及刀盘加工方法.pdf
一种加工数控机床刀盘的专用磨床及刀盘加工方法,磨床的特别之处是,设置有位于回转工作台两侧的左右两个磨头;一个磨头包括砂轮、主轴、Y型电机式驱动机构;砂轮、Y型电机用转子设在主轴一端;砂轮由Y型电机式驱动机构驱动;两磨头分别安装在一滑台上并平行的安装在床身上;每个磨头对应设有一套砂轮修整器;每套砂轮修整器中两只金刚石刀分别位于磨头中砂轮的两侧,两只金刚石刀安装在一个刀架上,刀架固定安装在所述滑板上,滑板与滑座滑动配合,滑板上设置一丝母,与该丝母配合的丝杠通过轴承安装在滑座上,丝杠的一端设置有手柄。可提高数控

一种叶盘加工中心刀库及换刀方法.pdf
本发明提供一种叶盘加工中心刀库,包括T2轴回转组件和A轴回转组件,所述T2轴回转组件能够沿T1轴运动,当所述摆头的轴线与所述刀盘所在平面平行,或处于所述刀盘所在平面时,所述摆头轴线与所述刀盘直线轴平行或重合。本发明还提供一种叶盘加工中心换刀方法,无需使用机械手等复杂设备,依靠机床Z轴、Y轴以及T1轴的相互配合就可以完整的实现换刀过程,而且在换刀过程中,刀具的抓取和松脱的动作,仅通过单一直线轴运动配合即可实现,大幅降低了换刀动作的复杂性,使机床换刀逻辑更为简洁,操控易于实现,而且结构简单,稳定性好,易于维修