
一种锻压过程的自动喷雾润滑系统及其润滑方法.pdf

Jo****63

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锻压过程的自动喷雾润滑系统及其润滑方法.pdf
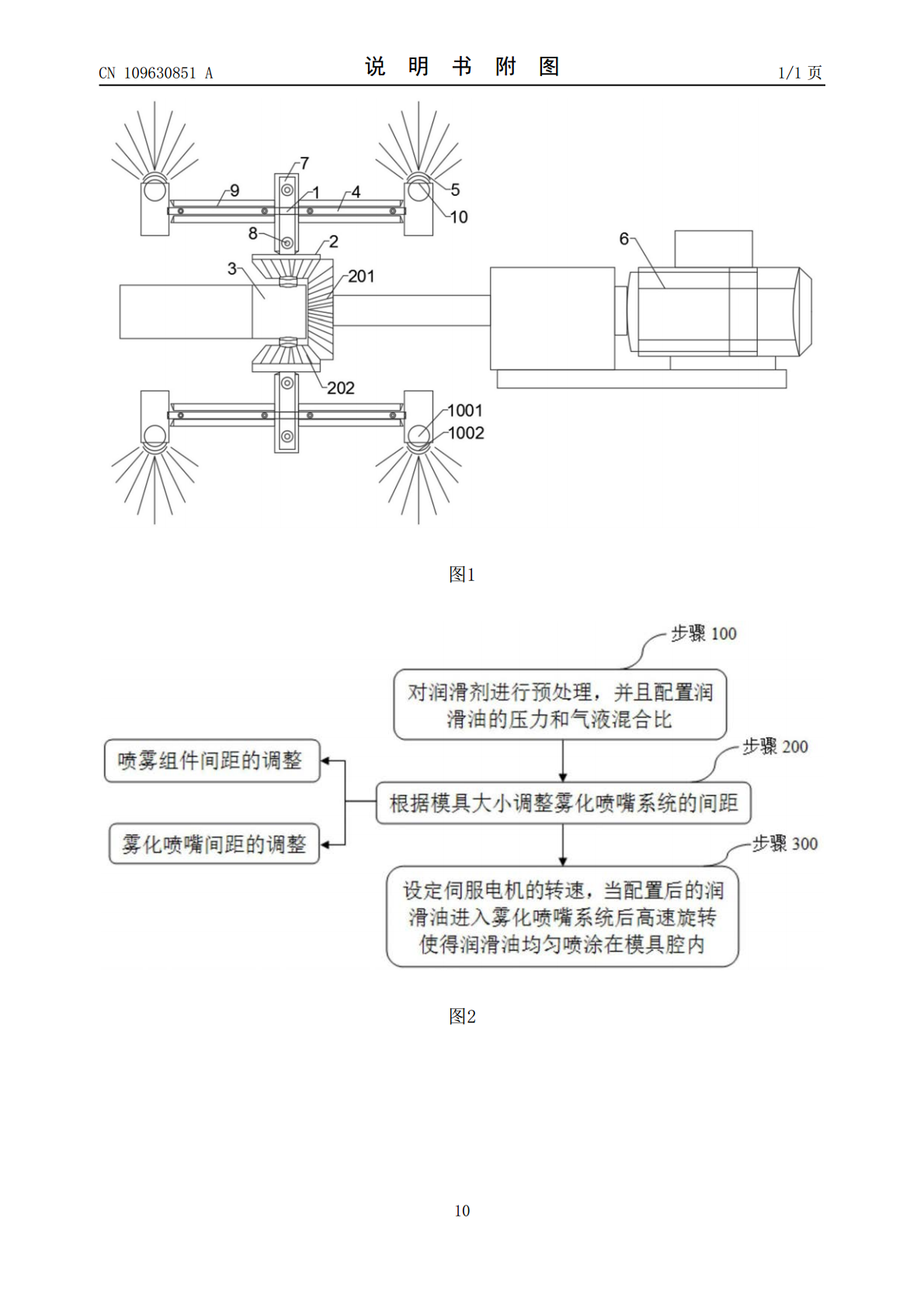
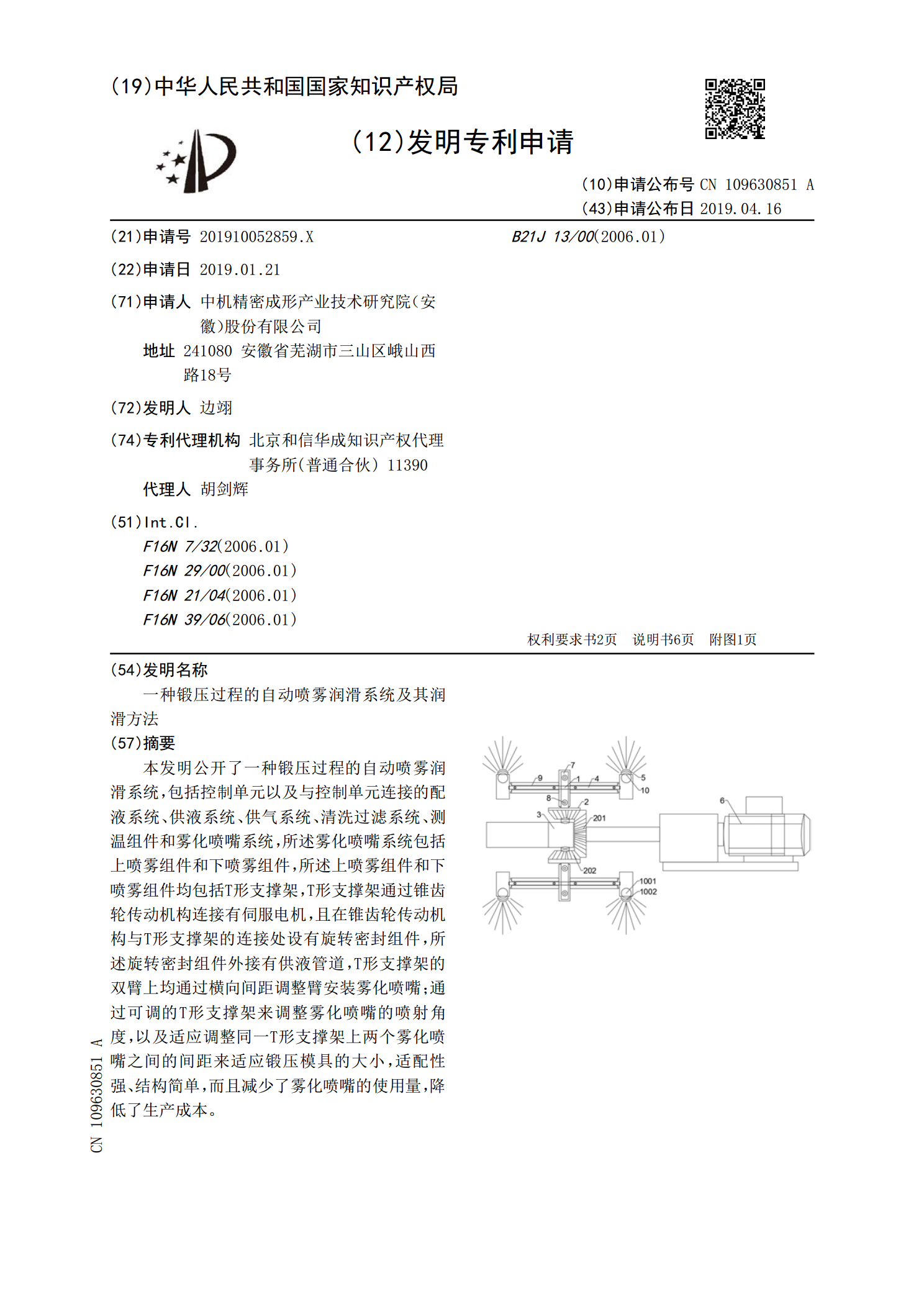
本发明公开了一种锻压过程的自动喷雾润滑系统,包括控制单元以及与控制单元连接的配液系统、供液系统、供气系统、清洗过滤系统、测温组件和雾化喷嘴系统,所述雾化喷嘴系