
一种螺旋焊管成型辊及其润滑系统、润滑方法.pdf

靖烟****魔王

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种螺旋焊管成型辊及其润滑系统、润滑方法.pdf
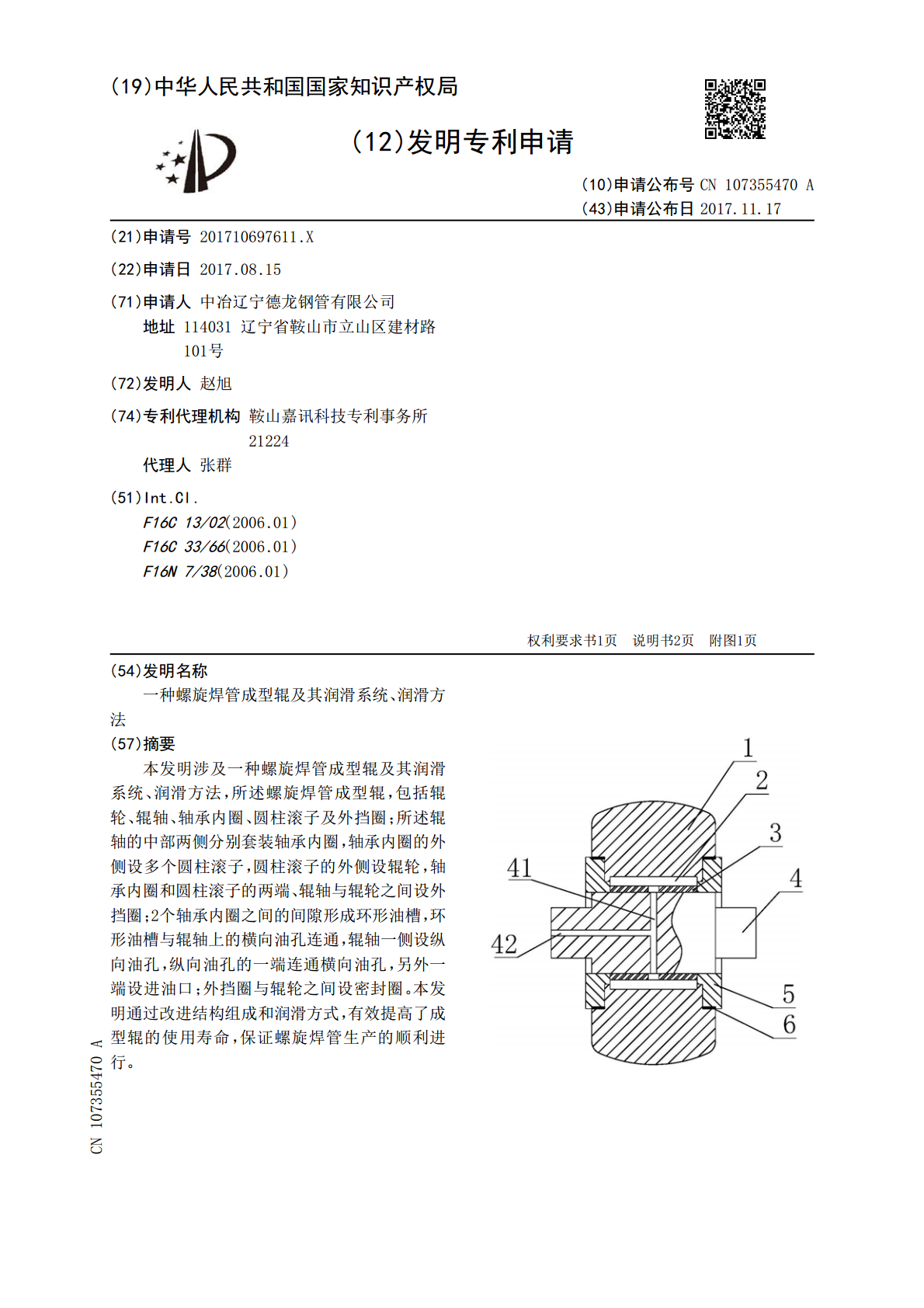
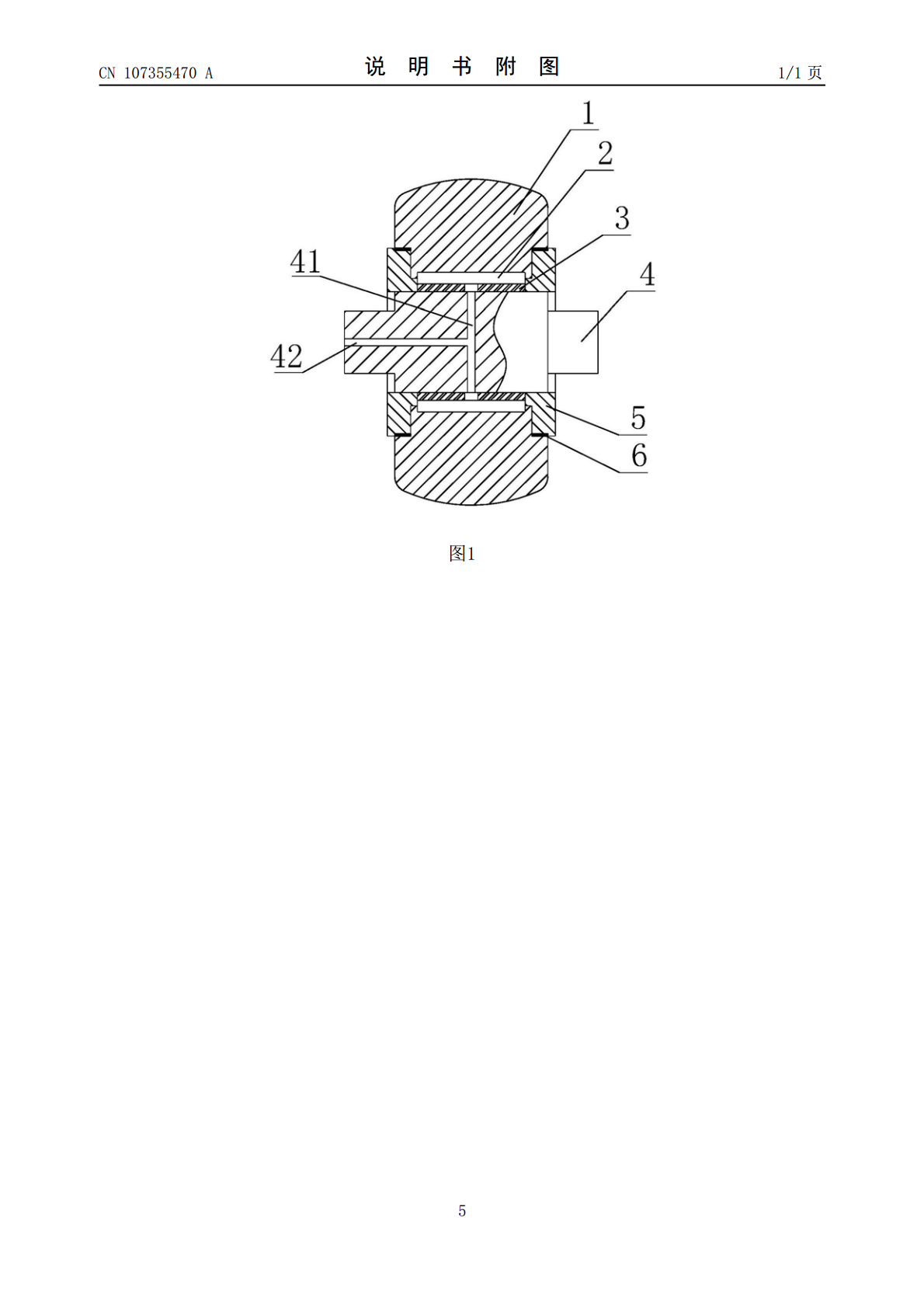
本发明涉及一种螺旋焊管成型辊及其润滑系统、润滑方法,所述螺旋焊管成型辊,包括辊轮、辊轴、轴承内圈、圆柱滚子及外挡圈;所述辊轴的中部两侧分别套装轴承内圈,轴承内圈的外侧设多个圆柱滚子,圆柱滚子的外侧设辊轮,轴承内圈和圆柱滚子的两端、辊轴与辊轮之间设外挡圈;2个轴承内圈之间的间隙形成环形油槽,环形油槽与辊轴上的横向油孔连通,辊轴一侧设纵向油孔,纵向油孔的一端连通横向油孔,另外一端设进油口;外挡圈与辊轮之间设密封圈。本发明通过改进结构组成和润滑方式,有效提高了成型辊的使用寿命,保证螺旋焊管生产的顺利进行。