统包括上喷雾组件和下喷雾组件,所述上喷雾组件和下喷雾组件均包括T形支撑架,T形支撑架通过锥齿轮传动机构连接有伺服电机,且在锥齿轮传动机构与T形支撑架的连接处设有旋转密封组件,所述旋转密封组件外接有供液管道,T形支撑架的双臂上均通过横向间距调整臂安装雾化喷嘴;通过可调的T形支撑架来调整雾化喷嘴的喷射角度,以及适应调整同一T形支撑架上两个雾化喷嘴之间的间
一种强夯机自动润滑系统及其控制方法.pdf
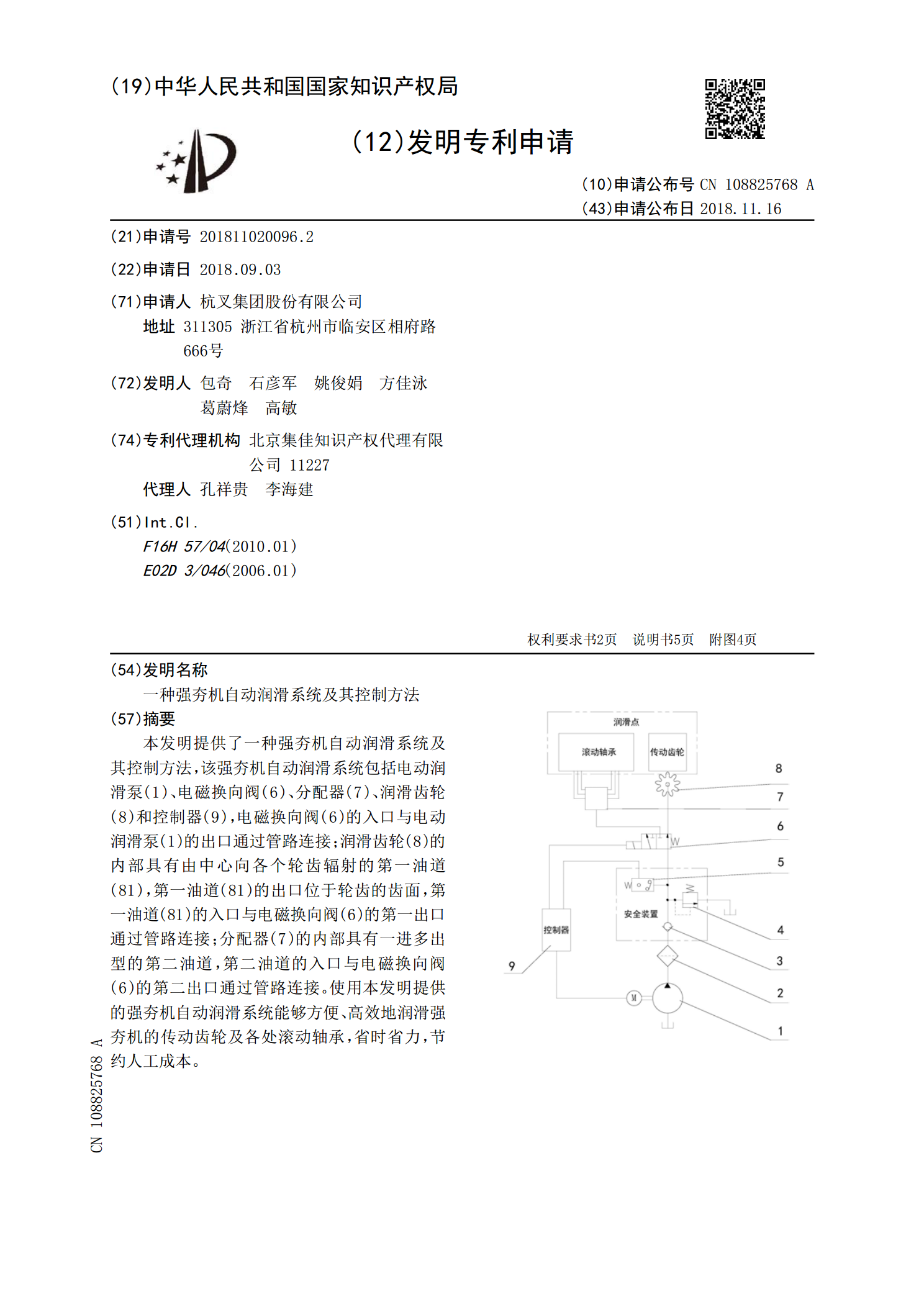