一种锻压过程的自动喷雾润滑系统及其润滑方法.pdf
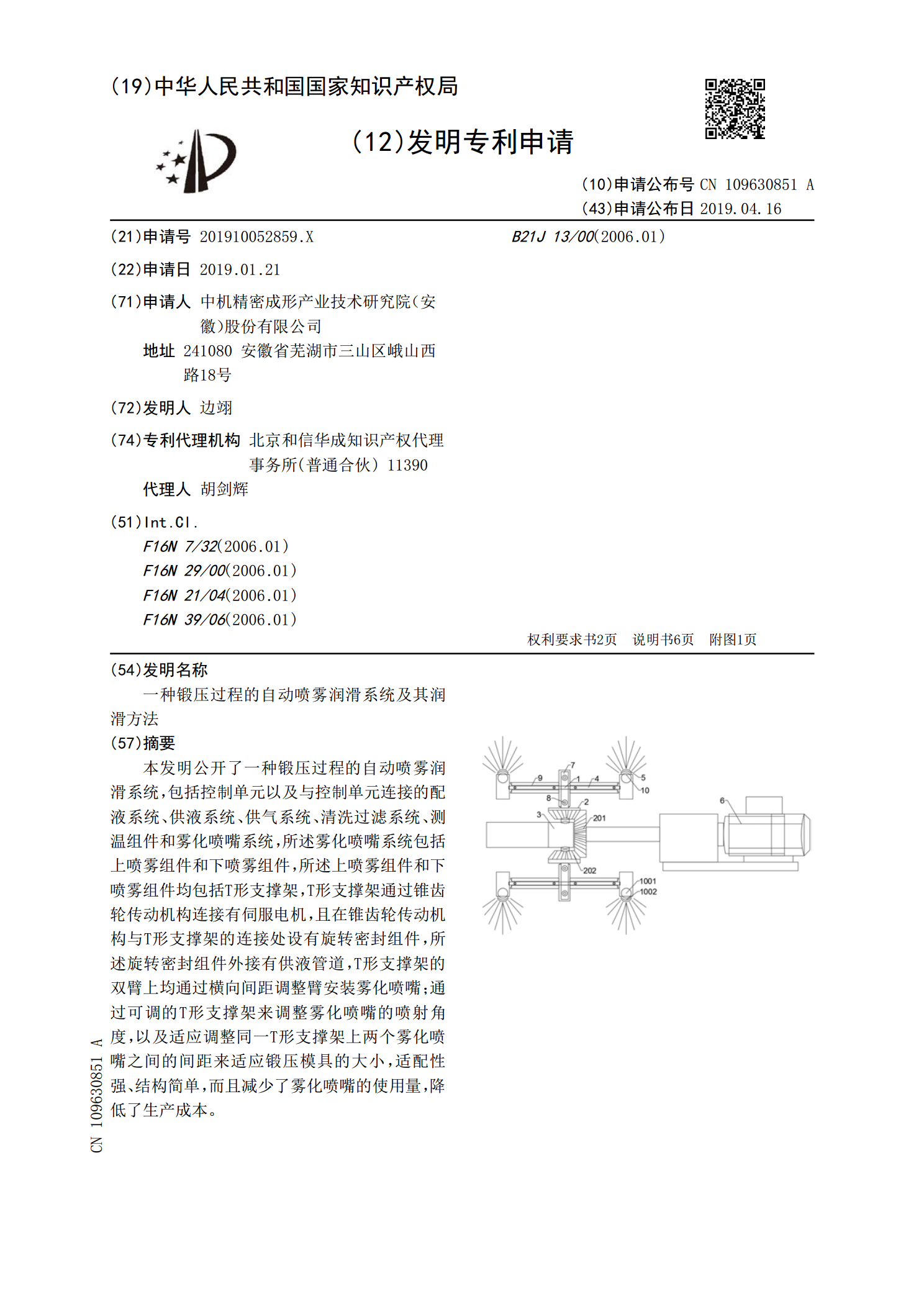
本发明公开了一种锻压过程的自动喷雾润滑系统,包括控制单元以及与控制单元连接的配液系统、供液系统、供气系统、清洗过滤系统、测温组件和雾化喷嘴系统,所述雾化喷嘴系统包括上喷雾组件和下喷雾组件,所述上喷雾组件和下喷雾组件均包括T形支撑架,T形支撑架通过锥齿轮传动机构连接有伺服电机,且在锥齿轮传动机构与T形支撑架的连接处设有旋转密封组件,所述旋转密封组件外接有供液管道,T形支撑架的双臂上均通过横向间距调整臂安装雾化喷嘴;通过可调的T形支撑架来调整雾化喷嘴的喷射角度,以及适应调整同一T形支撑架上两个雾化喷嘴之间的间

一种轴承润滑方法、背衬支撑辊及其轧机.pdf
本发明公开一种轴承润滑方法,所述轴承润滑方法包括:预先将液态润滑液加工成雾态润滑液;将所述雾态润滑液注入喷雾装置内,利用喷雾装置装置将所述雾化润滑液注入背衬支撑辊的轴承内部;依靠所述轴承自身旋转达到轴承内部360°润滑。本发明的轴承润滑方法,与现有技术中注入液态润滑液进行轮滑相比,本方法采用雾态润滑液注入到轴承进行轮滑,容易控制轴承润滑油的用量,防止润滑油泄漏,从而提高加工钢带的质量。
一种炉前辊道润滑脂及其制备方法.pdf
本发明涉及一种炉前辊道润滑脂及其制备方法,其采用一种高粘度复合酯,配合石墨等抗磨润滑剂,使本发明润滑脂具有良好的高温润滑粘附性和抗承载能力,特别适合于炉前辊道轴承润滑。

一种单级对辊机的传动系统及其传动润滑方法.pdf
本发明涉及一种单级对辊机的传动系统,包括传动轴、主轴及用于驱动主轴转动的行星传动机构,主轴套设并转动连接于传动轴,各辊筒套设固定于主轴的外壁,传动轴的一端传动连接有驱动机构,行星传动机构包括行星小齿轴、多个行星过桥齿及行星内齿圈,行星小齿轴固定连接于传动轴相对于传动轴与驱动机构连接端的另一端部上,各行星过桥齿分别与行星小齿轴和行星内齿圈啮合连接,主轴朝向行星内齿圈的一端外壁套设固定有行星齿轮座,该行星齿轮座与行星齿轮圈固定连接。本发明在于,运行稳定性,实用性强。