本发明提供了一种强夯机自动润滑系统及其控制方法,该强夯机自动润滑系统包括电动润滑泵(1)、电磁换向阀(6)、分配器(7)、润滑齿轮(8)和控制器(9),电磁换向阀(6)的入口与电动润滑泵(1)的出口通过管路连接;润滑齿轮(8)的内部具有由中心向各个轮齿辐射的第一油道(81),第一油道(81)的出口位于轮齿的齿面,第一油道(81)的入口与电磁换向阀(6)的第一出口通过管路连接;分配器(7)的内部具有一进多出型的第二油道,第二油道的入口与电磁换向阀(6)的第二出口通过管路连接。使用本发明提供的强夯机自动润滑系

一种螺旋焊管成型辊及其润滑系统、润滑方法.pdf
本发明涉及一种螺旋焊管成型辊及其润滑系统、润滑方法,所述螺旋焊管成型辊,包括辊轮、辊轴、轴承内圈、圆柱滚子及外挡圈;所述辊轴的中部两侧分别套装轴承内圈,轴承内圈的外侧设多个圆柱滚子,圆柱滚子的外侧设辊轮,轴承内圈和圆柱滚子的两端、辊轴与辊轮之间设外挡圈;2个轴承内圈之间的间隙形成环形油槽,环形油槽与辊轴上的横向油孔连通,辊轴一侧设纵向油孔,纵向油孔的一端连通横向油孔,另外一端设进油口;外挡圈与辊轮之间设密封圈。本发明通过改进结构组成和润滑方式,有效提高了成型辊的使用寿命,保证螺旋焊管生产的顺利进行。
自动润滑装置及自动润滑方法.pdf
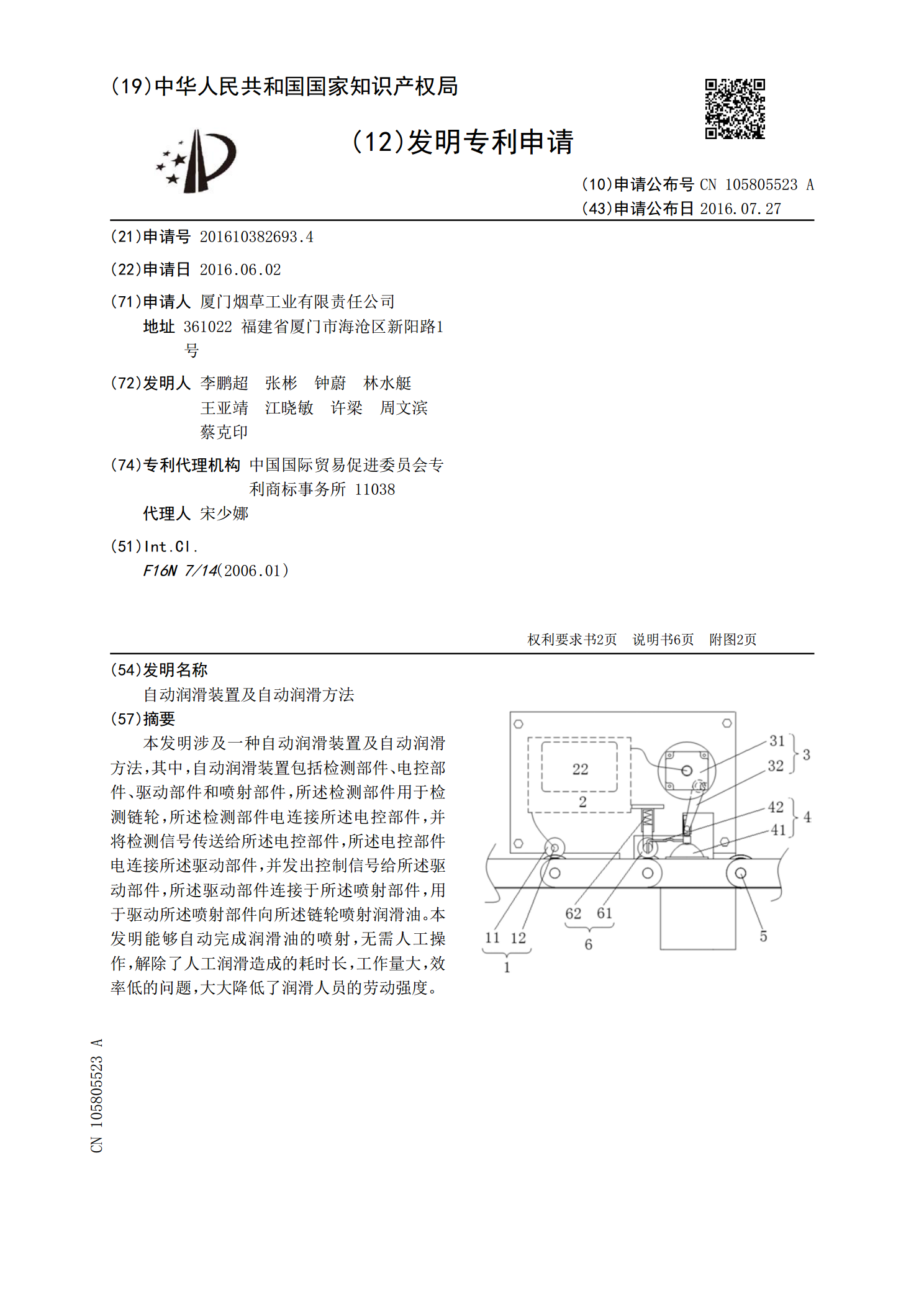
本发明涉及一种自动润滑装置及自动润滑方法,其中,自动润滑装置包括检测部件、电控部件、驱动部件和喷射部件,所述检测部件用于检测链轮,所述检测部件电连接所述电控部件,并将检测信号传送给所述电控部件,所述电控部件电连接所述驱动部件,并发出控制信号给所述驱动部件,所述驱动部件连接于所述喷射部件,用于驱动所述喷射部件向所述链轮喷射润滑油。本发明能够自动完成润滑油的喷射,无需人工操作,解除了人工润滑造成的耗时长,工作量大,效率低的问题,大大降低了润滑人员的劳动强度。
轴承润滑系统及其控制方法.pdf
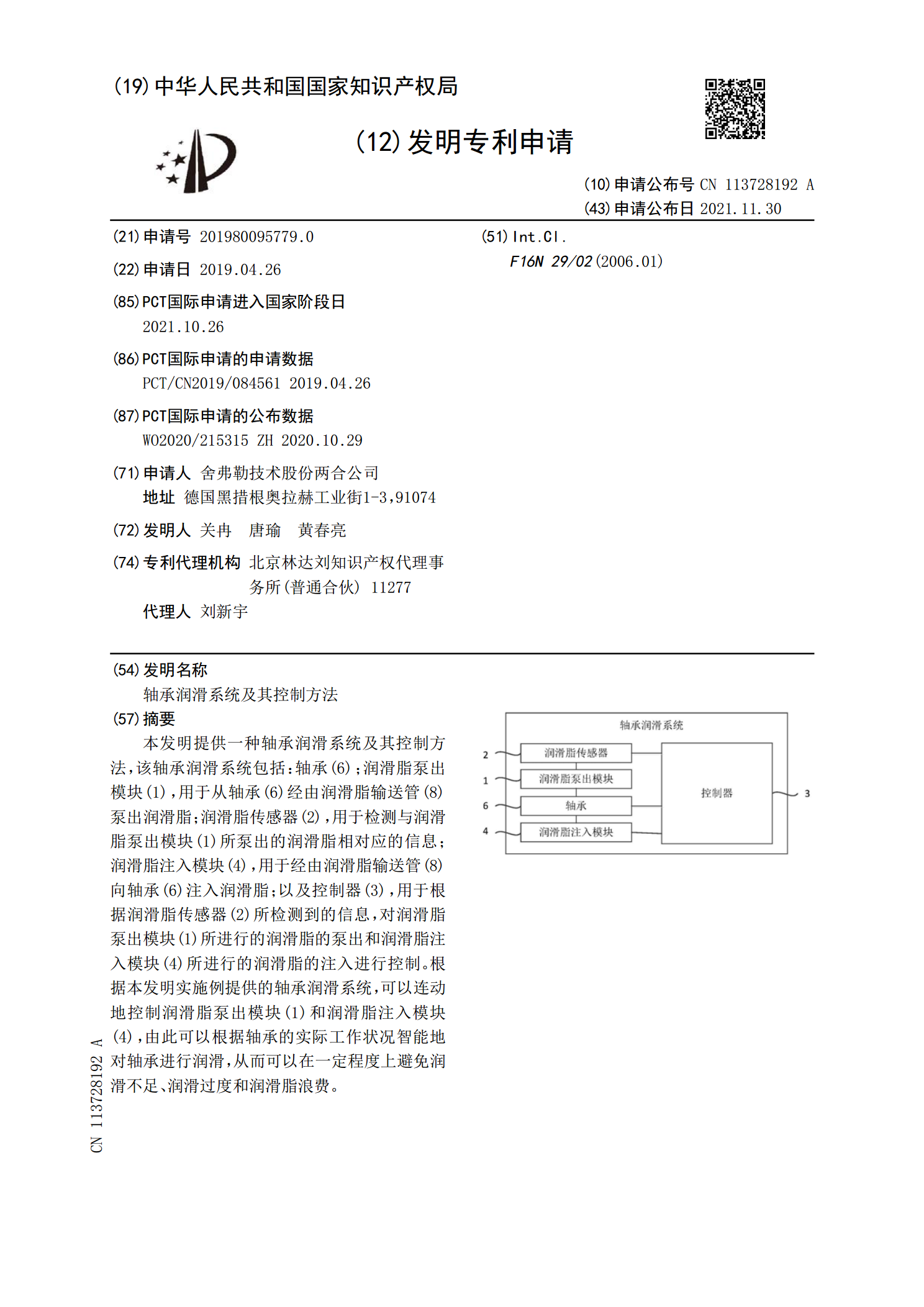
本发明提供一种轴承润滑系统及其控制方法,该轴承润滑系统包括:轴承(6);润滑脂泵出模块(1),用于从轴承(6)经由润滑脂输送管(8)泵出润滑脂;润滑脂传感器(2),用于检测与润滑脂泵出模块(1)所泵出的润滑脂相对应的信息;润滑脂注入模块(4),用于经由润滑脂输送管(8)向轴承(6)注入润滑脂;以及控制器(3),用于根据润滑脂传感器(2)所检测到的信息,对润滑脂泵出模块(1)所进行的润滑脂的泵出和润滑脂注入模块(4)所进行的润滑脂的注入进行控制。根据本发明实施例提供的轴承润滑系统,可以连动地控制润滑脂泵出模